
轮毂铸造装置.pdf

美丽****ka

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂铸造装置.pdf
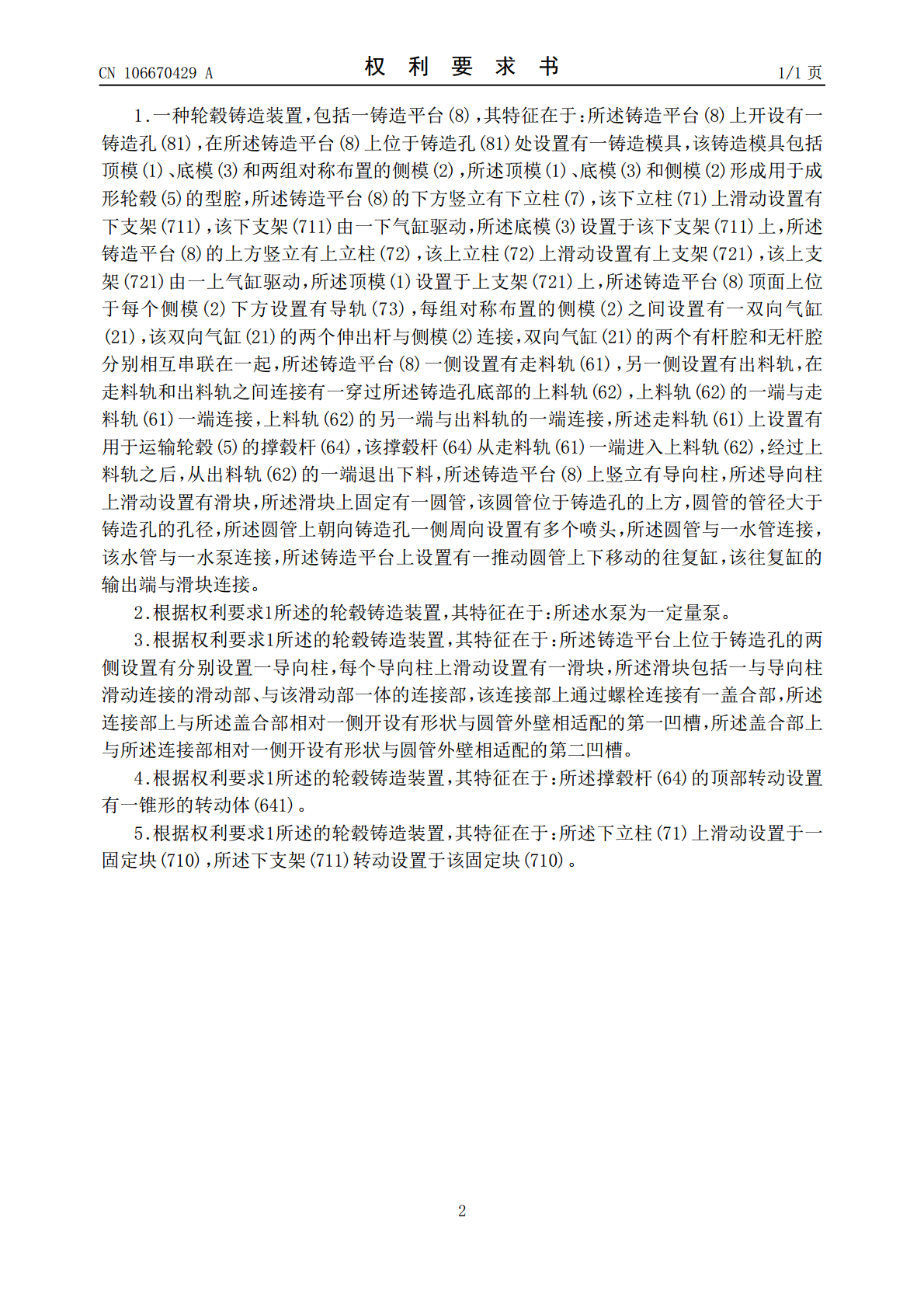
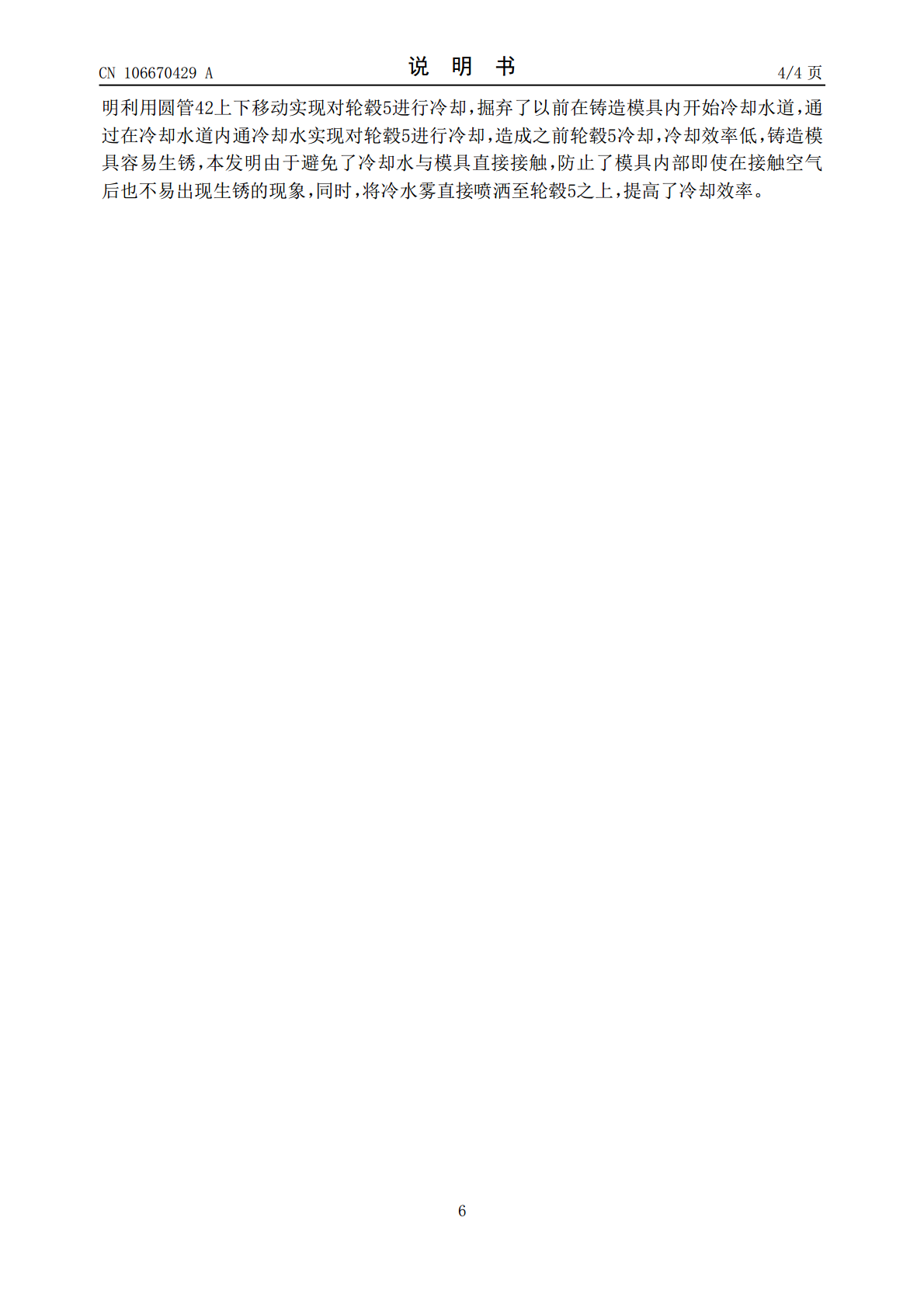
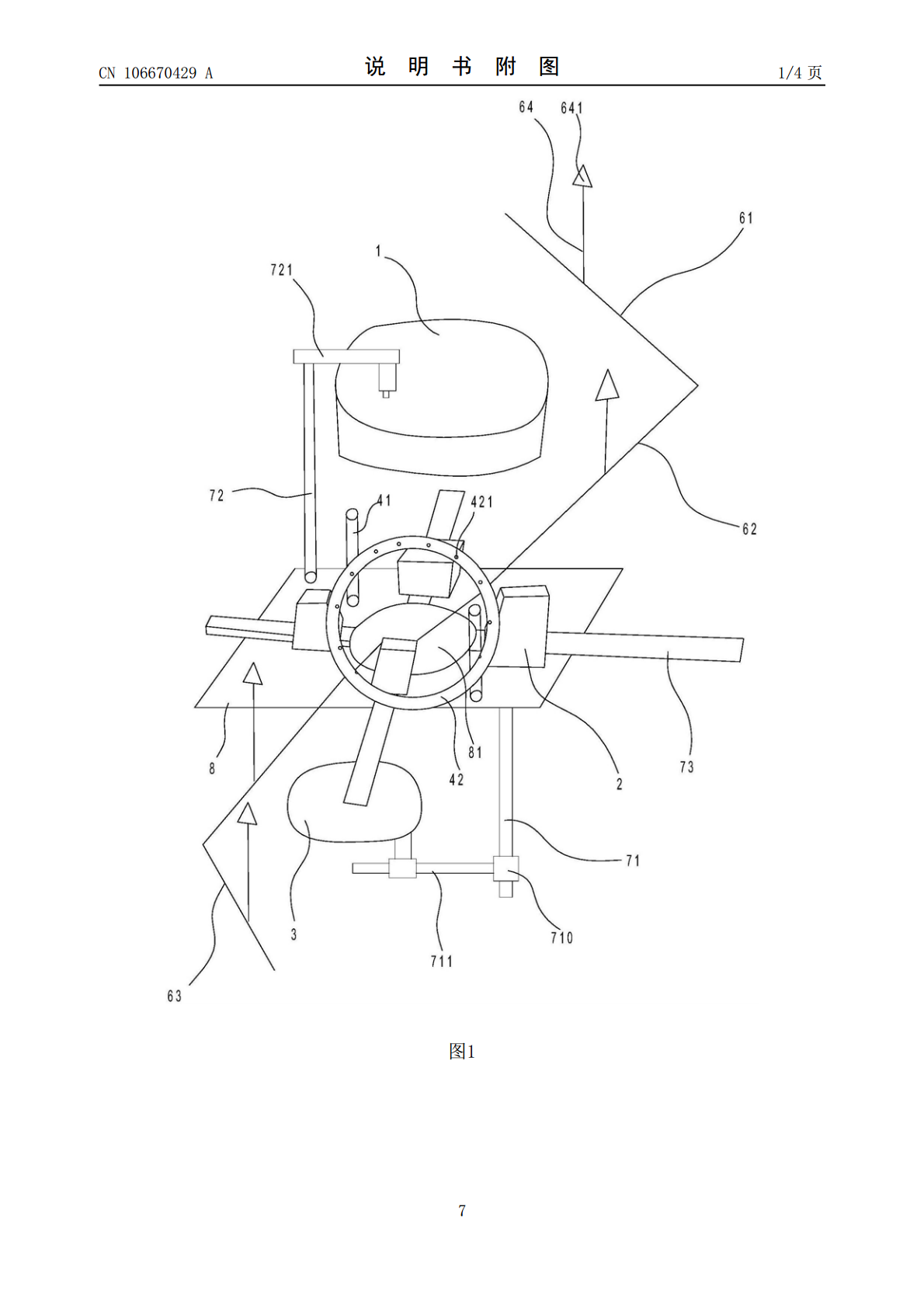
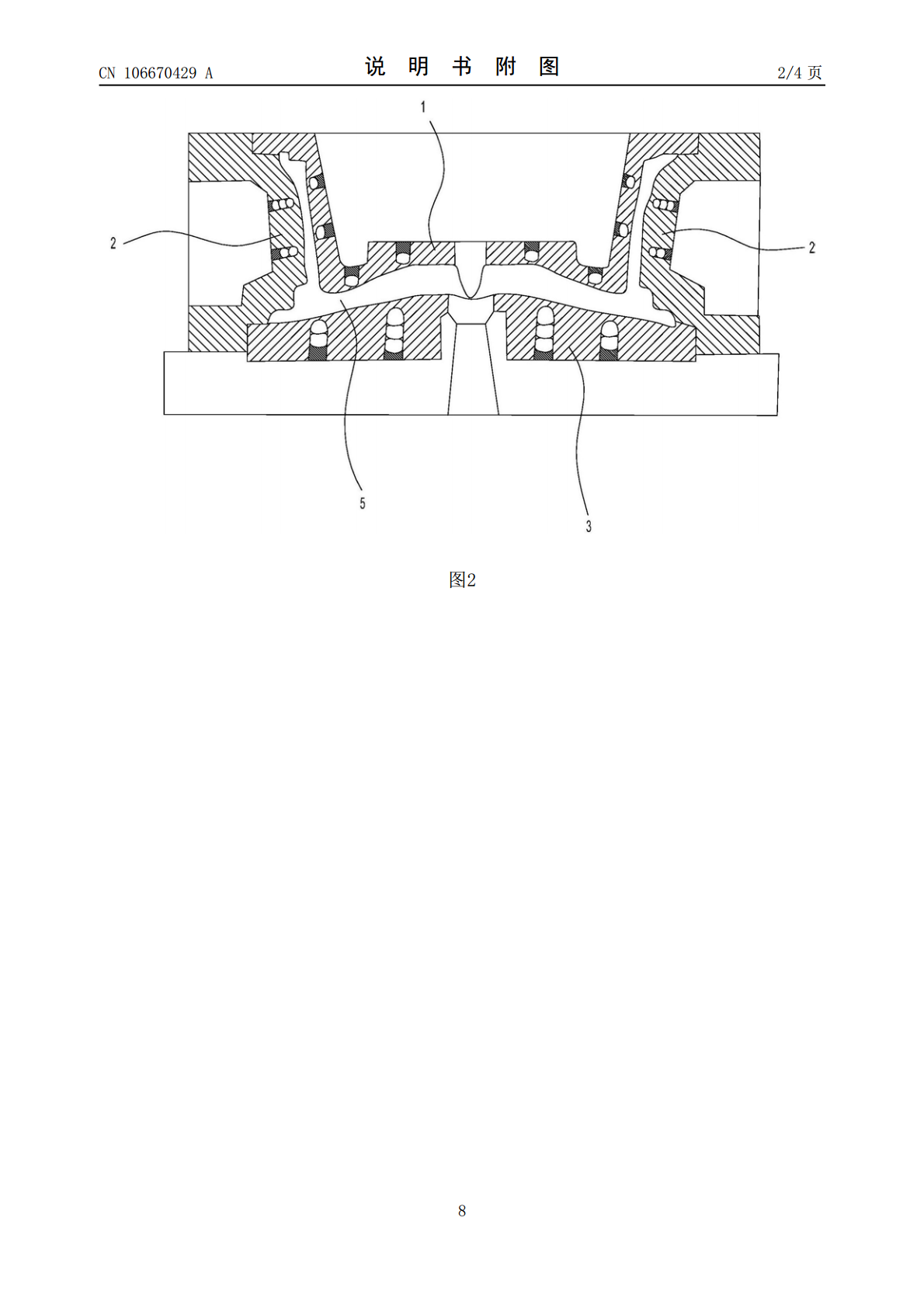
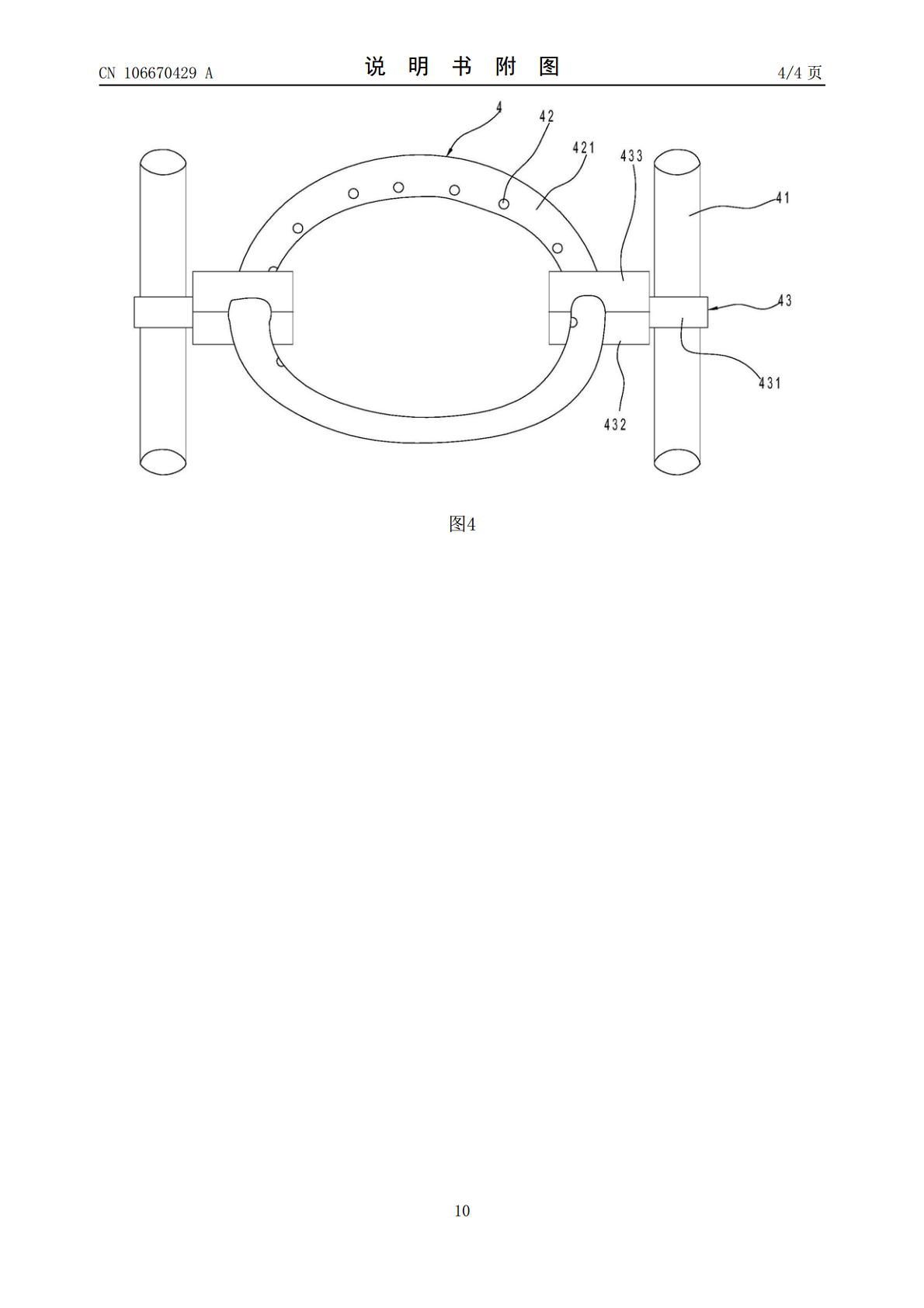
本发明公开了一种轮毂铸造装置,包括一铸造平台,其特征在于:所述铸造平台上有一铸造模具,铸造模具包括顶模、底模和多组对称布置的侧模,所述铸造平台的下方设置有下支架,底模设置于该下支架上,所述铸造平台的上方有上支架,所述顶模设置于上支架上,铸造平台顶面上位于每个侧模下方设置有导轨,铸造平台一侧设置有走料轨,另一侧设置有出料轨,在走料轨和出料轨之间连接有上料轨,铸造平台上竖立有导向柱,导向柱上滑动设置有滑块,滑块上固定有一圆管,圆管上朝向铸造孔一侧周向设置有多个喷头,圆管与一水管连接。

铸造轮毂模具的水冷装置.pdf
本发明公开了一种铸造轮毂模具的水冷装置,顶模(1)内部设置顶模冷却通道(2),冷却水在顶模冷却通道(2)中流动,顶模(1)轮心部位设置冷却柱(4),冷却通道(3)将冷却水导入;轮辐根部设置边模冷却通道(5);底模(8)浇口处设置浇口冷却通道(7),底模(8)还设置了底模冷却通道(6)。本发明的优点为提高了工作效率,改善了机械性能,实现了冷却介质的循环使用,降低了成本。

汽车轮毂铸造装置.pdf
本发明公开了一种汽车轮毂铸造装置,包括相互配合的轮毂上模和轮毂下模;还包括上液压缸和下液压缸;轮毂上模的外周面设置有多个上固定块;轮毂下模的外周面设置有多个下固定块;上固定块上开设有上通孔;下固定块上开设有下通孔;上通孔与下通孔同轴,上通孔与下通孔直径相同;上固定块的下表面紧贴下固定块的上表面;上液压缸的活塞杆抵顶于上固定块的上表面;下液压缸的活塞杆抵顶于下固定块的下表面;上液压缸的活塞杆内开设有在容纳空腔;容纳空腔内设置有电机;电机的输出轴连接有螺纹杆;下液压缸的活塞杆的端部开设有螺纹孔;螺纹杆依次贯穿

一种轮毂铸造装置.pdf
本发明公开了一种轮毂铸造装置,包括第一主体机构和第二主体机构,所述第二主体机构设于第一主体机构顶部,所述第一主体机构包括承载床体,所述承载床体顶部设有第一气缸以及底部设有第二气缸,所述第一气缸两侧均设有滑槽,所述第一气缸顶部设有底模具,所述底模具一侧设有左模具以及另一侧设有右模具,所述左模具一侧与右模具一侧均设有第一电机。本发明通过设有第一主体机构与第二主体机构,以便于通过传感器、丝杆和多个气缸达到轮毂铸造完全自动化的效果,最大程度的降低了人工的使用,节约人力的同时降低了人力支出,提高了工作效率,避免传统

一种轮毂铸造装置.pdf
本发明公开了一种轮毂铸造装置,包括一铸造平台,其特征在于:所述铸造平台上有一铸造模具,铸造模具包括顶模、底模和多组对称布置的侧模,所述铸造平台的下方设置有下支架,底模设置于该下支架上,所述铸造平台的上方有上支架,所述顶模设置于上支架上,铸造平台顶面上位于每个侧模下方设置有导轨,铸造平台外侧设置有走料轨和上料轨,上料轨的一端与走料轨连接,上料轨的另一端延伸至底模的下方,铸造平台上位于铸造孔的外圈开设有一圆形滑槽,所述导轨上与该圆形滑槽相对应处开设有弧形通道,所述圆形滑槽上设置有一喷洒组件,该喷洒组件包括能在