
弹簧端面磨削设备及其方法.pdf

佳晨****ng

1/7
2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
弹簧端面磨削设备及其方法.pdf
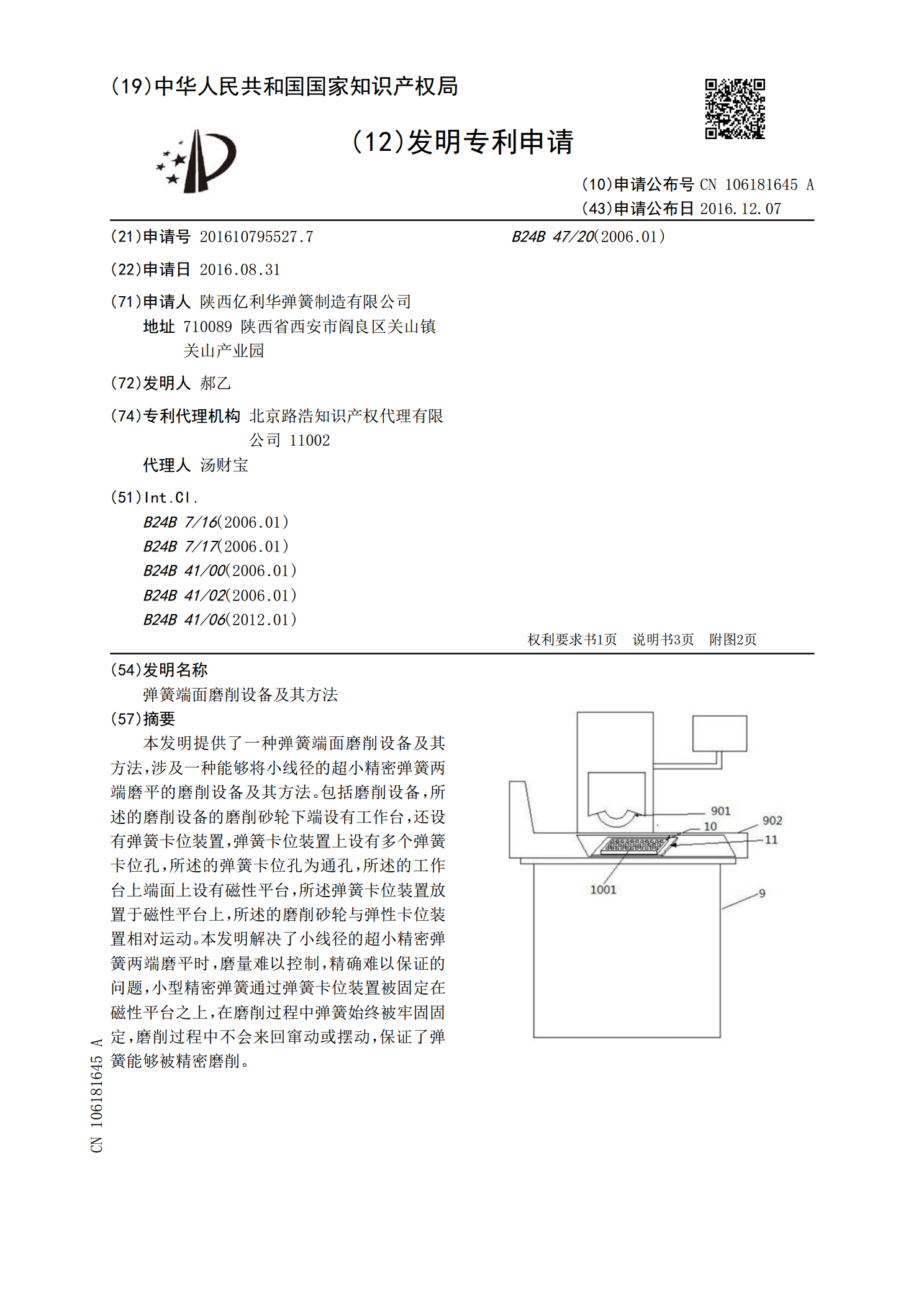
本发明提供了一种弹簧端面磨削设备及其方法,涉及一种能够将小线径的超小精密弹簧两端磨平的磨削设备及其方法。包括磨削设备,所述的磨削设备的磨削砂轮下端设有工作台,还设有弹簧卡位装置,弹簧卡位装置上设有多个弹簧卡位孔,所述的弹簧卡位孔为通孔,所述的工作台上端面上设有磁性平台,所述弹簧卡位装置放置于磁性平台上,所述的磨削砂轮与弹性卡位装置相对运动。本发明解决了小线径的超小精密弹簧两端磨平时,磨量难以控制,精确难以保证的问题,小型精密弹簧通过弹簧卡位装置被固定在磁性平台之上,在磨削过程中弹簧始终被牢固固定,磨削过程
弹簧端面磨削的加工工装与方法.pdf
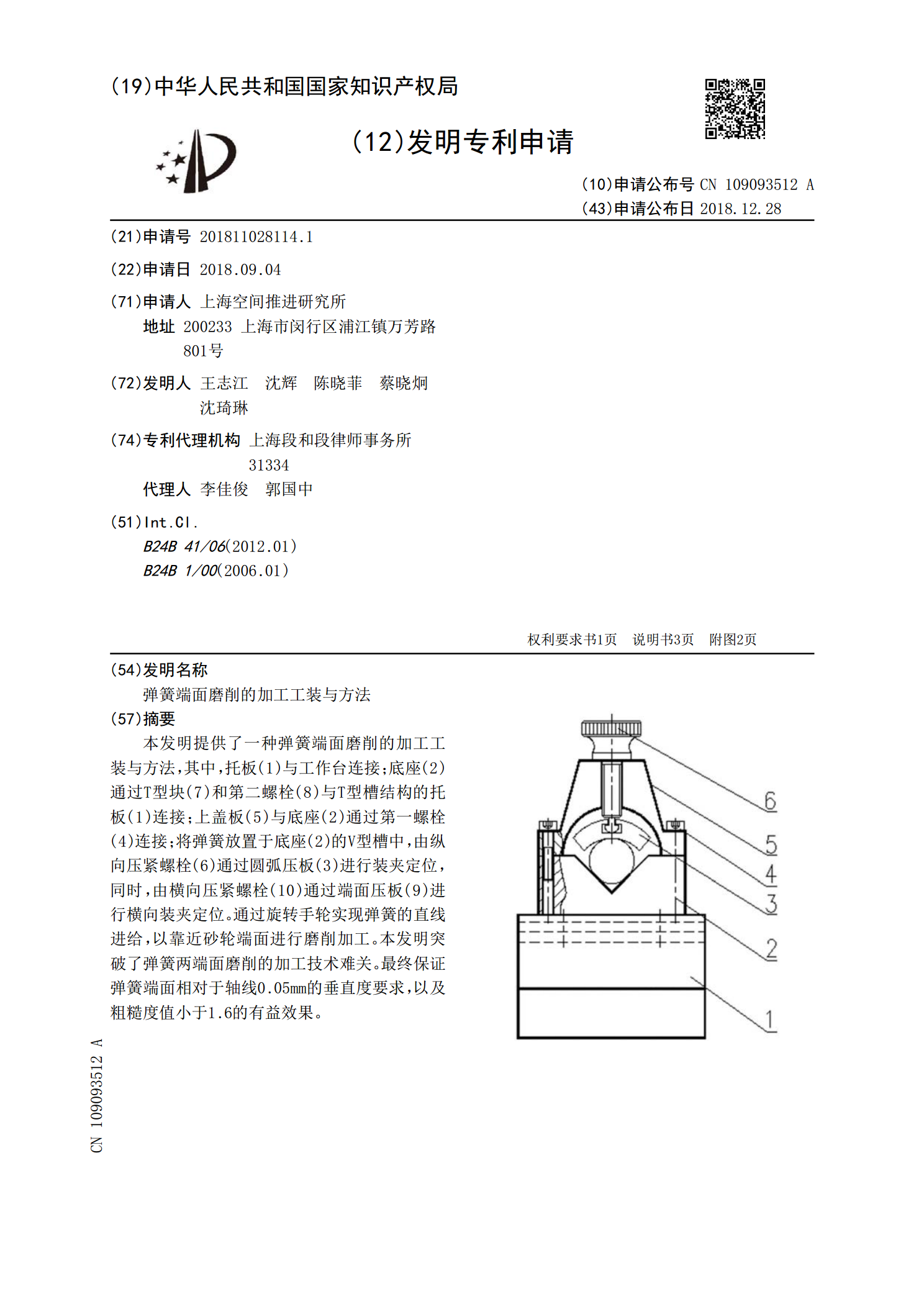
本发明提供了一种弹簧端面磨削的加工工装与方法,其中,托板(1)与工作台连接;底座(2)通过T型块(7)和第二螺栓(8)与T型槽结构的托板(1)连接;上盖板(5)与底座(2)通过第一螺栓(4)连接;将弹簧放置于底座(2)的V型槽中,由纵向压紧螺栓(6)通过圆弧压板(3)进行装夹定位,同时,由横向压紧螺栓(10)通过端面压板(9)进行横向装夹定位。通过旋转手轮实现弹簧的直线进给,以靠近砂轮端面进行磨削加工。本发明突破了弹簧两端面磨削的加工技术难关。最终保证弹簧端面相对于轴线0.05mm的垂直度要求,以及粗糙度
一种弹簧端面磨削机.pdf
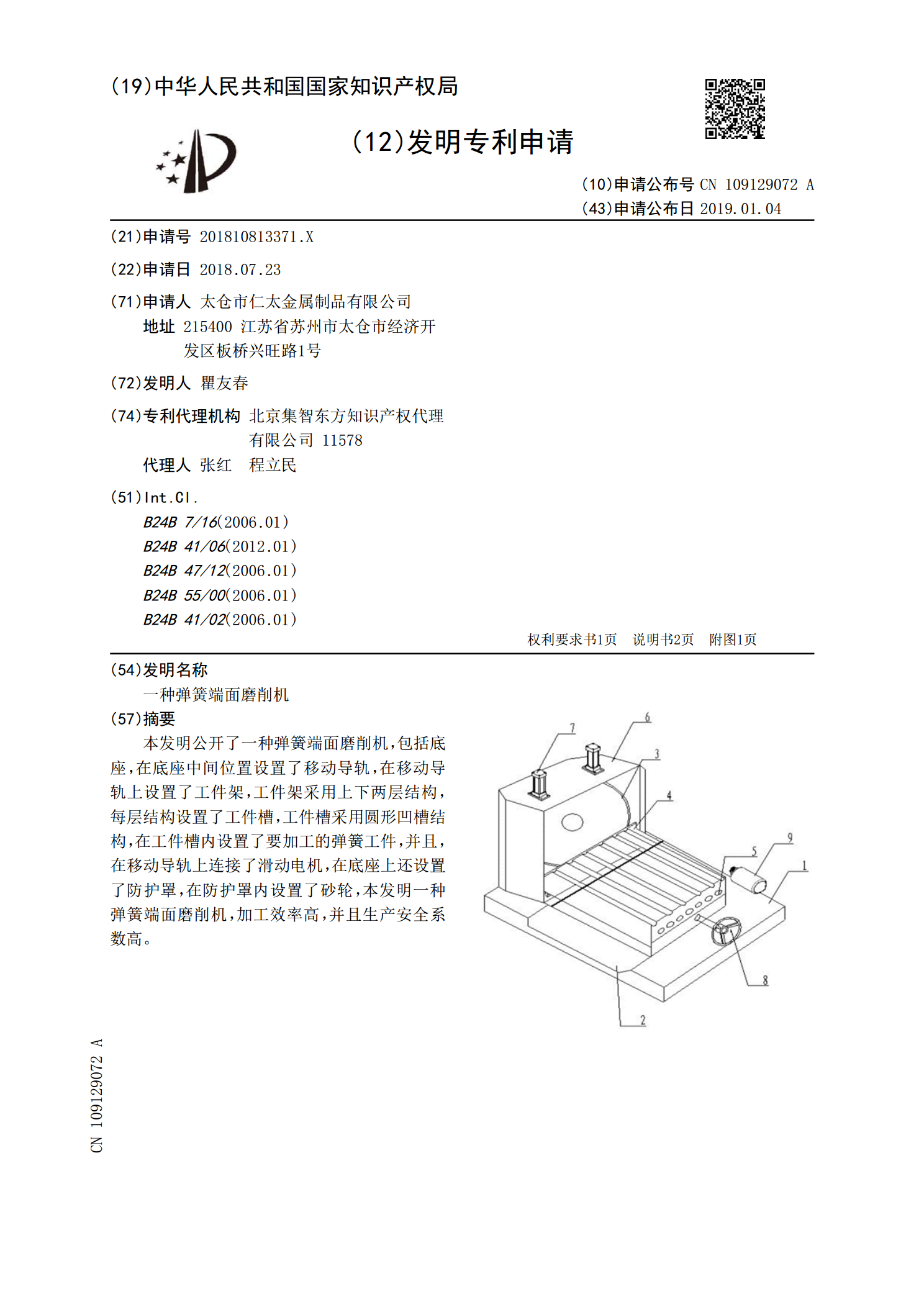
本发明公开了一种弹簧端面磨削机,包括底座,在底座中间位置设置了移动导轨,在移动导轨上设置了工件架,工件架采用上下两层结构,每层结构设置了工件槽,工件槽采用圆形凹槽结构,在工件槽内设置了要加工的弹簧工件,并且,在移动导轨上连接了滑动电机,在底座上还设置了防护罩,在防护罩内设置了砂轮,本发明一种弹簧端面磨削机,加工效率高,并且生产安全系数高。
一种弹簧端面磨削装置.pdf
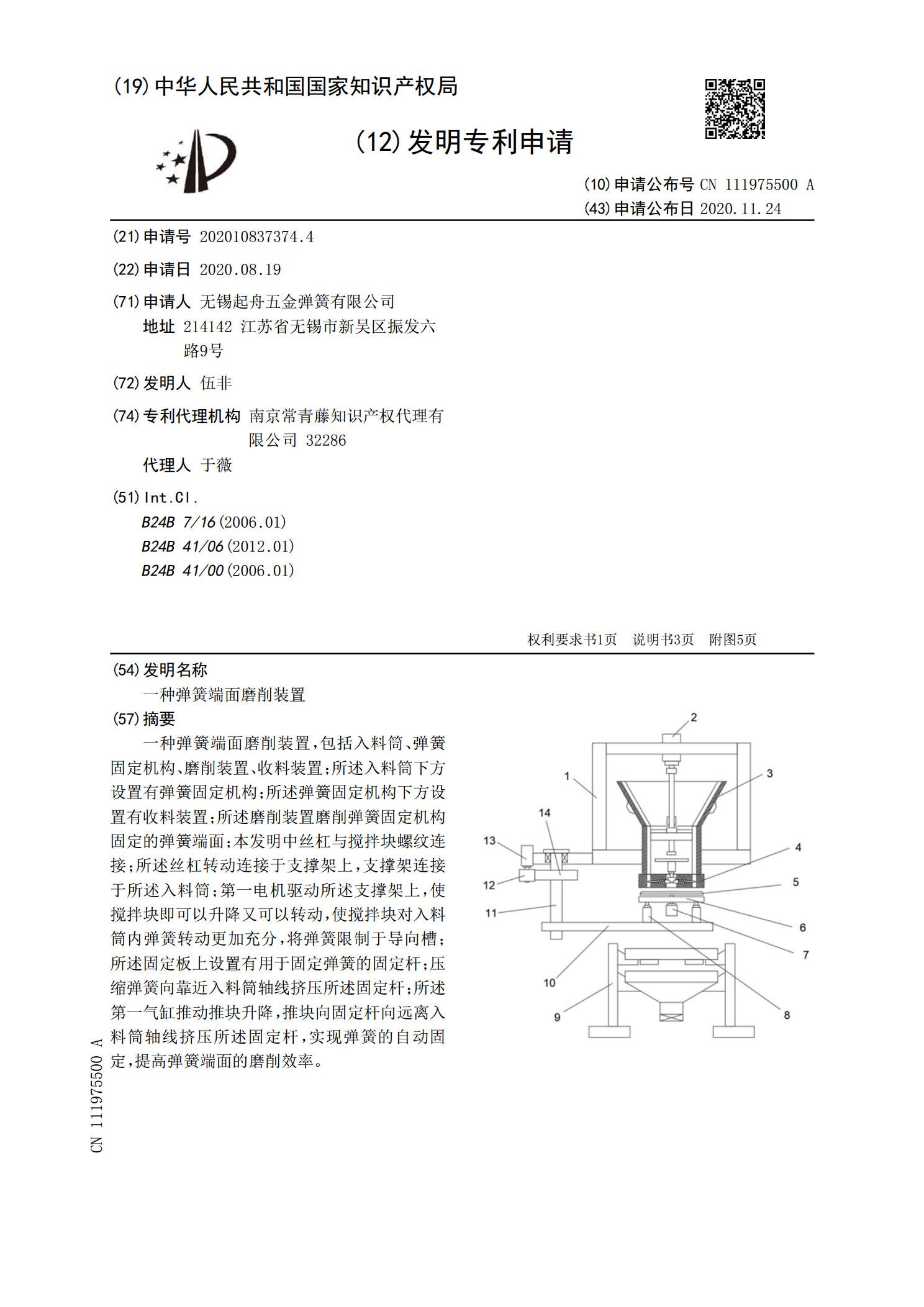
一种弹簧端面磨削装置,包括入料筒、弹簧固定机构、磨削装置、收料装置;所述入料筒下方设置有弹簧固定机构;所述弹簧固定机构下方设置有收料装置;所述磨削装置磨削弹簧固定机构固定的弹簧端面;本发明中丝杠与搅拌块螺纹连接;所述丝杠转动连接于支撑架上,支撑架连接于所述入料筒;第一电机驱动所述支撑架上,使搅拌块即可以升降又可以转动,使搅拌块对入料筒内弹簧转动更加充分,将弹簧限制于导向槽;所述固定板上设置有用于固定弹簧的固定杆;压缩弹簧向靠近入料筒轴线挤压所述固定杆;所述第一气缸推动推块升降,推块向固定杆向远离入料筒轴线

高精度的弹簧端面磨削装置.pdf
本发明公开了一种高精度的弹簧端面磨削装置,包括工作台、安装在所述工作台上的进给机构、定位机构和靠近该工作台一端的砂轮机构,所述进给机构包括两根平行设置的直线导轨和可滑动地安装在两直线导轨上的活动板,两直线导轨之间设有丝杠,该丝杠的前端套有丝杠螺母,该丝杠螺母固设在活动板底部,工作台远离砂轮机构的端部设置有丝杠支座;该丝杠的后端穿过丝杠支座后固套有刻度套筒,丝杠穿过刻度套筒后连接有驱动手轮,丝杠支座固设有指向刻度套筒的指针;所述活动板两端分别设置有柔性护罩。本发明结构简单新颖,能够精确控制进给量,夹紧定位可