
一种高效精密成形无心磨削加工线以及磨削方法.pdf

春景****23


1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高效精密成形无心磨削加工线以及磨削方法.pdf
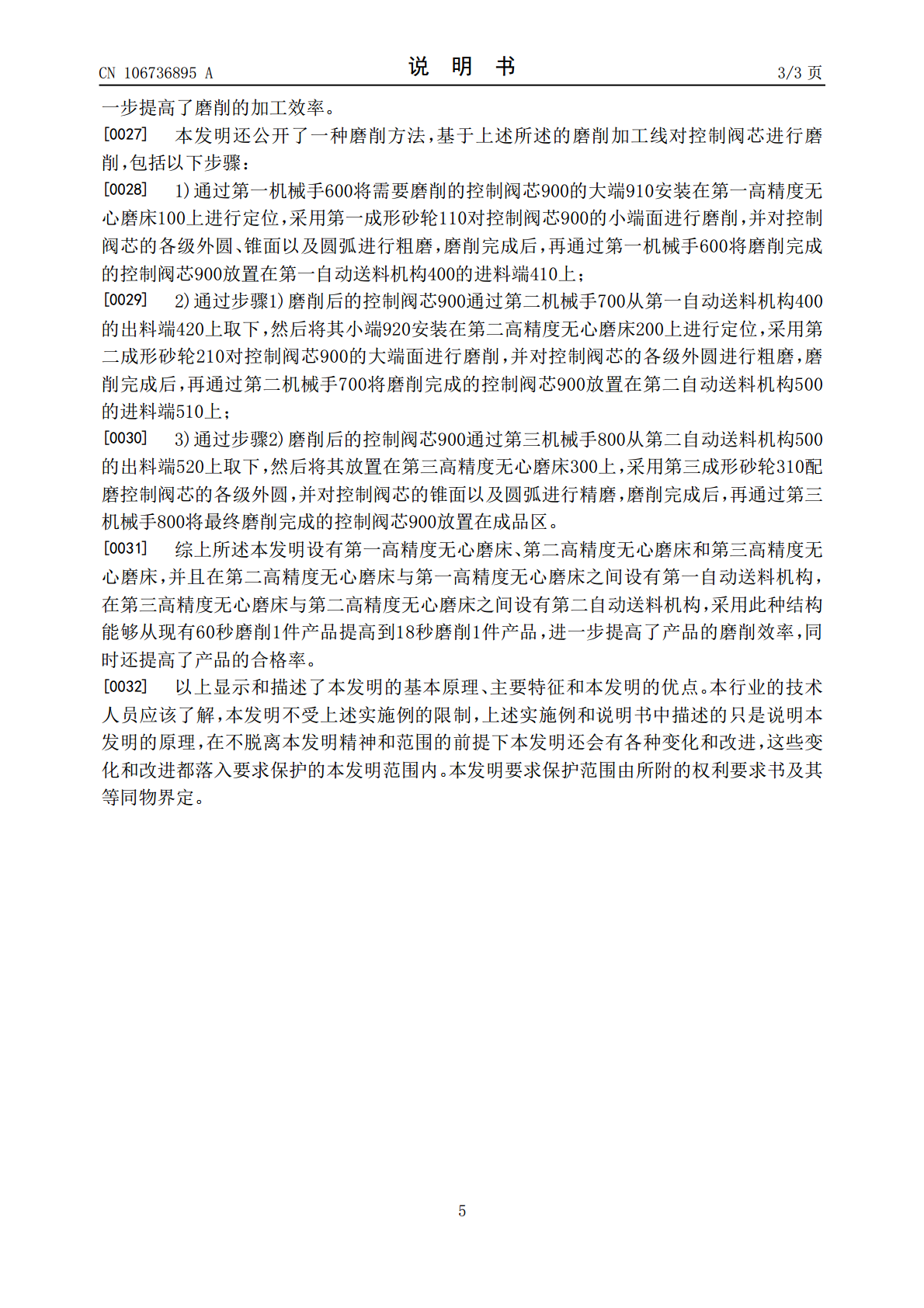
本发明公开了一种高效精密成形无心磨削加工线,包括一以控制阀芯的大端定位,采用第一成形砂轮对控制阀芯的小端面进行磨削,并对控制阀芯的各级外圆、锥面以及圆弧进行粗磨的第一高精度无心磨床;一以进行磨削完成的小端定位,采用第二成形砂轮对控制阀芯的大端面进行磨削,并对控制阀芯的各级外圆进行粗磨的第二高精度无心磨床,在第二高精度无心磨床与第一高精度无心磨床之间设有第一自动送料机构;一采用第三成形砂轮配磨控制阀芯的各级外圆,并对控制阀芯的锥面以及圆弧进行精磨的第三高精度无心磨床,在第三高精度无心磨床与第二高精度无心磨床

一种无心磨削加工测控系统及相应的无心磨削加工方法.pdf
本发明涉及一种无心磨削加工测控系统及相应的无心磨削加工方法,所述的无心磨削加工方法结合无心磨削加工工件误差产生的原因主要是由砂轮和导轮的磨损而引起的事实,通过无心磨削加工系统中的工件误差检测系统采样、处理误差信号,将误差信号通过通讯接口变换器,发送到PC计算机系统,由PC计算机系统计算调整量,输出信号控制砂轮修整器和导轮修整器以及进给机构驱动系统实现对砂轮和导轮的修整以及进给机构的调整,本发明主要用来解决现有的系统及其实现方法存在控制方法复杂且为一体化设计的问题。
精密磨削和超精密磨削加工方法分类.ppt
精密磨削和超精密磨削加工方法分类第1节概述砂轮粒度8/20/2024第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述第1节概述

一种RV摆线齿轮的高效精密磨削加工方法.pdf
本发明公开了一种RV摆线齿轮高效精密磨削加工方法,在系列摆线齿轮周向均匀布置的多个磨头组件对系列摆线齿轮进行全包络无缝磨削,磨头组件上下移动,构成磨削进给运动,进而完成对系列摆线齿轮齿廓的一次性无缝全包络高效磨削。本发明实现了系列摆线齿轮齿轮的一次性全包络无缝磨削加工,从根本上解决目前摆线齿轮齿廓加工过程中存在的加工精度低和加工效率低的问题。
磨削加工方法以及磨削装置.pdf
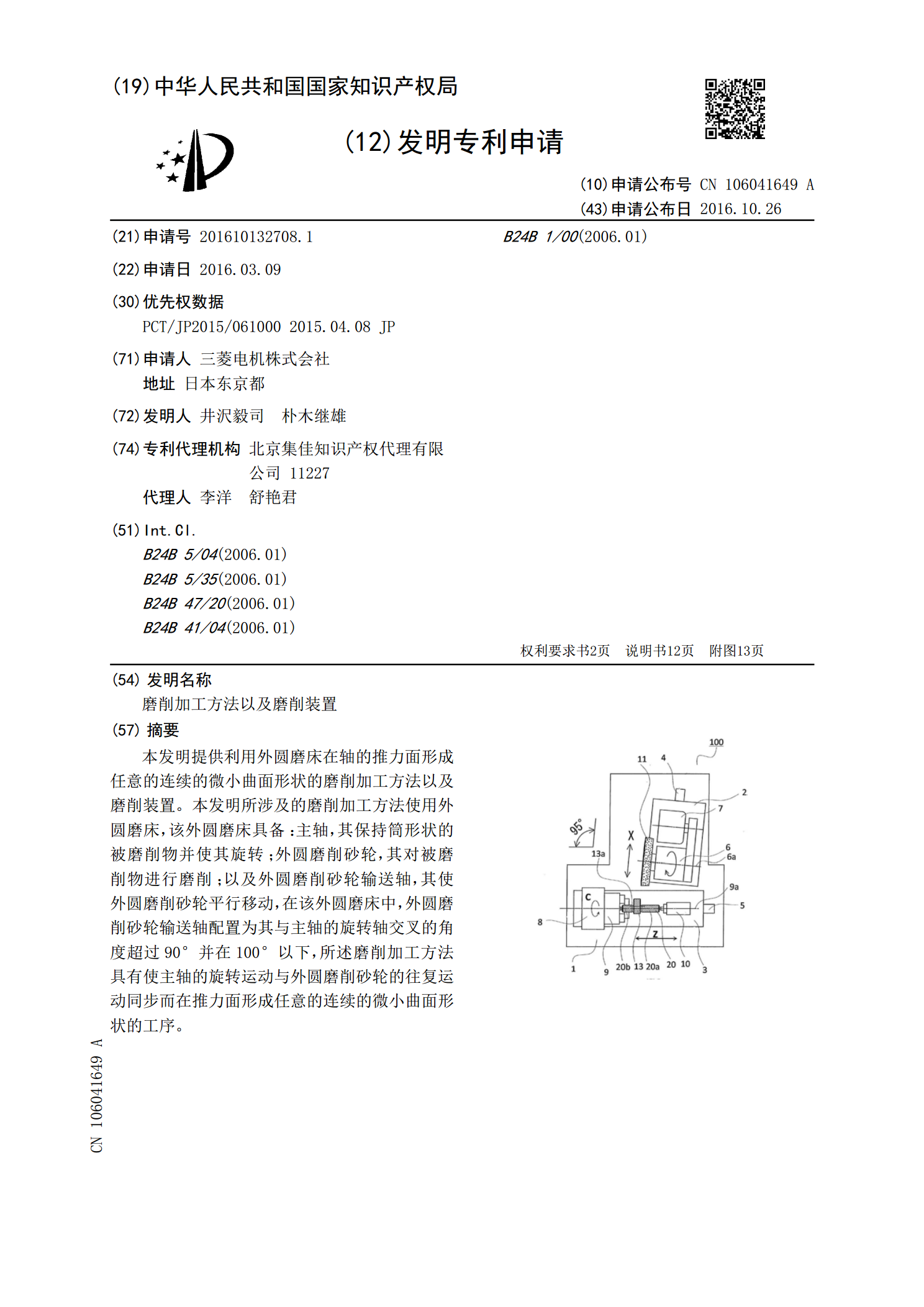
本发明提供利用外圆磨床在轴的推力面形成任意的连续的微小曲面形状的磨削加工方法以及磨削装置。本发明所涉及的磨削加工方法使用外圆磨床,该外圆磨床具备:主轴,其保持筒形状的被磨削物并使其旋转;外圆磨削砂轮,其对被磨削物进行磨削;以及外圆磨削砂轮输送轴,其使外圆磨削砂轮平行移动,在该外圆磨床中,外圆磨削砂轮输送轴配置为其与主轴的旋转轴交叉的角度超过90°并在100°以下,所述磨削加工方法具有使主轴的旋转运动与外圆磨削砂轮的往复运动同步而在推力面形成任意的连续的微小曲面形状的工序。