
一种金属管成型设备及其加工方法.pdf

悠柔****找我


1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种金属管成型设备及其加工方法.pdf
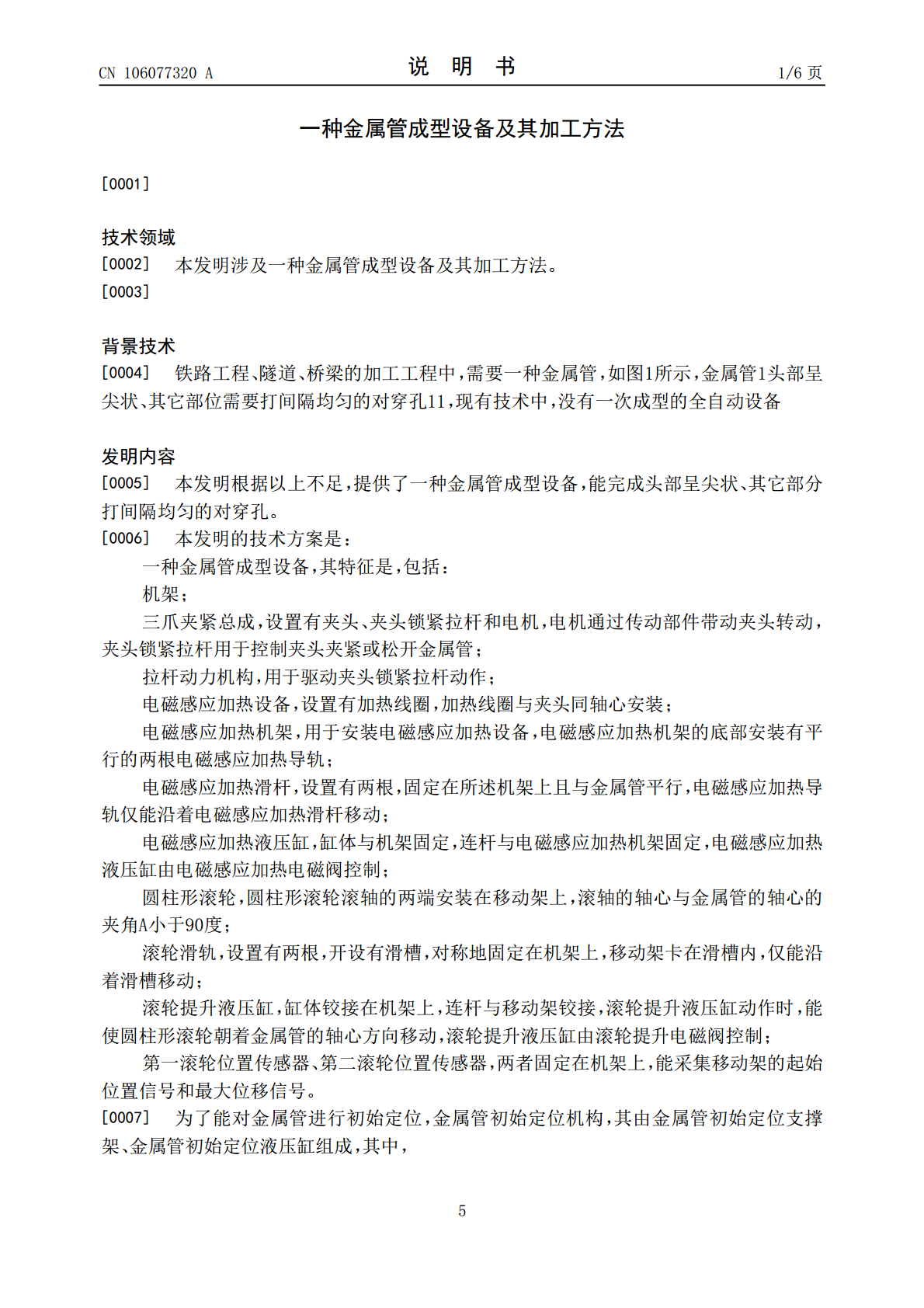
本发明公开了一种金属管成型设备及其加工方法,金属管成型设备包括:机架;夹持且转动金属管的三爪夹紧总成;加热金属管的电磁感应加热设备,设置有加热线圈;对金属管倒角的圆柱形滚轮及滚轮提升液压缸;对倒角进行定位的第一滚轮位置传感器、第二滚轮位置传感器;对金属管进行初始位置定位的金属管初始定位机构;对金属管固定的打孔夹持机构;对金属管移位的输送机构。本发明具有结构合理、全自动控制、工作效率高的有益效果。
金属管全自动成型设备及其加工方法.pdf
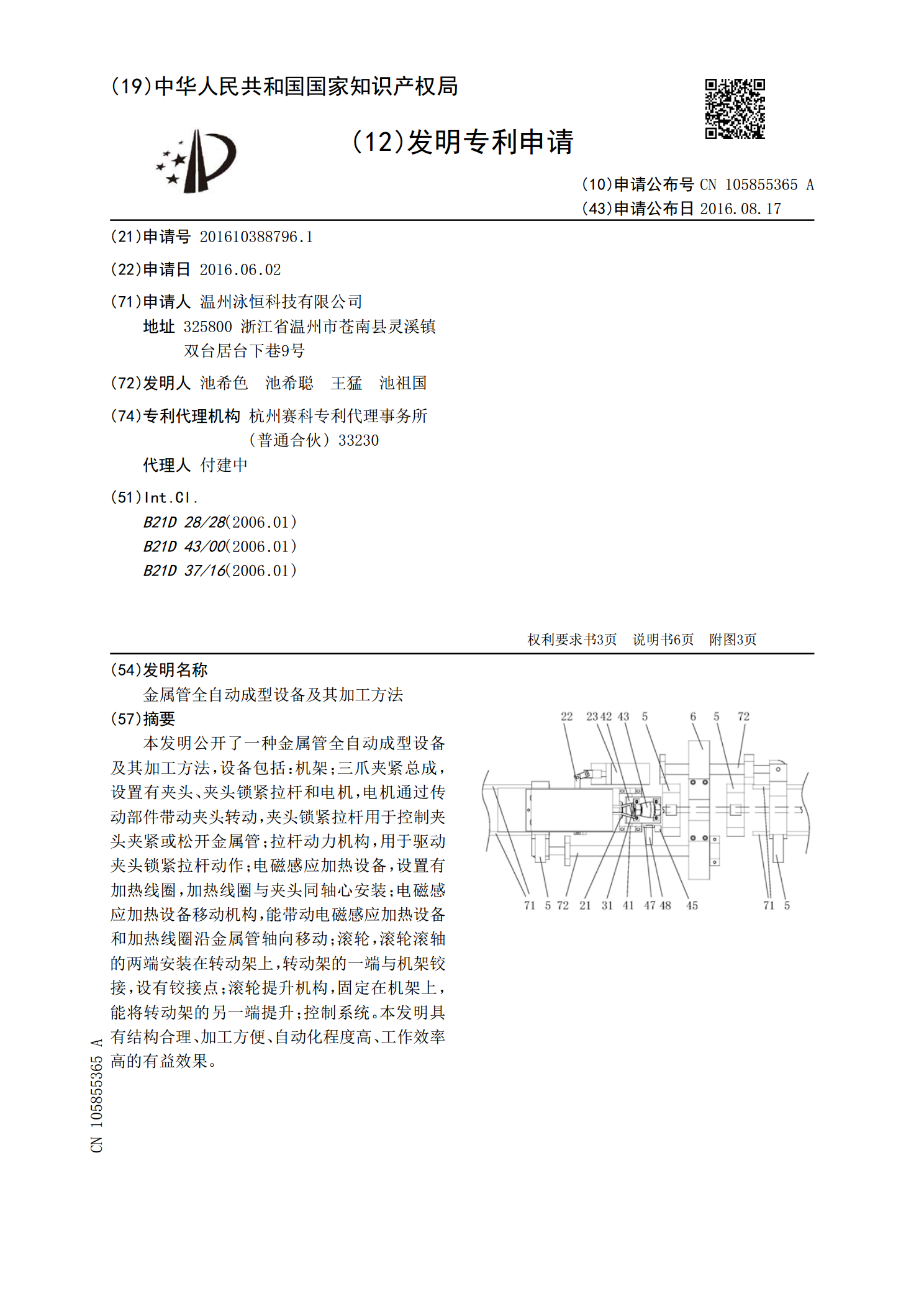
本发明公开了一种金属管全自动成型设备及其加工方法,设备包括:机架;三爪夹紧总成,设置有夹头、夹头锁紧拉杆和电机,电机通过传动部件带动夹头转动,夹头锁紧拉杆用于控制夹头夹紧或松开金属管;拉杆动力机构,用于驱动夹头锁紧拉杆动作;电磁感应加热设备,设置有加热线圈,加热线圈与夹头同轴心安装;电磁感应加热设备移动机构,能带动电磁感应加热设备和加热线圈沿金属管轴向移动;滚轮,滚轮滚轴的两端安装在转动架上,转动架的一端与机架铰接,设有铰接点;滚轮提升机构,固定在机架上,能将转动架的另一端提升;控制系统。本发明具有结构合
金属管成型设备及其加工方法.pdf
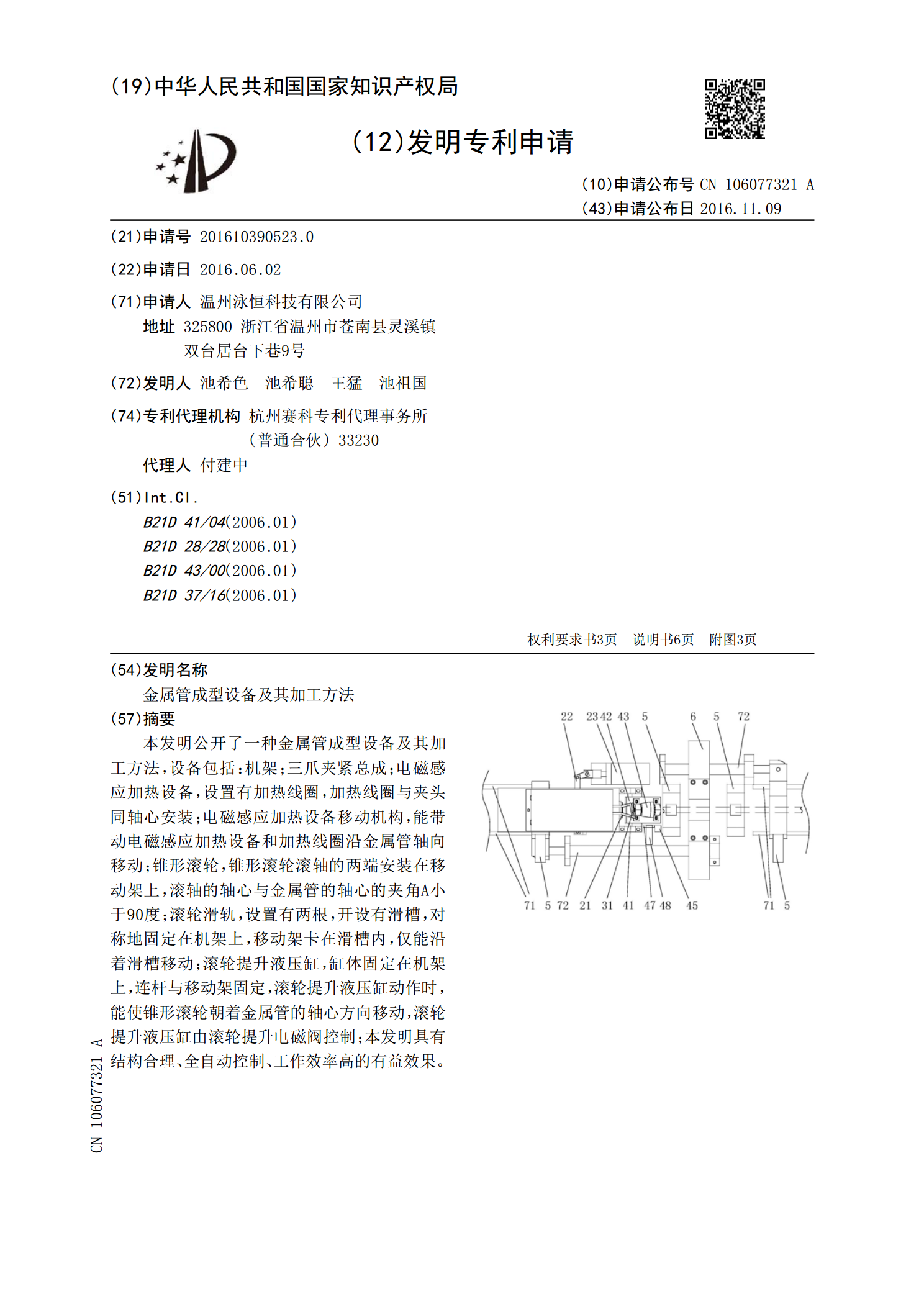
本发明公开了一种金属管成型设备及其加工方法,设备包括:机架;三爪夹紧总成;电磁感应加热设备,设置有加热线圈,加热线圈与夹头同轴心安装;电磁感应加热设备移动机构,能带动电磁感应加热设备和加热线圈沿金属管轴向移动;锥形滚轮,锥形滚轮滚轴的两端安装在移动架上,滚轴的轴心与金属管的轴心的夹角A小于90度;滚轮滑轨,设置有两根,开设有滑槽,对称地固定在机架上,移动架卡在滑槽内,仅能沿着滑槽移动;滚轮提升液压缸,缸体固定在机架上,连杆与移动架固定,滚轮提升液压缸动作时,能使锥形滚轮朝着金属管的轴心方向移动,滚轮提升液
一种金属管材成型加工方法.pdf
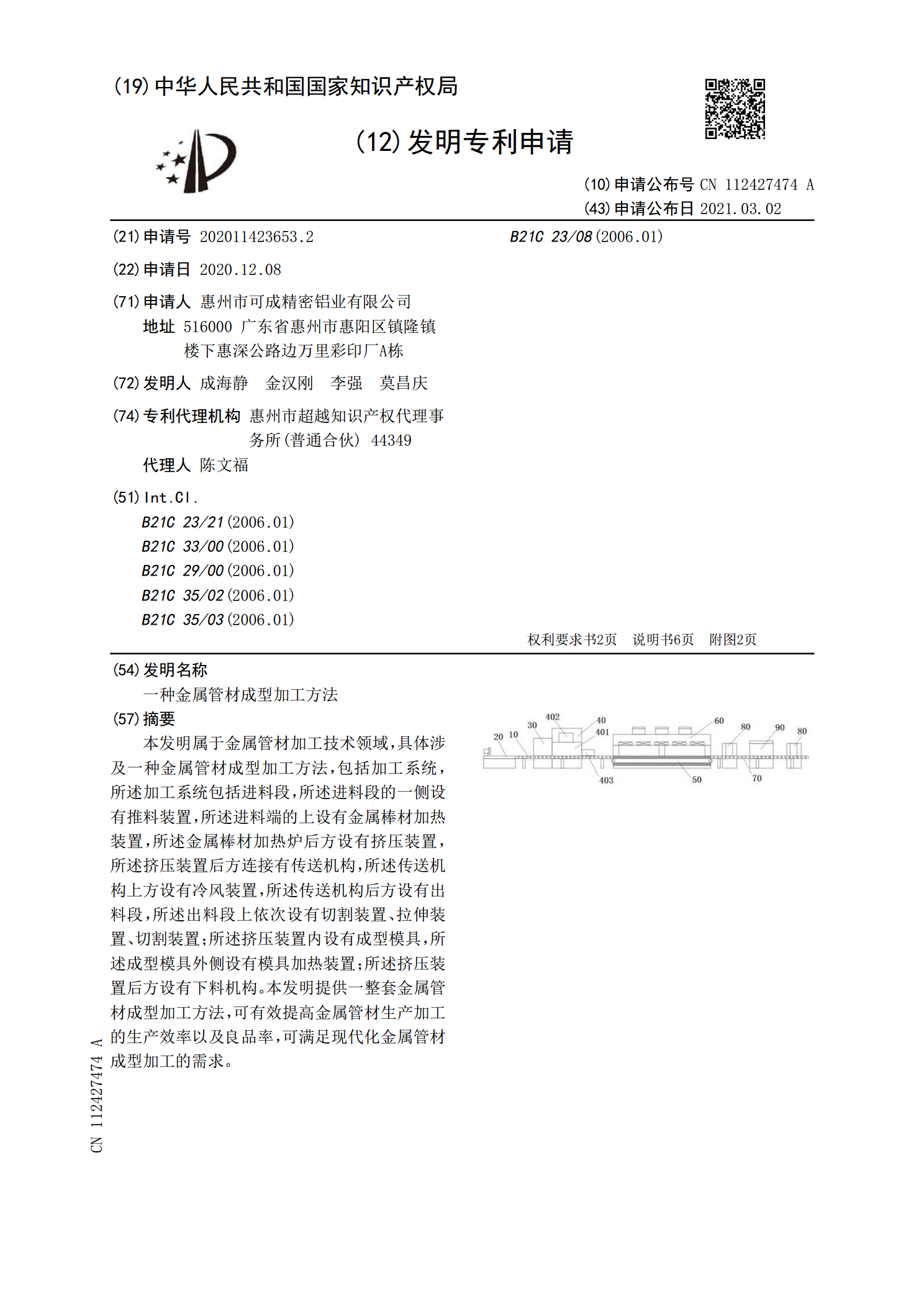
本发明属于金属管材加工技术领域,具体涉及一种金属管材成型加工方法,包括加工系统,所述加工系统包括进料段,所述进料段的一侧设有推料装置,所述进料端的上设有金属棒材加热装置,所述金属棒材加热炉后方设有挤压装置,所述挤压装置后方连接有传送机构,所述传送机构上方设有冷风装置,所述传送机构后方设有出料段,所述出料段上依次设有切割装置、拉伸装置、切割装置;所述挤压装置内设有成型模具,所述成型模具外侧设有模具加热装置;所述挤压装置后方设有下料机构。本发明提供一整套金属管材成型加工方法,可有效提高金属管材生产加工的生产效
一种异形罐成型设备及其加工方法.pdf
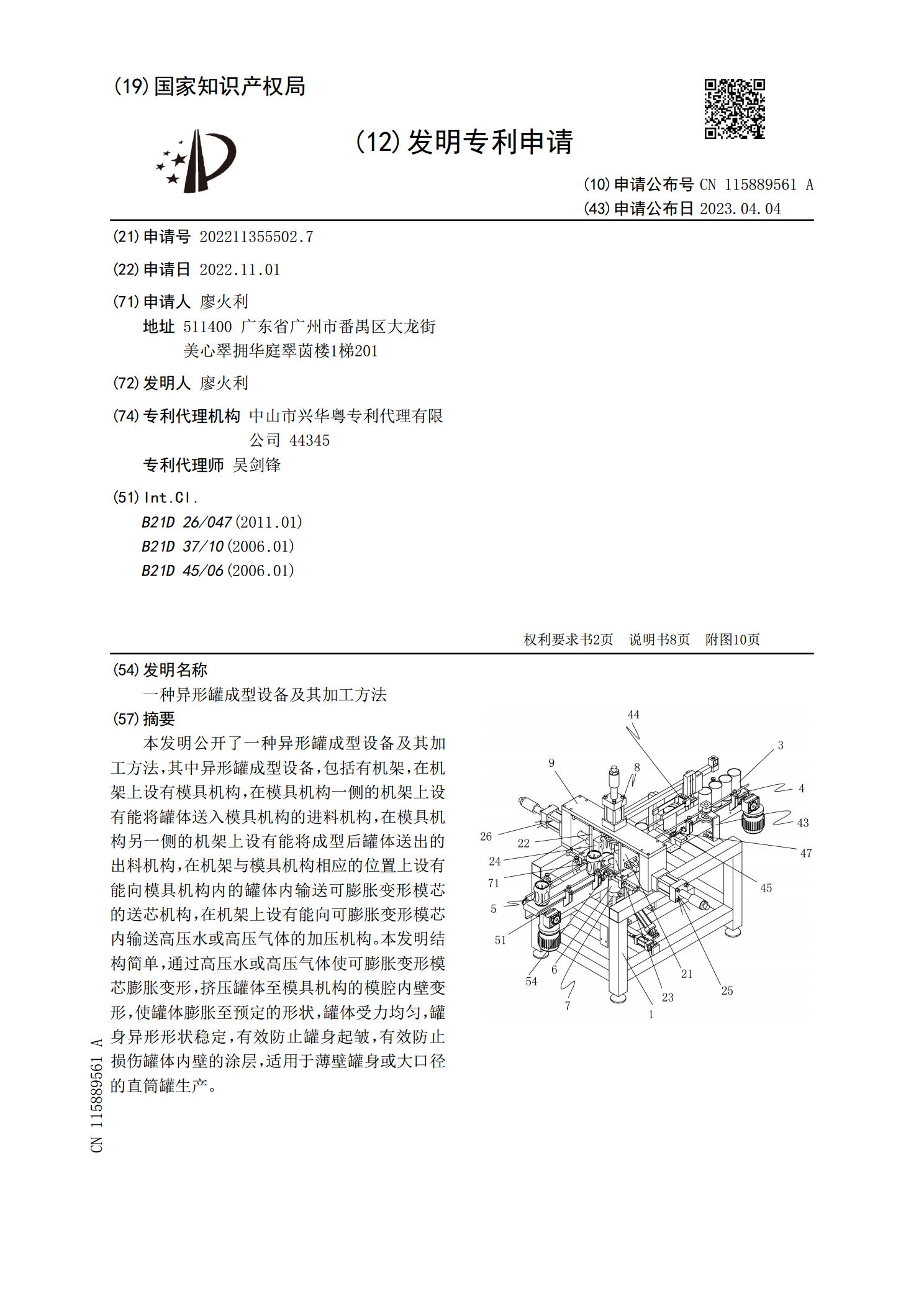
本发明公开了一种异形罐成型设备及其加工方法,其中异形罐成型设备,包括有机架,在机架上设有模具机构,在模具机构一侧的机架上设有能将罐体送入模具机构的进料机构,在模具机构另一侧的机架上设有能将成型后罐体送出的出料机构,在机架与模具机构相应的位置上设有能向模具机构内的罐体内输送可膨胀变形模芯的送芯机构,在机架上设有能向可膨胀变形模芯内输送高压水或高压气体的加压机构。本发明结构简单,通过高压水或高压气体使可膨胀变形模芯膨胀变形,挤压罐体至模具机构的模腔内壁变形,使罐体膨胀至预定的形状,罐体受力均匀,罐身异形形状稳