
球磨机衬板的加压铸造方法.pdf

一只****懿呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

球磨机衬板的加压铸造方法.pdf
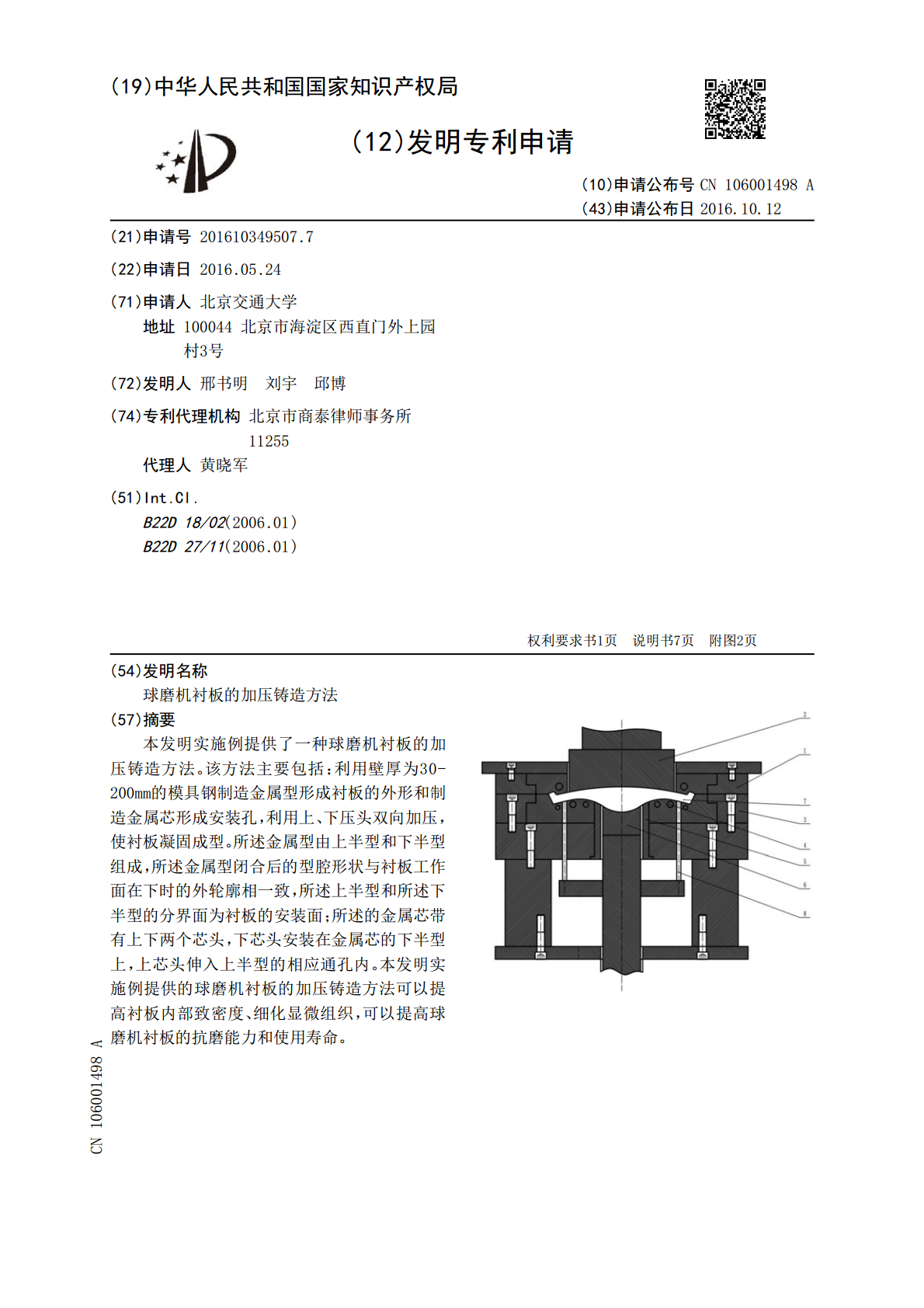
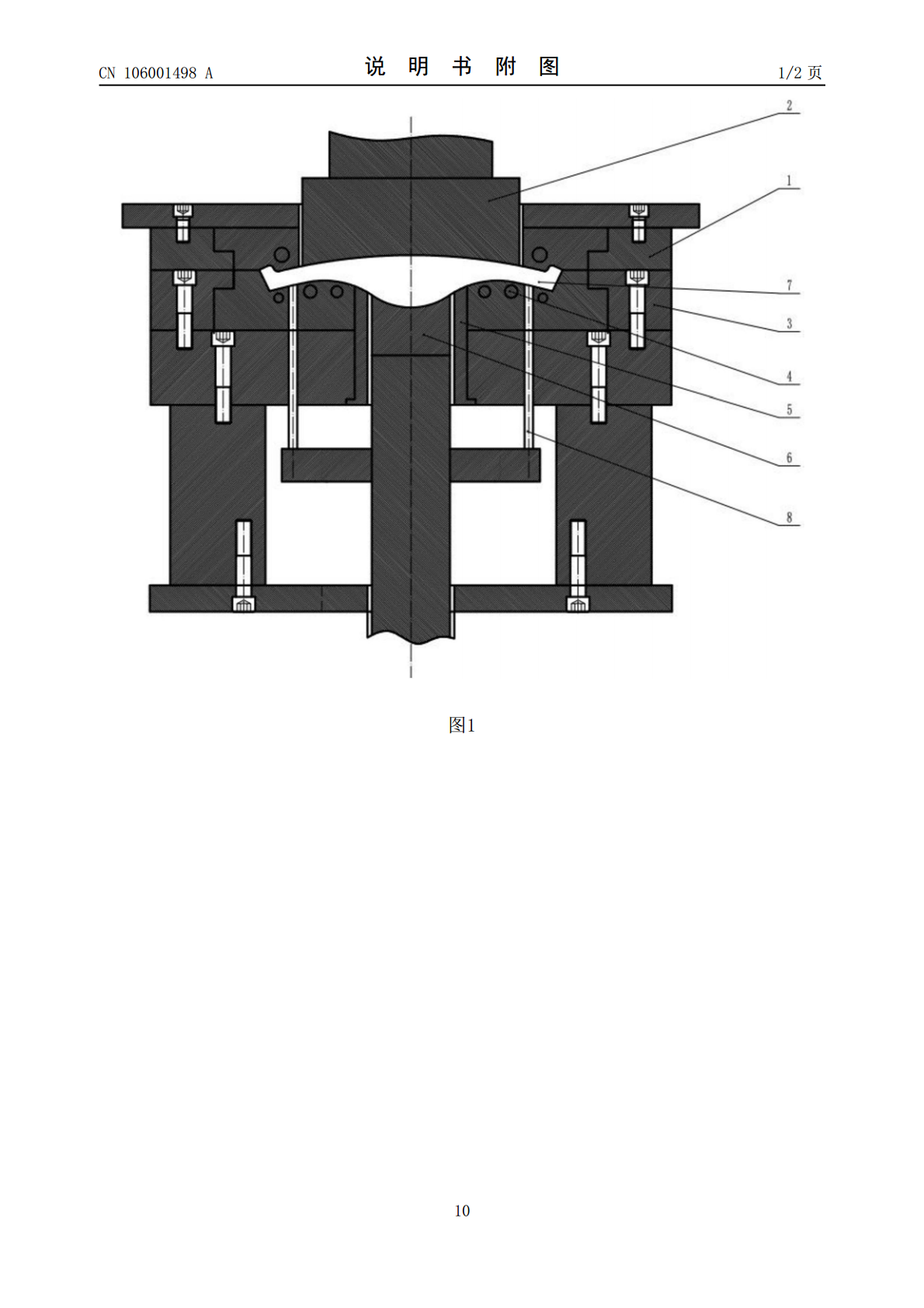
本发明实施例提供了一种球磨机衬板的加压铸造方法。该方法主要包括:利用壁厚为30‑200mm的模具钢制造金属型形成衬板的外形和制造金属芯形成安装孔,利用上、下压头双向加压,使衬板凝固成型。所述金属型由上半型和下半型组成,所述金属型闭合后的型腔形状与衬板工作面在下时的外轮廓相一致,所述上半型和所述下半型的分界面为衬板的安装面;所述的金属芯带有上下两个芯头,下芯头安装在金属芯的下半型上,上芯头伸入上半型的相应通孔内。本发明实施例提供的球磨机衬板的加压铸造方法可以提高衬板内部致密度、细化显微组织,可以提高球磨机衬

一种球磨机衬板铸造方法.pdf
本发明公开了一种球磨机衬板铸造方法,包括以下步骤,A选料:选用奥氏体-贝氏体钢的材料;B真空密封造模;C负压浇注:在抽真空负压0.05Mpa-0.06Mpa的状态下浇注,冷却后取消真空,落砂、清理;D热处理:采用电子回火窑,加热至900-950℃,保持6小时,然后出炉放置在冷却液中直至冷却,得到待加工的铸件。本发明相比较普通铸造方法生产出的球磨机衬板其耐磨、耐冲击性能好,强度、韧性高,且成本低。
球磨机衬板及其制造方法.pdf
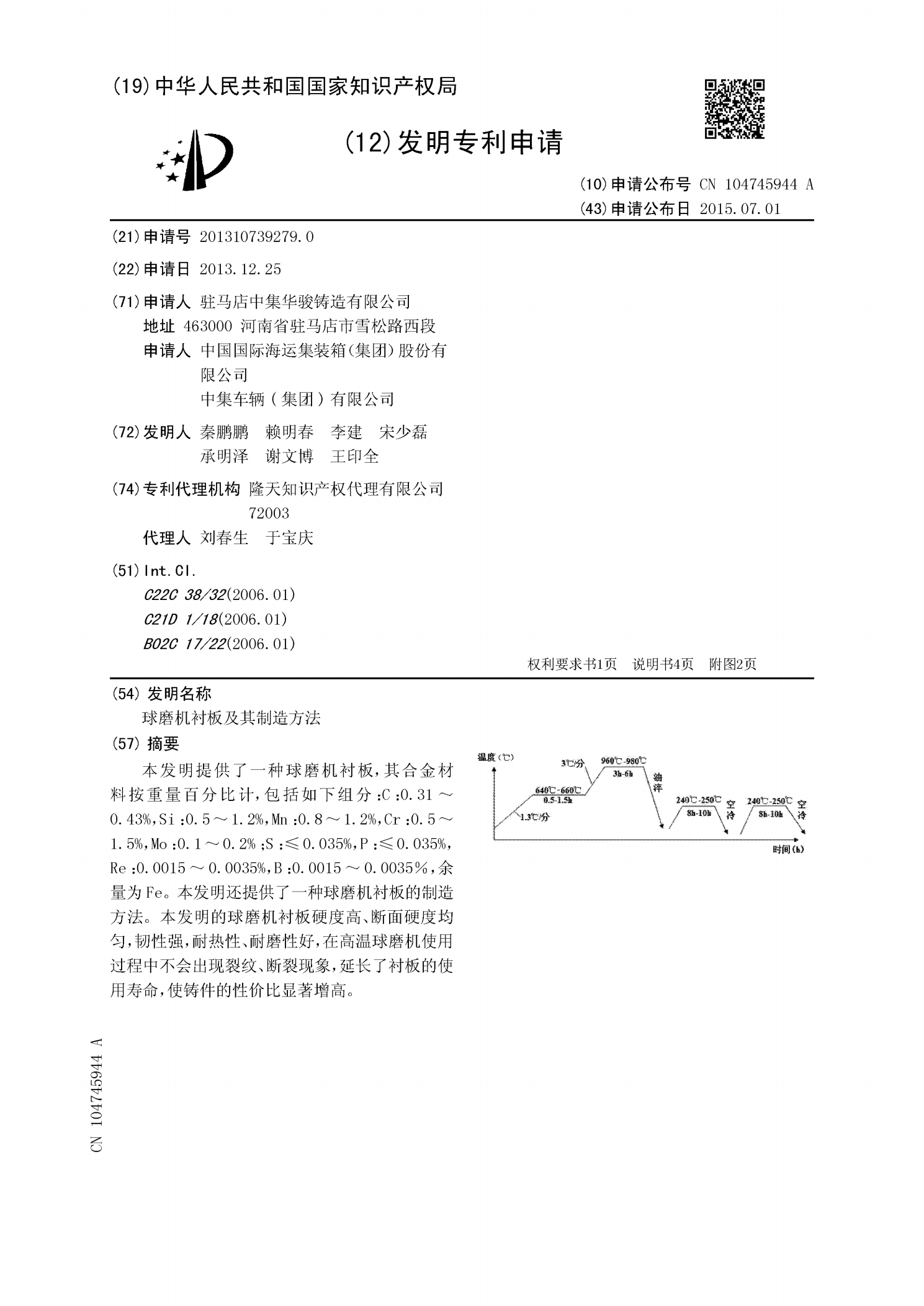
本发明提供了一种球磨机衬板,其合金材料按重量百分比计,包括如下组分:C:0.31~0.43%,Si:0.5~1.2%,Mn:0.8~1.2%,Cr:0.5~1.5%,Mo:0.1~0.2%;S:≤0.035%,P:≤0.035%,Re:0.0015~0.0035%,B:0.0015~0.0035%,余量为Fe。本发明还提供了一种球磨机衬板的制造方法。本发明的球磨机衬板硬度高、断面硬度均匀,韧性强,耐热性、耐磨性好,在高温球磨机使用过程中不会出现裂纹、断裂现象,延长了衬板的使用寿命,使铸件的性价比显著增高。
球磨机衬板的制作方法.pdf
本发明公开了一种球磨机衬板的制作方法,涉及铸造球磨材料技术领域,将原料放入中频电炉进行熔炼加热至1500~1540℃进行扒渣,然后取样分析,调整成分;加热至1570~1590℃加入纯铝脱氧,进行二次扒渣;降温至1400℃后导入钢包,然后细流浇铸得到铸件;铸件降温至1000℃时进行喷水降温处理,然后加热升温至650℃进行二次喷水降温处理,最后加热升温至400℃进行水淬处理;铸件进行回火处理,温度控制在160℃,回火时间为6小时,冷却至常温后即得球磨机衬板,解决现有球磨机衬板韧性和耐磨性兼容性差的问题。
球磨机衬板及其制备方法.pdf
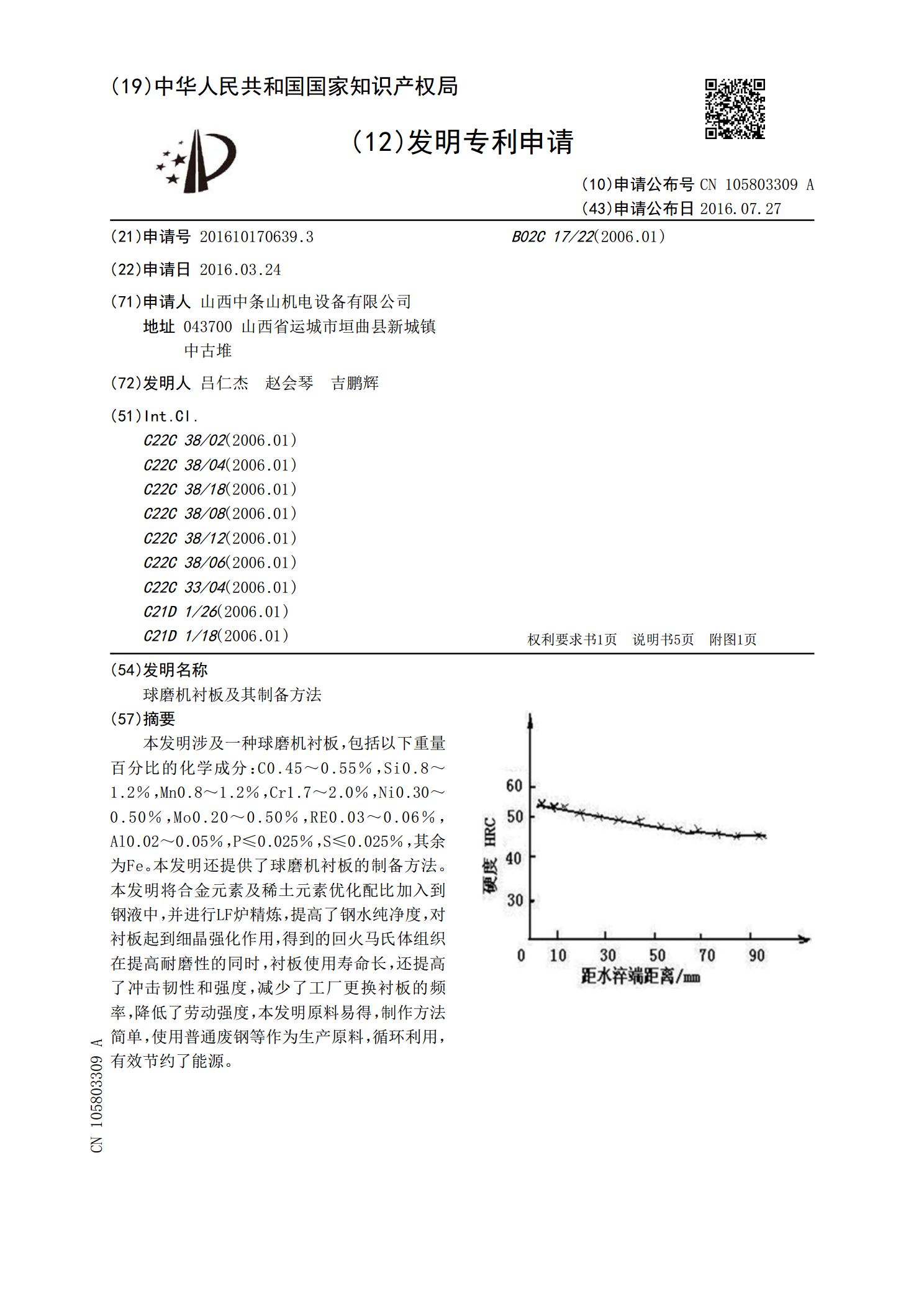
本发明涉及一种球磨机衬板,包括以下重量百分比的化学成分:C0.45~0.55%,Si0.8~1.2%,Mn0.8~1.2%,Cr1.7~2.0%,Ni0.30~0.50%,Mo0.20~0.50%,RE0.03~0.06%,Al0.02~0.05%,P≤0.025%,S≤0.025%,其余为Fe。本发明还提供了球磨机衬板的制备方法。本发明将合金元素及稀土元素优化配比加入到钢液中,并进行LF炉精炼,提高了钢水纯净度,对衬板起到细晶强化作用,得到的回火马氏体组织在提高耐磨性的同时,衬板使用寿命长,还提高了冲击