
一种无心磨削加工测控系统及相应的无心磨削加工方法.pdf

猫巷****忠娟


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种无心磨削加工测控系统及相应的无心磨削加工方法.pdf
本发明涉及一种无心磨削加工测控系统及相应的无心磨削加工方法,所述的无心磨削加工方法结合无心磨削加工工件误差产生的原因主要是由砂轮和导轮的磨损而引起的事实,通过无心磨削加工系统中的工件误差检测系统采样、处理误差信号,将误差信号通过通讯接口变换器,发送到PC计算机系统,由PC计算机系统计算调整量,输出信号控制砂轮修整器和导轮修整器以及进给机构驱动系统实现对砂轮和导轮的修整以及进给机构的调整,本发明主要用来解决现有的系统及其实现方法存在控制方法复杂且为一体化设计的问题。

一种高效精密成形无心磨削加工线以及磨削方法.pdf
本发明公开了一种高效精密成形无心磨削加工线,包括一以控制阀芯的大端定位,采用第一成形砂轮对控制阀芯的小端面进行磨削,并对控制阀芯的各级外圆、锥面以及圆弧进行粗磨的第一高精度无心磨床;一以进行磨削完成的小端定位,采用第二成形砂轮对控制阀芯的大端面进行磨削,并对控制阀芯的各级外圆进行粗磨的第二高精度无心磨床,在第二高精度无心磨床与第一高精度无心磨床之间设有第一自动送料机构;一采用第三成形砂轮配磨控制阀芯的各级外圆,并对控制阀芯的锥面以及圆弧进行精磨的第三高精度无心磨床,在第三高精度无心磨床与第二高精度无心磨床

无心外圆磨削加工原理.doc
无心外圆磨削加工原理无心外圆磨床它没有床头箱和尾架,而是由托板和导轮支持工件,用砂轮进行磨削。托板的上表面倾斜30°~50°,使工件靠切削力紧紧压在导轮上,导轮轴线相对于砂轮轴线有一倾斜角度α(1~5°)。导轮低速转动靠摩擦力带动工件旋转。由于倾斜角的存在,导轮与工件接触点处的速度V导方向是斜的,它可分为两个速度分量:一个是V工使工件旋转,另一个是V进,使工件产生轴向进给运动。V进=V导sinα.V工=V导cosα.式中:V导——导轮的圆周速度(m/s).V工——工件的圆周速度(m/s).V进——工件的轴
陶瓷圆柱滚子贯穿式无心磨削加工方法及装置.pdf
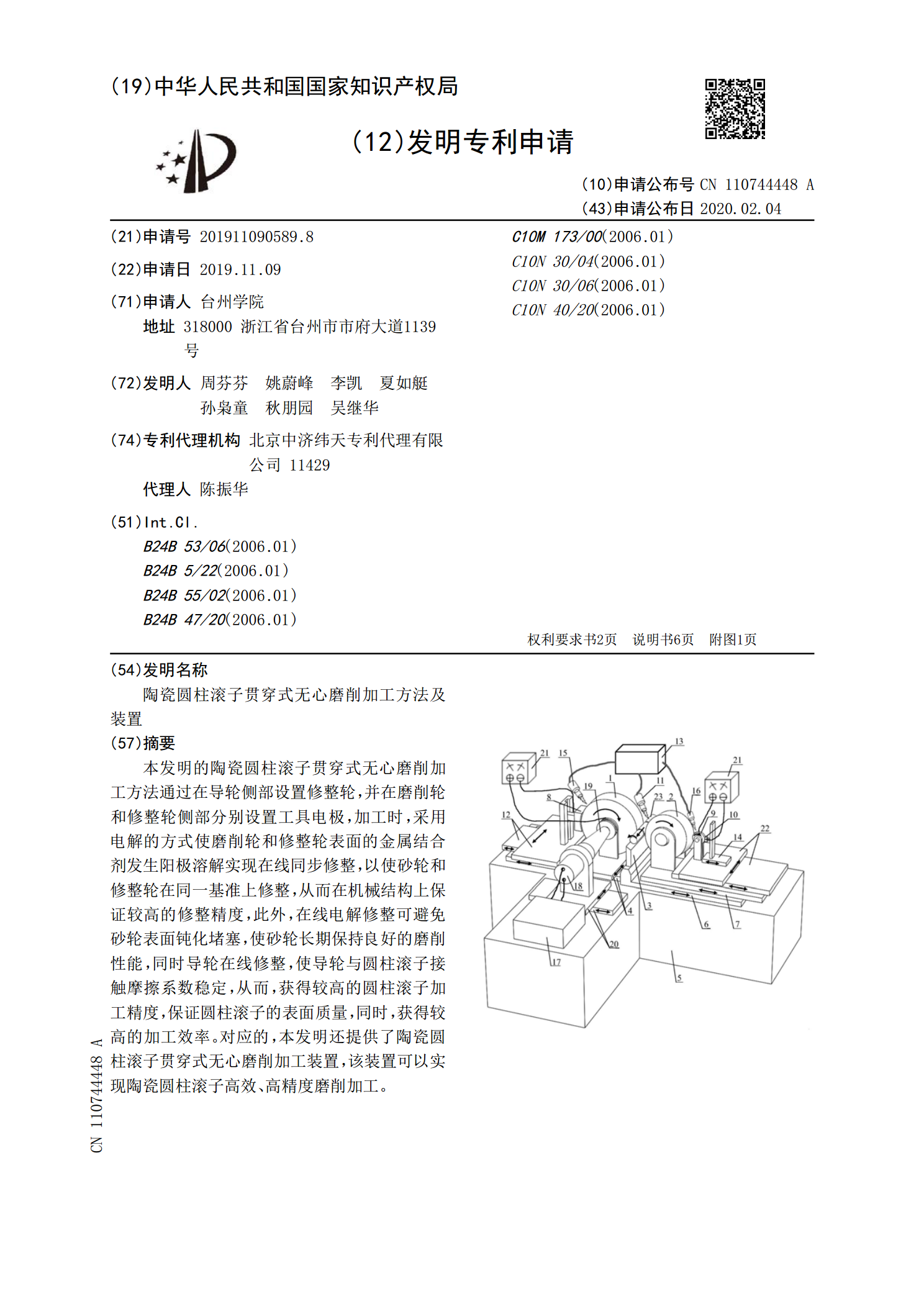
本发明的陶瓷圆柱滚子贯穿式无心磨削加工方法通过在导轮侧部设置修整轮,并在磨削轮和修整轮侧部分别设置工具电极,加工时,采用电解的方式使磨削轮和修整轮表面的金属结合剂发生阳极溶解实现在线同步修整,以使砂轮和修整轮在同一基准上修整,从而在机械结构上保证较高的修整精度,此外,在线电解修整可避免砂轮表面钝化堵塞,使砂轮长期保持良好的磨削性能,同时导轮在线修整,使导轮与圆柱滚子接触摩擦系数稳定,从而,获得较高的圆柱滚子加工精度,保证圆柱滚子的表面质量,同时,获得较高的加工效率。对应的,本发明还提供了陶瓷圆柱滚子贯穿式

无心磨削工艺.pptx
无心磨削工艺一、无心磨工艺基础二、典型零件加工三、新方法概述一、无心磨工艺基础1、工艺介绍2、成圆理论3、机床调整4、方法分类二、典型零件加工三、新方法概述无心磨削:无心磨削是一种高生产率的精密加工方法。其使用待加工的表面作为定位表面,由于定位表面的误差,造成在加工过程中工件不定中心自由地在磨削轮、导轮之间,并以支承板支撑。活塞销原理以贯穿法磨削形式为例:导轮是由橡胶接合剂做成,砂轮跟导轮的转向是相同的,砂轮的圆周速度比导轮要快,大概是导轮速度的70~80倍。导轮跟工件之间的摩擦力大于砂轮跟工件之间的摩擦