
弹簧端面磨削的加工工装与方法.pdf

大渊****公主


1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
弹簧端面磨削的加工工装与方法.pdf
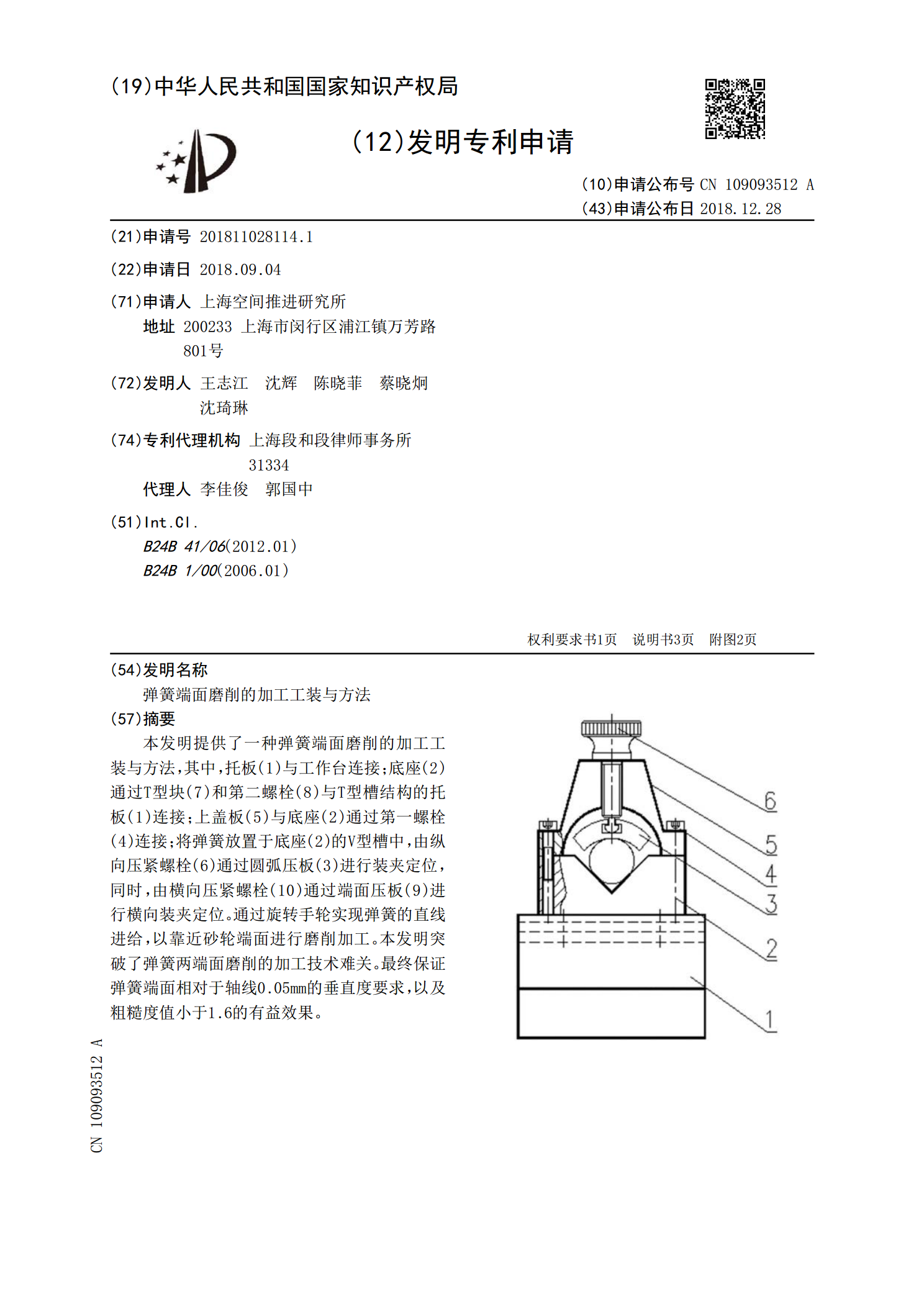
本发明提供了一种弹簧端面磨削的加工工装与方法,其中,托板(1)与工作台连接;底座(2)通过T型块(7)和第二螺栓(8)与T型槽结构的托板(1)连接;上盖板(5)与底座(2)通过第一螺栓(4)连接;将弹簧放置于底座(2)的V型槽中,由纵向压紧螺栓(6)通过圆弧压板(3)进行装夹定位,同时,由横向压紧螺栓(10)通过端面压板(9)进行横向装夹定位。通过旋转手轮实现弹簧的直线进给,以靠近砂轮端面进行磨削加工。本发明突破了弹簧两端面磨削的加工技术难关。最终保证弹簧端面相对于轴线0.05mm的垂直度要求,以及粗糙度
锥形滚子端面磨削加工工装.pdf
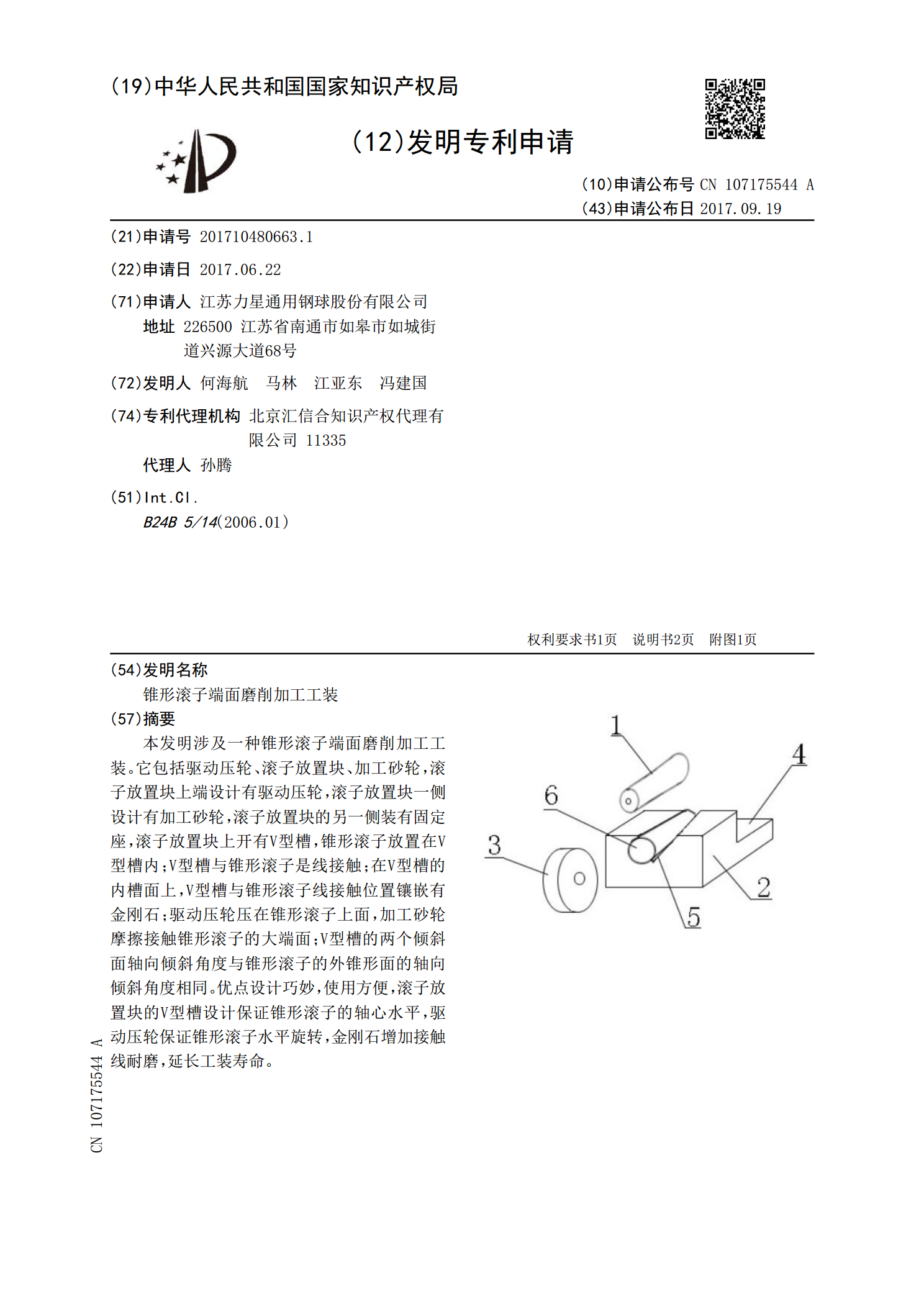
本发明涉及一种锥形滚子端面磨削加工工装。它包括驱动压轮、滚子放置块、加工砂轮,滚子放置块上端设计有驱动压轮,滚子放置块一侧设计有加工砂轮,滚子放置块的另一侧装有固定座,滚子放置块上开有V型槽,锥形滚子放置在V型槽内;V型槽与锥形滚子是线接触;在V型槽的内槽面上,V型槽与锥形滚子线接触位置镶嵌有金刚石;驱动压轮压在锥形滚子上面,加工砂轮摩擦接触锥形滚子的大端面;V型槽的两个倾斜面轴向倾斜角度与锥形滚子的外锥形面的轴向倾斜角度相同。优点设计巧妙,使用方便,滚子放置块的V型槽设计保证锥形滚子的轴心水平,驱动压轮

便于精密加工的弹簧端面磨削装置.pdf
本发明公开了一种便于精密加工的弹簧端面磨削装置,包括工作台、安装在所述工作台上的进给机构、定位机构和靠近该工作台一端的砂轮机构,所述进给机构包括两根平行设置的直线导轨和可滑动地安装在两直线导轨上的活动板,两直线导轨之间设有丝杠,该丝杠的前端套有丝杠螺母,该丝杠螺母固设在活动板底部,工作台远离砂轮机构的端部设置有丝杠支座;该丝杠的后端穿过丝杠支座后固套有刻度套筒,丝杠穿过刻度套筒后连接有驱动手轮,丝杠支座固设有指向刻度套筒的指针;所述活动板两端分别设置有伸缩挡板;所述定位机构为螺旋夹紧定位机构。本发明结构简
弹簧端面磨削设备及其方法.pdf
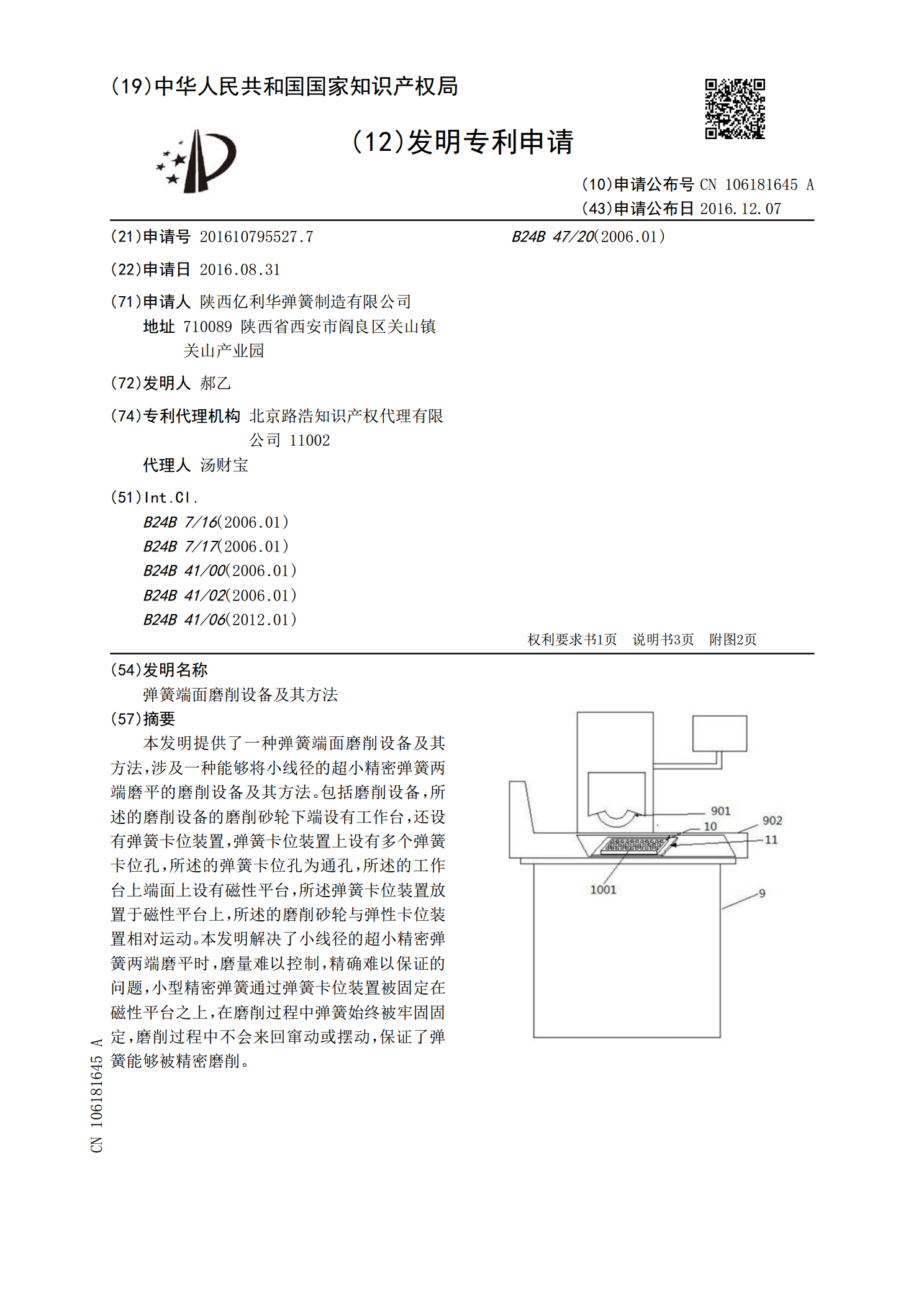
本发明提供了一种弹簧端面磨削设备及其方法,涉及一种能够将小线径的超小精密弹簧两端磨平的磨削设备及其方法。包括磨削设备,所述的磨削设备的磨削砂轮下端设有工作台,还设有弹簧卡位装置,弹簧卡位装置上设有多个弹簧卡位孔,所述的弹簧卡位孔为通孔,所述的工作台上端面上设有磁性平台,所述弹簧卡位装置放置于磁性平台上,所述的磨削砂轮与弹性卡位装置相对运动。本发明解决了小线径的超小精密弹簧两端磨平时,磨量难以控制,精确难以保证的问题,小型精密弹簧通过弹簧卡位装置被固定在磁性平台之上,在磨削过程中弹簧始终被牢固固定,磨削过程

管件端面自动磨削加工装置.pdf
本发明公开了一种管件端面自动磨削加工装置,包括固定于管件上的安装座、与安装座固联的环形基座,其特征在于环形基座的一侧固联有压板,在环形基座与压板之间设有环形的链条,在环形基座内设有内轮槽、内夹槽和外轮槽、外夹槽,在内轮槽中设有内滚轮,内滚轮通过芯轴与置于内夹槽中的内滑块相联,在外轮槽中设有外滚轮,外滚轮通过芯轴与置于外夹槽中的外滑块相联,内滑块与外滑块均联于移动滑座上;在移动滑座上固设有砂轮机和减速电机,在砂轮机主轴上联有与管件端面配合的砂轮,减速电机的输出轴上联有与链条配合的链轮。本发明具有适用范围广、