
凸节曲线非圆齿轮蜗杆砂轮磨削方法.pdf

一吃****福乾


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

凸节曲线非圆齿轮蜗杆砂轮磨削方法.pdf
本发明公开了一种凸节曲线非圆齿轮蜗杆砂轮磨削方法,主要步骤包括:蜗杆砂轮的修整,蜗杆砂轮与齿轮的对中,蜗杆砂轮的轨迹规划;用蜗杆砂轮磨代替基于插齿原理的成形砂轮展成磨削凸节曲线非圆齿轮。蜗杆砂轮磨能够实现多齿同时磨削,比单齿的基于插齿原理的成形砂轮展成磨削方法效率高,成本也相应减少。因而,本发明具有加工效率高、加工成本低的特点,为凸节曲线非圆齿轮磨削提供了一种新选择。另外,凸节曲线非圆齿轮蜗杆砂轮磨削方法与传统圆柱齿轮蜗杆砂轮磨十分相似,主要不同点在于联动轨迹的规划上,因而易于将非圆齿轮软件控制模块集成于

凸节曲线非圆齿轮蜗杆砂轮磨削加工方法.docx
凸节曲线非圆齿轮蜗杆砂轮磨削加工方法摘要:凸节曲线非圆齿轮蜗杆是一种适用于传动高负荷和高转速的重要机械部件,其表面加工质量对其传动性能和使用寿命有着重要的影响。本文介绍了凸节曲线非圆齿轮蜗杆磨削加工方法,重点讨论了磨削道具的选用、加工参数的优化以及加工过程中的表面质量评估等问题。通过实验结果验证了该方法的有效性和可行性,为凸节曲线非圆齿轮蜗杆表面加工提供了一定的参考依据。关键词:凸节曲线、非圆齿轮蜗杆、磨削加工、道具选用、表面质量评估引言:凸节曲线非圆齿轮蜗杆作为一种高精度、高负荷和高转速的传动部件,在机

凸曲线非圆轮廓零件的磨削方法及磨削结构.pdf
凸曲线非圆轮廓零件的磨削方法及磨削结构,使零件和砂轮分别绕零件和砂轮的公转圆心公转,砂轮同时绕自身轴线回转;砂轮的公转半径和零件的公转半径相等;在磨削起始位置时,砂轮磨削零件轮廓的远点的磨削余量;磨削时零件和砂轮分别绕各自的公转圆心公转,砂轮始终保持与零件轮廓的被磨削点的工艺规划轨迹相切并绕自身轴线回转,磨削过程中第一公转圆心和第二公转圆心之间的距离沿着两个公转圆心的连线方向持续变化,完成磨削时,第一、第二公转圆心间的距离等于特定值。本发明在磨削过程中使砂轮和零件等半径公转,将砂轮的直线往复运动转化为圆周

一种摆线齿轮的数控蜗杆砂轮磨削方法.pdf
本发明涉及一种摆线齿轮的数控蜗杆砂轮磨削方法,利用空间啮合原理,根据摆线齿轮三维廓形公式,推导出加工摆线齿轮的蜗杆砂轮三维廓形公式,利用蜗杆砂轮精磨摆线齿轮。这种方法相比摆线齿轮成形磨削技术有明显的优势,用连续加工替代断续加工,同时,展成运动精度稳定性高于断续分度运动精度,导致磨齿精度的大幅度提高,磨齿生产成本的显著降低,磨齿效率明显增加。在蜗杆砂轮磨削摆线齿轮的机床上,应用这种方法,并设计相应工件的专用夹具台,一次性定位安装两个摆线齿轮齿坯,并确定它们的空间位置;蜗杆砂轮一侧增加在线测头,定位蜗杆砂轮的
一种面齿轮磨削用蜗杆砂轮的修整方法.pdf
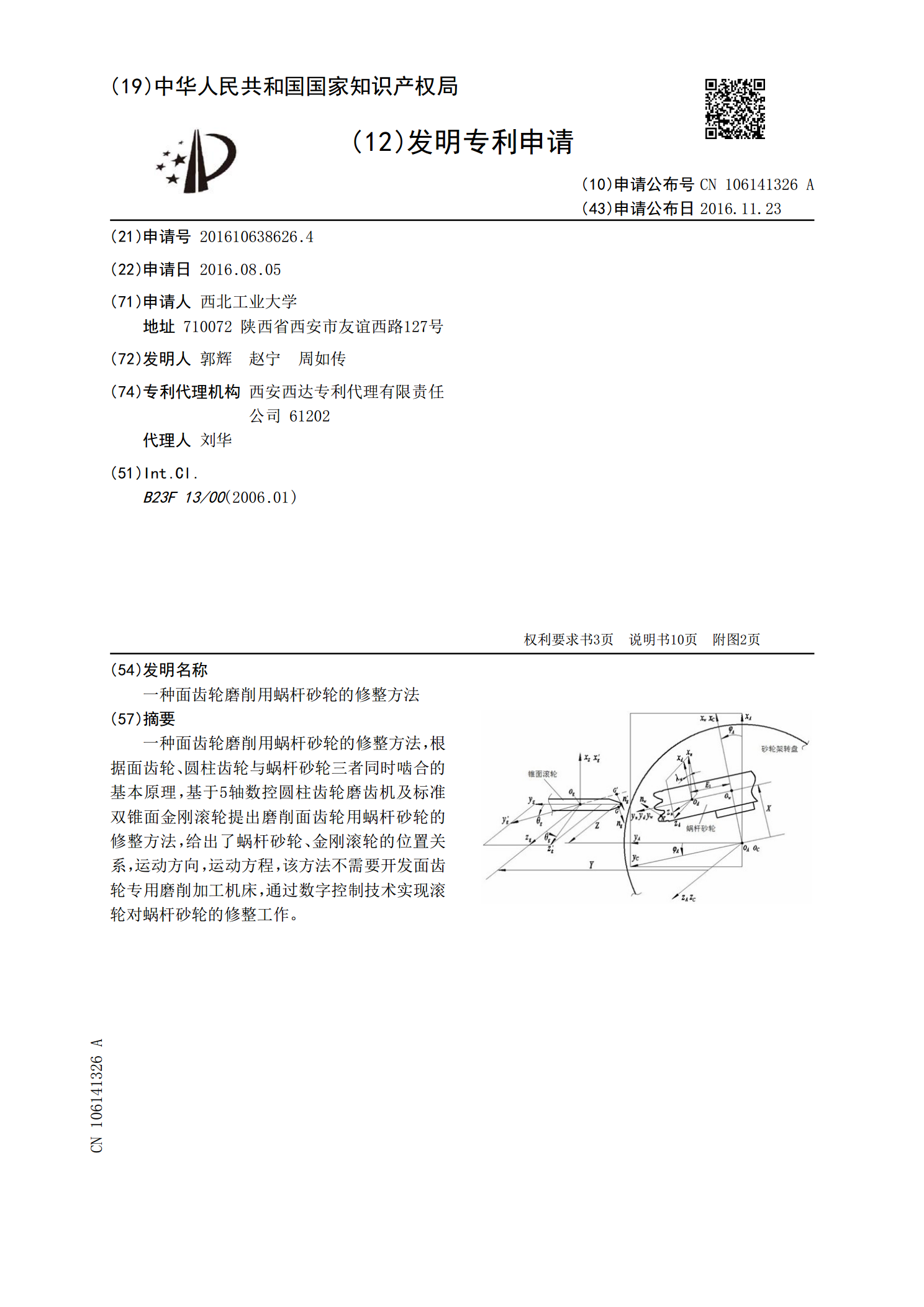
一种面齿轮磨削用蜗杆砂轮的修整方法,根据面齿轮、圆柱齿轮与蜗杆砂轮三者同时啮合的基本原理,基于5轴数控圆柱齿轮磨齿机及标准双锥面金刚滚轮提出磨削面齿轮用蜗杆砂轮的修整方法,给出了蜗杆砂轮、金刚滚轮的位置关系,运动方向,运动方程,该方法不需要开发面齿轮专用磨削加工机床,通过数字控制技术实现滚轮对蜗杆砂轮的修整工作。