
层叠式纤维平面取向增强再制造胎面挤出成型方法及装置.pdf

骊英****bb


1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

层叠式纤维平面取向增强再制造胎面挤出成型方法及装置.pdf
本发明提供了层叠式纤维平面取向增强再制造胎面挤出成型方法及装置,含有短纤维的橡胶熔融体加入挤出机中,挤出后经过滤板使短纤维轴向取向,流入取向段后,胶料沿分流板分流,通过调节装置调节调节块与分流板的压力,使胶料能均匀的通过分流板上的矩形孔,胶料通过矩形孔后交错排列,实现胶料的分层挤出,利用胶料的分层挤出使短纤维在分层的胶料中实现平面取向,最终胶料经口模挤出机头,实现纤维在径向平面内的取向。本发明消除纤维的轴向取向利用胶料的分层挤出状态,使短纤维在分层的胶料中实现平面取向,从而达到提高轮胎耐磨及抗撕裂的能力。
纤维增强再制造轮胎胎面径向取向挤出成型方法及装置.pdf
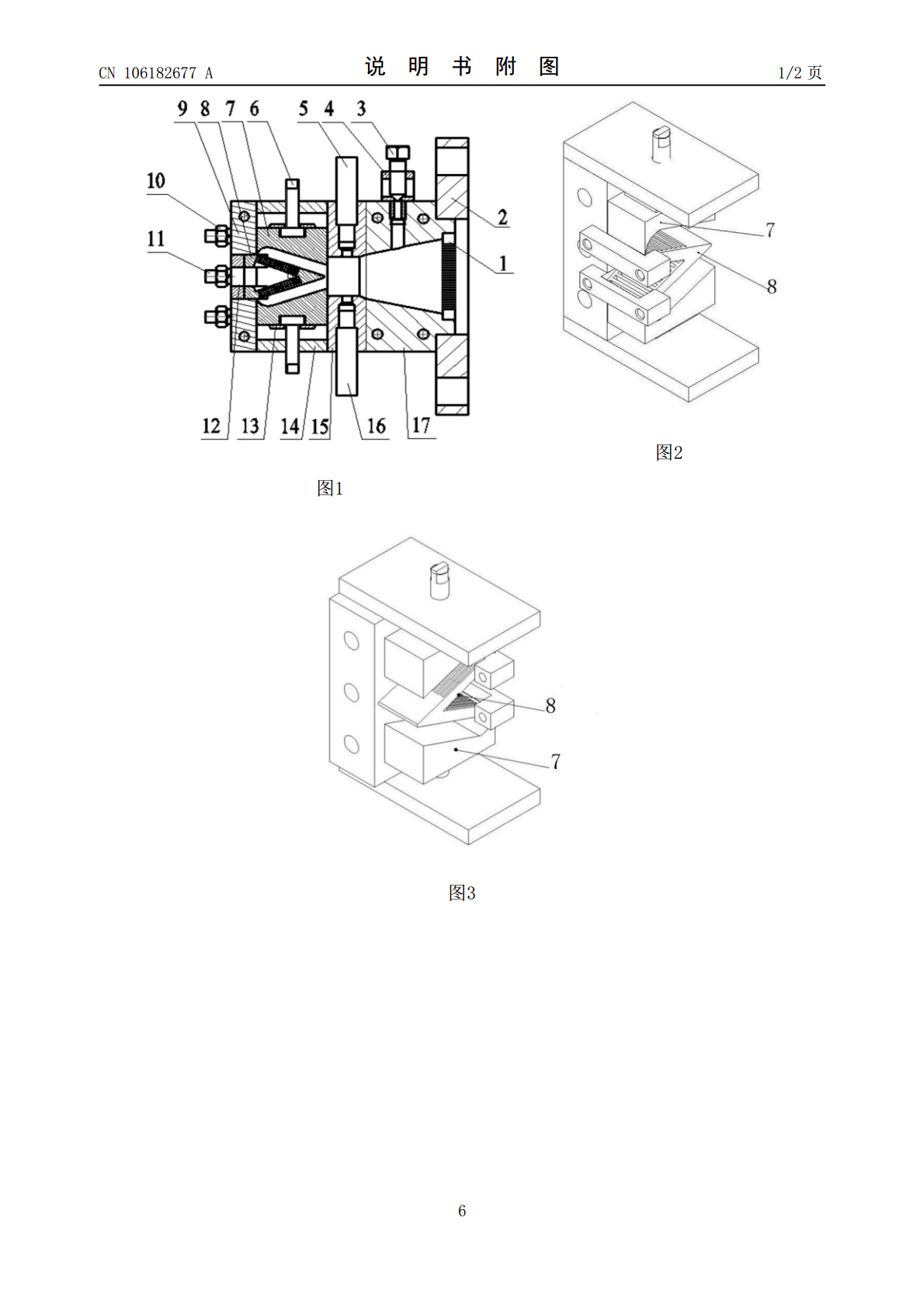
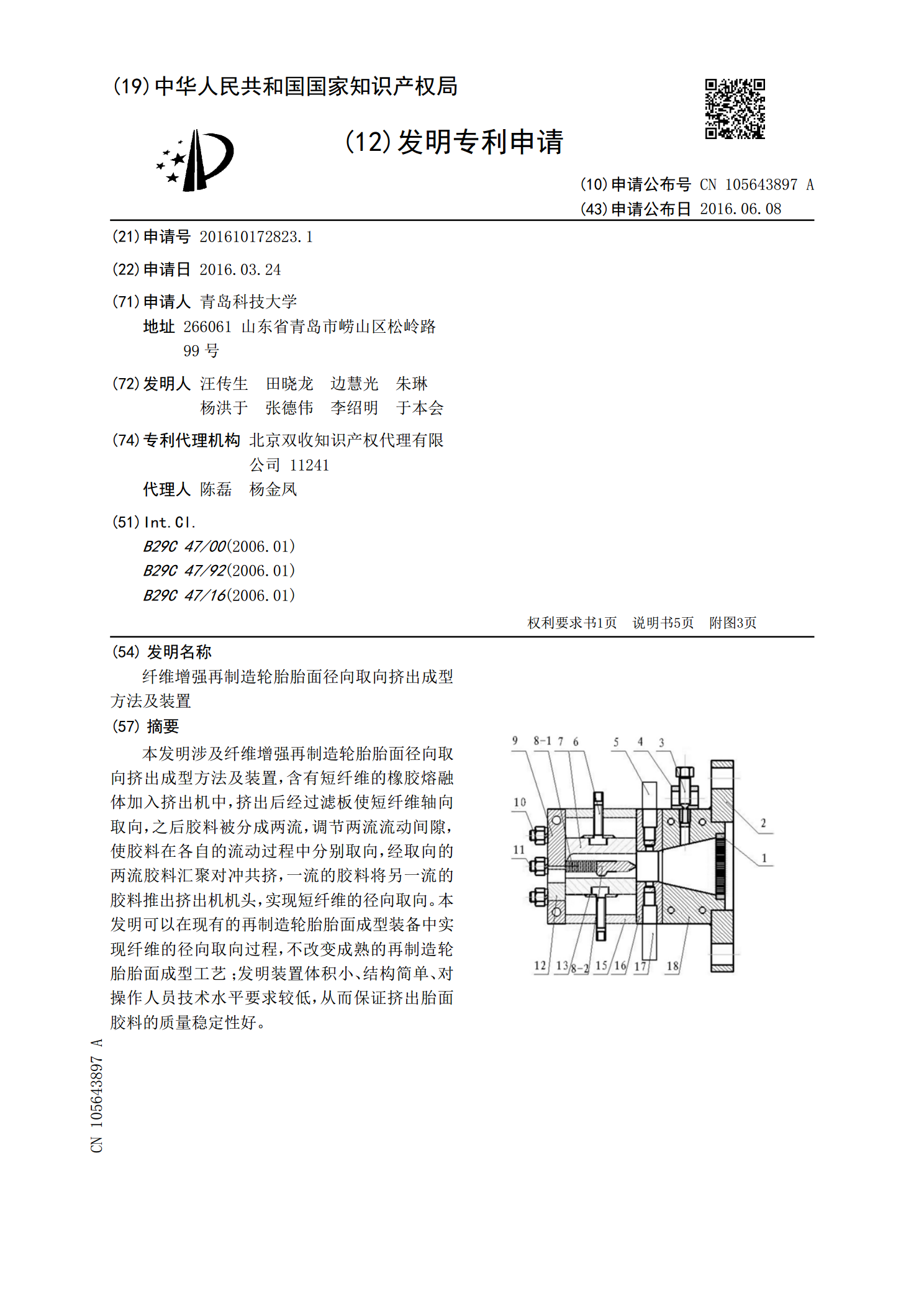
本发明涉及纤维增强再制造轮胎胎面径向取向挤出成型方法及装置,含有短纤维的橡胶熔融体加入挤出机中,挤出后经过滤板使短纤维轴向取向,之后胶料被分成两流,调节两流流动间隙,使胶料在各自的流动过程中分别取向,经取向的两流胶料汇聚对冲共挤,一流的胶料将另一流的胶料推出挤出机机头,实现短纤维的径向取向。本发明可以在现有的再制造轮胎胎面成型装备中实现纤维的径向取向过程,不改变成熟的再制造轮胎胎面成型工艺;发明装置体积小、结构简单、对操作人员技术水平要求较低,从而保证挤出胎面胶料的质量稳定性好。

纤维增强再制造轮胎胎面径向取向挤出成型方法及装置.docx
纤维增强再制造轮胎胎面径向取向挤出成型方法及装置摘要本文研究了一种新型纤维增强再制造轮胎胎面径向取向挤出成型方法及装置。经过实验和分析,证明该方法可以复合纤维和橡胶的力学性能,提高轮胎的耐磨损性并延长轮胎使用寿命。同时,该装置可以高效地实现大规模生产,提高生产效率。关键词:纤维增强再制造轮胎,径向取向挤出成型,力学性能,耐磨损性,生产效率AbstractThispaperstudiesanewmethodanddeviceforextrudingradial-orientedtreadsoffiber-r
纤维径向取向增强再制造轮胎胎面挤出成型装置.pdf
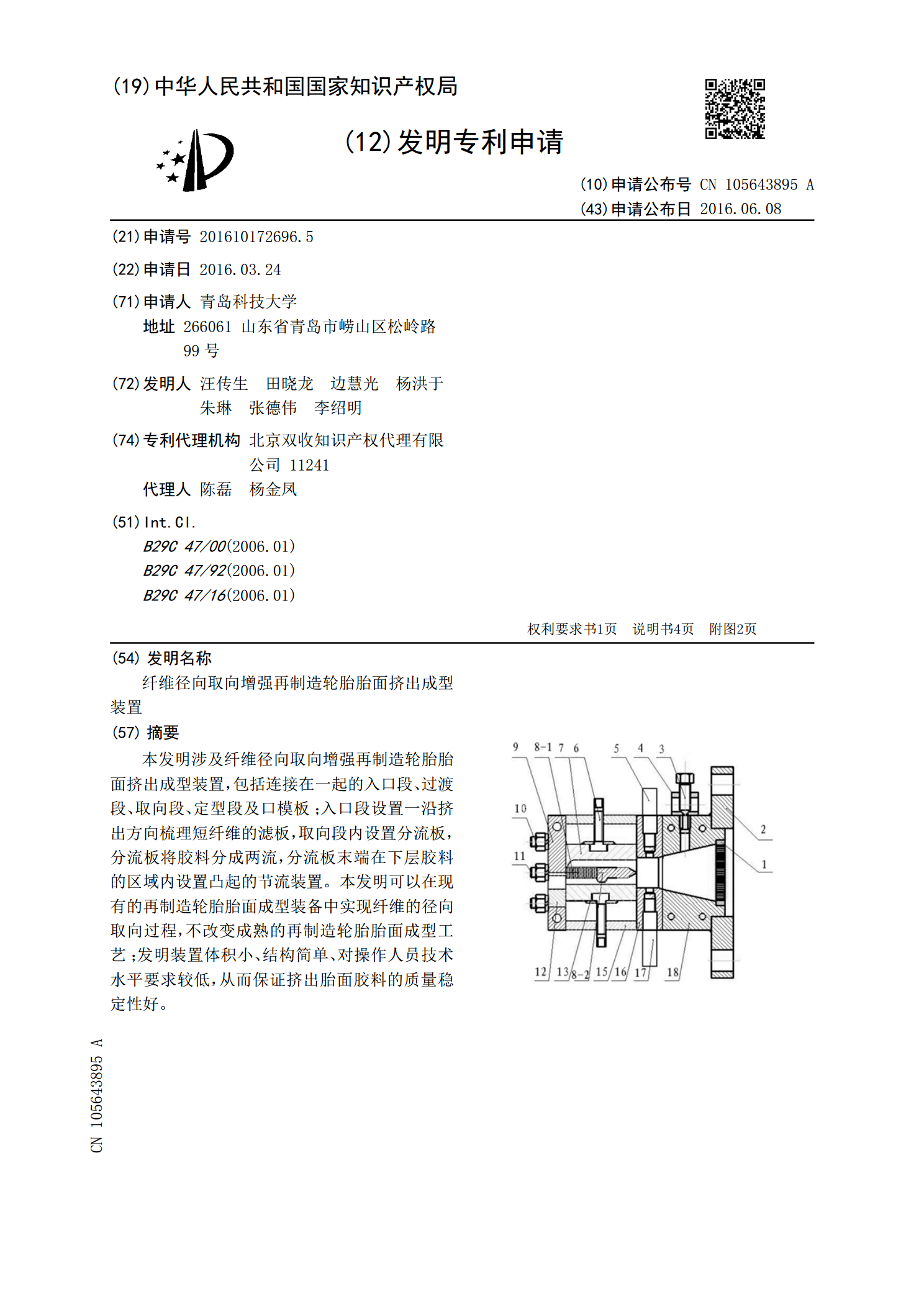
本发明涉及纤维径向取向增强再制造轮胎胎面挤出成型装置,包括连接在一起的入口段、过渡段、取向段、定型段及口模板;入口段设置一沿挤出方向梳理短纤维的滤板,取向段内设置分流板,分流板将胶料分成两流,分流板末端在下层胶料的区域内设置凸起的节流装置。本发明可以在现有的再制造轮胎胎面成型装备中实现纤维的径向取向过程,不改变成熟的再制造轮胎胎面成型工艺;发明装置体积小、结构简单、对操作人员技术水平要求较低,从而保证挤出胎面胶料的质量稳定性好。
短纤维增强再制造轮胎胎面挤出成型装置.pdf
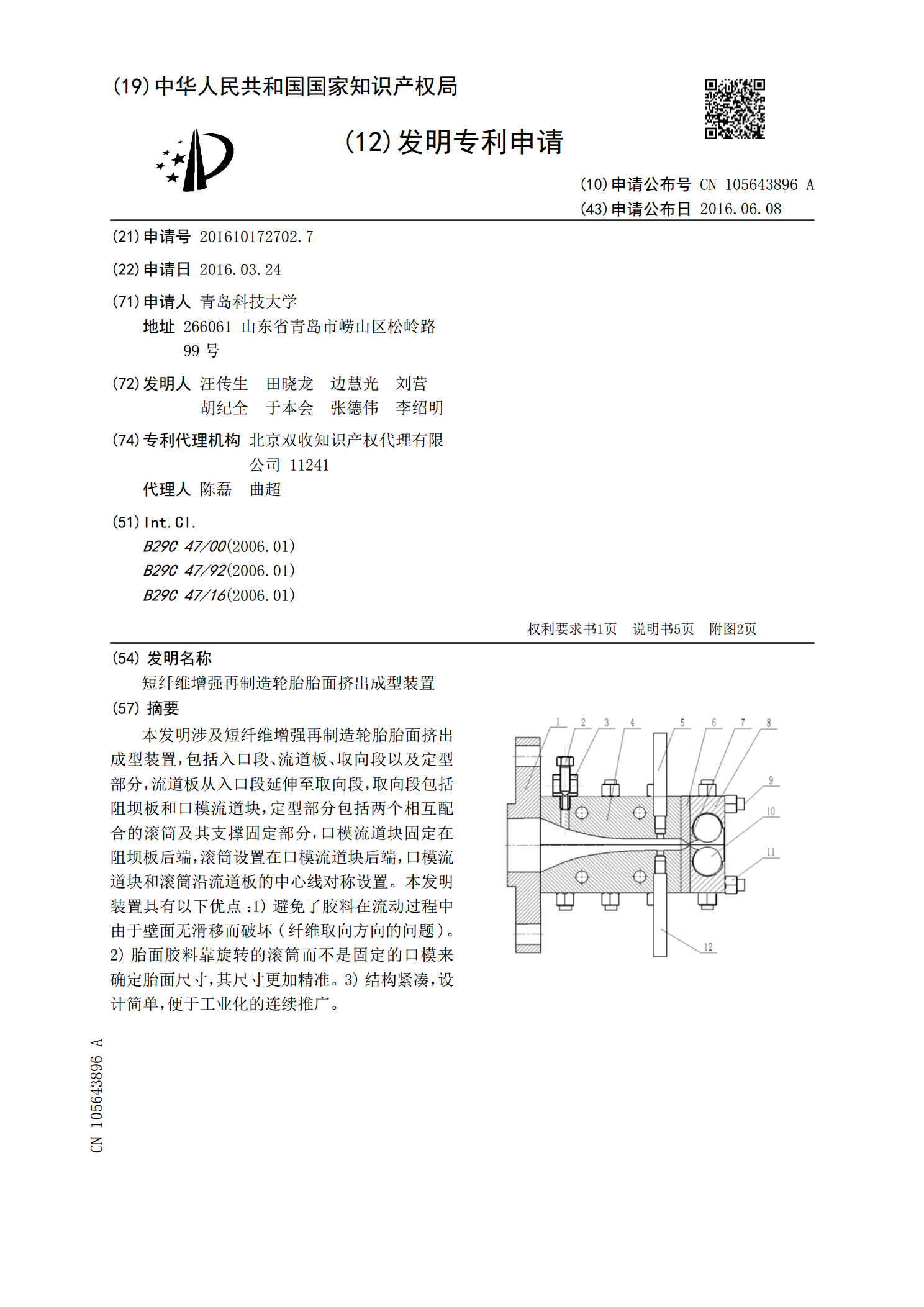
本发明涉及短纤维增强再制造轮胎胎面挤出成型装置,包括入口段、流道板、取向段以及定型部分,流道板从入口段延伸至取向段,取向段包括阻坝板和口模流道块,定型部分包括两个相互配合的滚筒及其支撑固定部分,口模流道块固定在阻坝板后端,滚筒设置在口模流道块后端,口模流道块和滚筒沿流道板的中心线对称设置。本发明装置具有以下优点:1)避免了胶料在流动过程中由于壁面无滑移而破坏(纤维取向方向的问题)。2)胎面胶料靠旋转的滚筒而不是固定的口模来确定胎面尺寸,其尺寸更加精准。3)结构紧凑,设计简单,便于工业化的连续推广。