
磨床加工齿轮内孔工装.pdf

诗文****仙女

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
磨床加工齿轮内孔工装.pdf
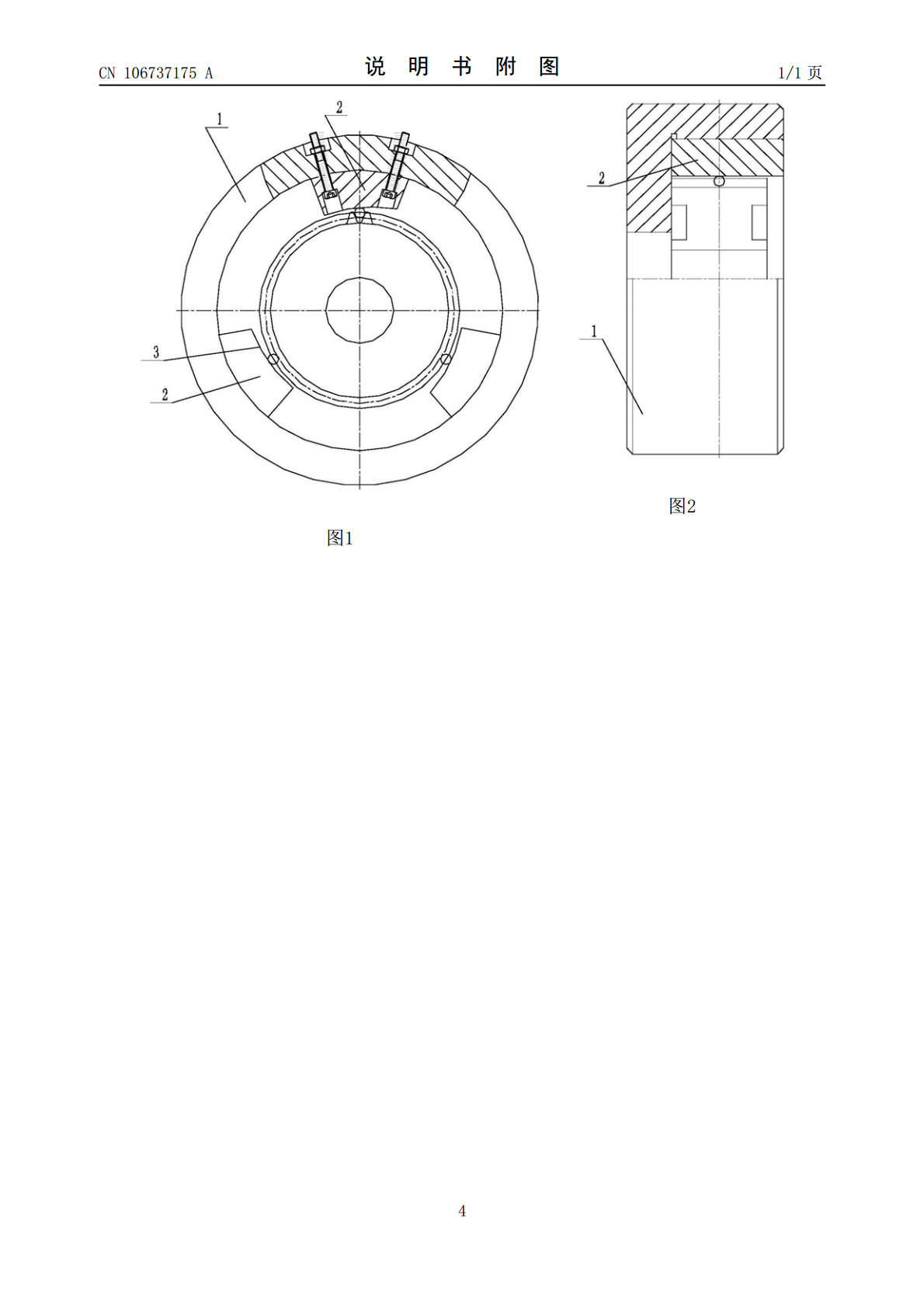
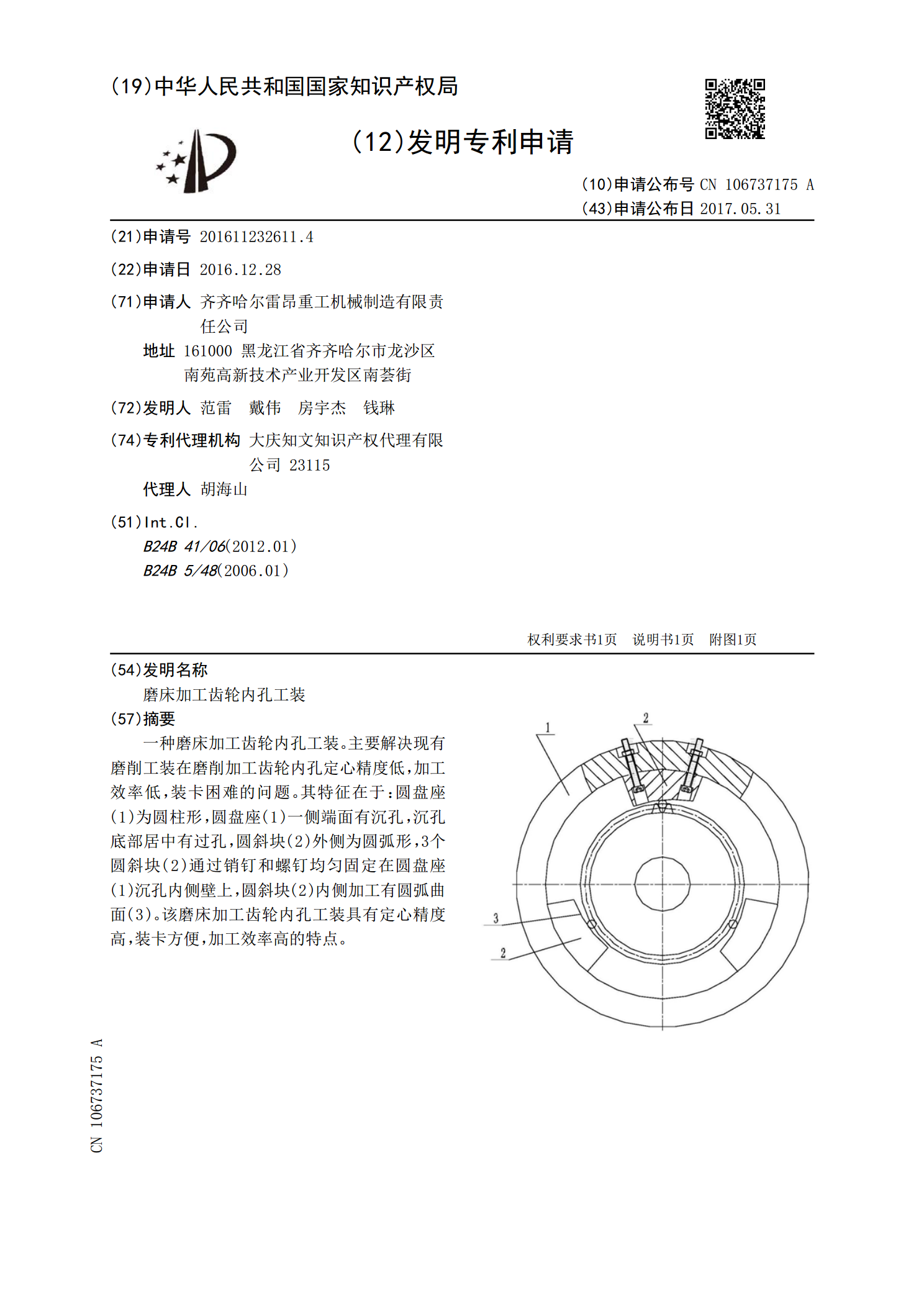
一种磨床加工齿轮内孔工装。主要解决现有磨削工装在磨削加工齿轮内孔定心精度低,加工效率低,装卡困难的问题。其特征在于:圆盘座(1)为圆柱形,圆盘座(1)一侧端面有沉孔,沉孔底部居中有过孔,圆斜块(2)外侧为圆弧形,3个圆斜块(2)通过销钉和螺钉均匀固定在圆盘座(1)沉孔内侧壁上,圆斜块(2)内侧加工有圆弧曲面(3)。该磨床加工齿轮内孔工装具有定心精度高,装卡方便,加工效率高的特点。

斜齿轮内孔键槽加工的工装.pdf
本发明公开了一种斜齿轮内孔键槽加工的工装,底板的上表面上设有槽,在槽内间隔地设置主动齿轮定位销和从动齿轮定位销,底板的上表面上设有主动齿轮轴向压紧装置和从动齿轮轴向压紧装置,主动齿轮轴向压紧装置围绕在主动齿轮定位销的周围,从动齿轮轴向压紧装置围绕在从动齿轮定位销的周围,底板的上表面上还设有插入到齿轮齿槽中的定位装置。通过本发明的工装对被加工的斜齿轮进行定位并夹持,可以保证齿轮内孔键槽中心与对应的轮齿中心相对位置加工精度要求。

人字齿轮内孔键槽对称加工工装及加工方法.pdf
人字齿轮内孔键槽对称加工工装及加工方法,人字齿轮内孔键槽对称加工工装,包括工装本体,所述工装本体沿中心线方向两端分别设有定位孔和齿槽定位孔,沿中心线方向定位孔左右两侧的工装本体上分别设有基准键槽,工装本体设有齿槽定位孔的一端侧壁上自上而下设有若干螺纹孔,螺纹孔中心位于侧壁中心线上,定位孔上设有定位套,齿槽定位孔上设有齿槽定位轴,螺纹孔上设有调整螺钉,它具有结构设计合理,利用人字齿轮分度圆端面齿廓齿面及内孔定位,靠工装上键槽侧面控制对称来保证人字齿端面齿槽中心、内孔键槽中心与孔中心线必须在同一直线上的技术要

渐开线直齿轮内孔键槽加工装置.pdf
一种渐开线直齿轮内孔键槽加工装置,包括芯轴,芯轴为阶梯轴,该阶梯轴小径段为被加工齿轮安装段,芯轴设有轴向贯穿的拉刀通过孔,拉刀通过孔位于被加工齿轮安装段部位的上端为开口结构,芯轴的大径段上固定连接竖立的安装板,安装板的上端固定悬臂支架,悬臂支架上设有垂直向下的螺纹孔,螺纹杆穿过螺纹孔与悬臂支架螺纹配合,螺纹杆上端设置手柄,螺纹杆的下端轴定位铰接定位卡块,定位卡块的下端轴对称设有两个卡齿,安装板下部固定设置滑槽座,滑槽座上设有导向滑槽,定位卡块滑动配合在导向滑槽中,定位卡块轴对称中心线与拉刀通过孔轴心线垂直
内孔端面双加工磨床.pdf
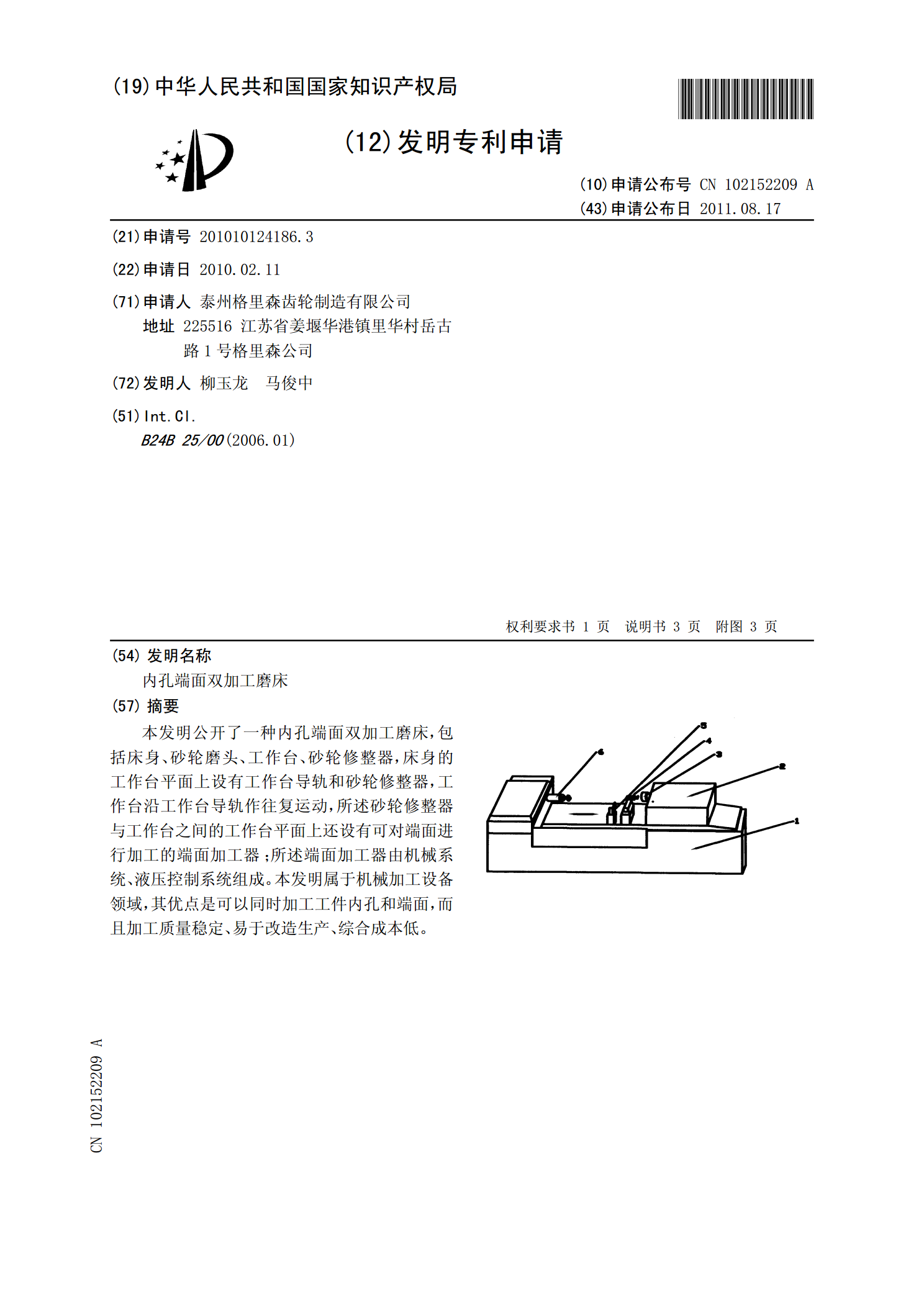
本发明公开了一种内孔端面双加工磨床,包括床身、砂轮磨头、工作台、砂轮修整器,床身的工作台平面上设有工作台导轨和砂轮修整器,工作台沿工作台导轨作往复运动,所述砂轮修整器与工作台之间的工作台平面上还设有可对端面进行加工的端面加工器;所述端面加工器由机械系统、液压控制系统组成。本发明属于机械加工设备领域,其优点是可以同时加工工件内孔和端面,而且加工质量稳定、易于改造生产、综合成本低。