
一种驱动轮锻压加工模具及其成型方法.pdf

文光****iu

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种驱动轮锻压加工模具及其成型方法.pdf
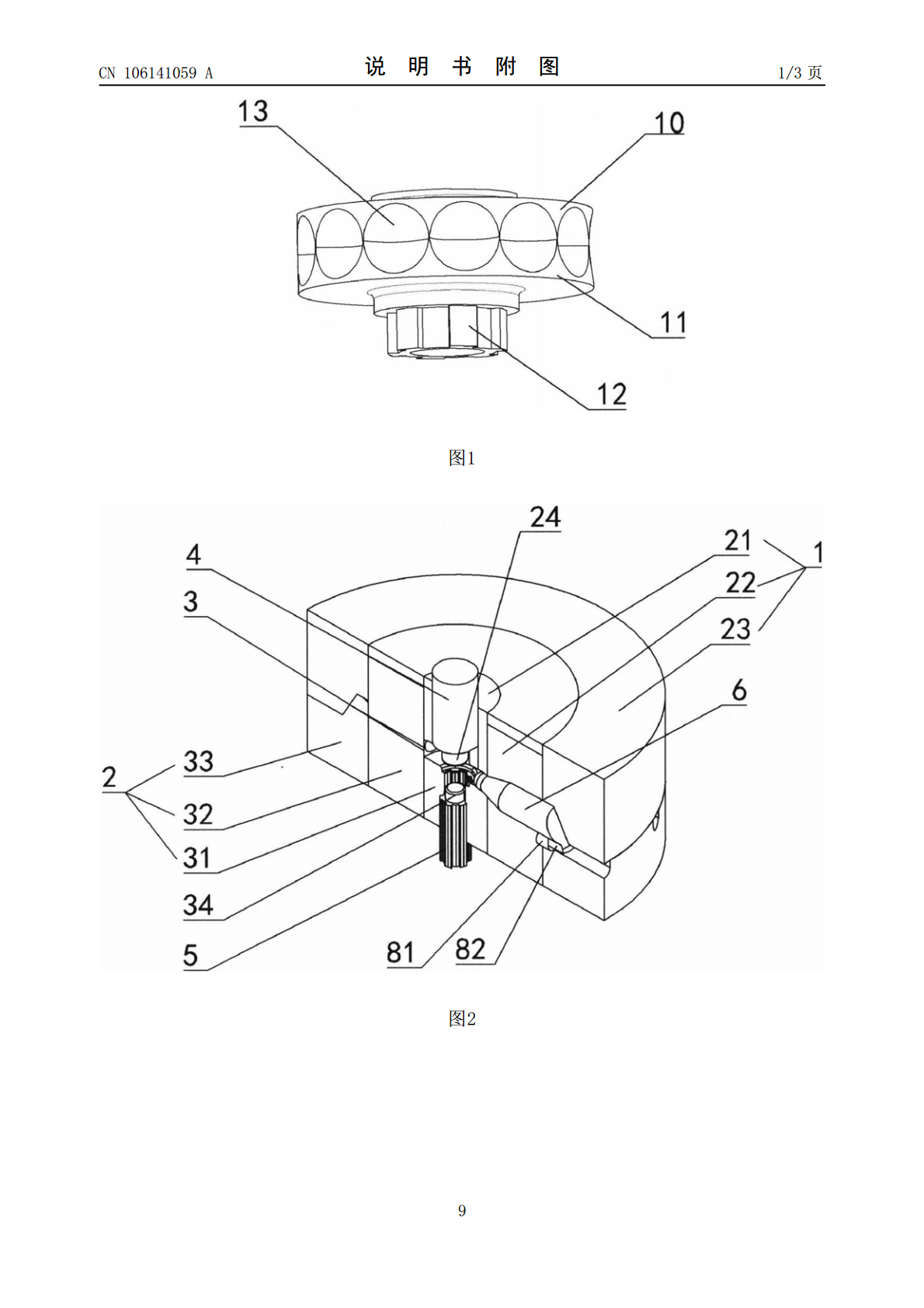
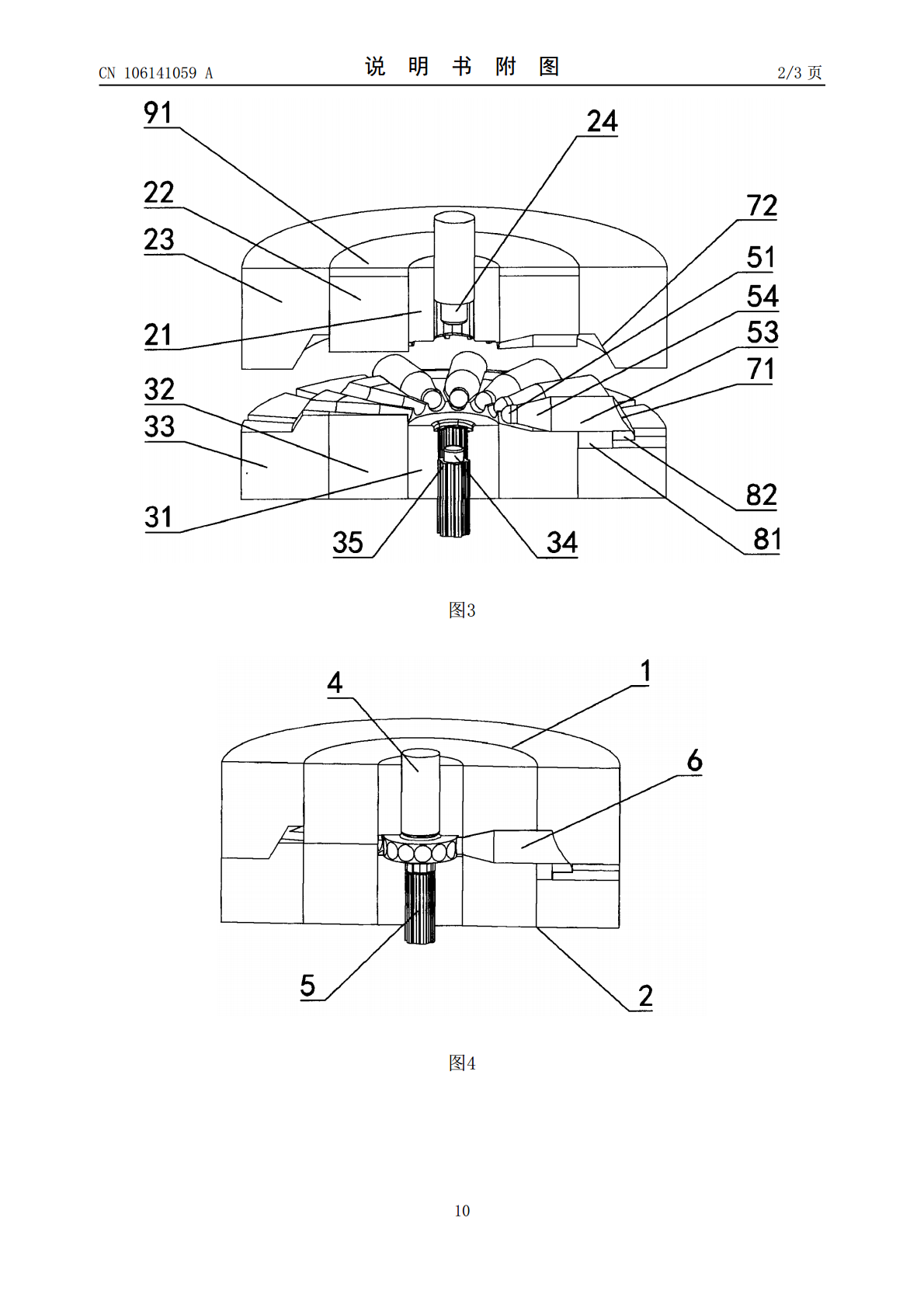
本发明公开了一种驱动轮锻压加工模具,包括上模板与下模板,上模板与下模板合模后中部设置有型腔,上模板、下模板的中心分别设置有上下移动上冲头、下冲头,上冲头的下端部为阶梯状,下冲头的上端部与下模板之间存在间隙,型腔的侧面设置有多个沿着型腔径向移动的侧凹模,侧凹模的端部位于型腔内,多个侧凹模围绕型腔外周设置,上模板、下模板、上冲头、下冲头、侧凹模构成与驱动轮结构相适应的型腔。本发明能够一次性将胚料锻打成驱动轮。相比较于原有的工艺,本发明省去了很多复杂的工艺,提高了工作效率、降低了生产成本,并且能够确保产品的精度
新型模具锻压装置及其加工方法.pdf
本发明涉及机械加工行业锻压设备技术领域,具体涉及新型模具锻压装置及其加工方法,包括液压机、设置在所述液压机一侧的高频炉、设置在所述液压机另一侧的退火炉、以及安装在所述液压机上的模具;首先根据零件的形状加工出一套与工件相对应的模具,然后将模具安装到液压机上进行调试,接下来根据零件的大小和重量进行下料,下料后,通过高频炉进行加热,温度达到800度左右,使原料整体呈红色时,放入模具进行锻压,锻压成型后取出工件,然后放入退火炉,消除应力;本发明采用上述操作步骤,使原材料在高温下,改变其物理组织结构,而不改变化学性

一种钣金加工的成型模具及其成型方法.pdf
本发明公开了一种钣金加工的成型模具及其成型方法,属于钣金加工技术领域,包括下模,下模的左右两端均固定连接有安装块,一对安装块的上端均固定固定连接有支撑杆,一对支撑杆的上端固定连接有基座,基座的下端四角处均固定连接有第一伸缩装置,四个第一伸缩装置的伸长端固定连接有下模,下模的下端四角处均固定连接有刀片,下模的下端固定连接有一对纵向冲头,且一对纵向冲头左右分布,纵向冲头固定连接于一对刀片之间,下模的下端固定连接有一对横向冲头,且一对横向冲头前后分布,横向冲头固定连接于一对刀片之间,同时进行边角切割、横向折边和

一种成型孔的加工模具及加工方法.pdf
本发明提供一种成型孔的加工模具及加工方法,该模具包括上模和下模,上模包括第一凸起,下模包括第二凸起,合模后,第一凸起与下模之间、第二凸起与上模之间,以及第一凸起与第二凸起之间存在空隙,以形成飞边,飞边所在位置为待加工孔的位置,飞边周侧为工件加工孔后的保留区域。本发明能够使CNC加工步骤被省略,简化了工艺流程,降低制孔成本,并节约原料,减少了废料产生,还能使工件模压成型和打孔工序可设置在相近位置进行流水线作业,不需要分隔一定距离,降低了工件流转需要的生产成本。
一种齿轮轴的闭式挤压成型工艺及其锻压模具.pdf
本发明提供一种齿轮轴的闭式挤压成型工艺,包括以下步骤:设定工艺路线、选择坯料、原材料检验、下料、制作玻璃润滑垫、坯料加热、模具安装、放置玻璃润滑垫、模锻和取出锻件,本发明还提供了一种齿轮轴的闭式挤压成型锻压模具,包括上模板和下模板,所述上模板的中部上设置有冲压头,所述上模板的底面上设置有第一连接板,所述第一连接板的两端上通过有挤压拉杆,所述挤压拉杆上配合有第二连接板,所述第二连接板的底面上至少设置有两个侧压块,所述下模板的中部表面上设置有下模,所述下模两侧的顶面上设置有侧模,所述侧模的顶面上设置有上模,所