
激光叠焊焊缝的压紧装置和激光焊接设备.pdf

思洁****爱吗


1/10
2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
激光叠焊焊缝的压紧装置和激光焊接设备.pdf
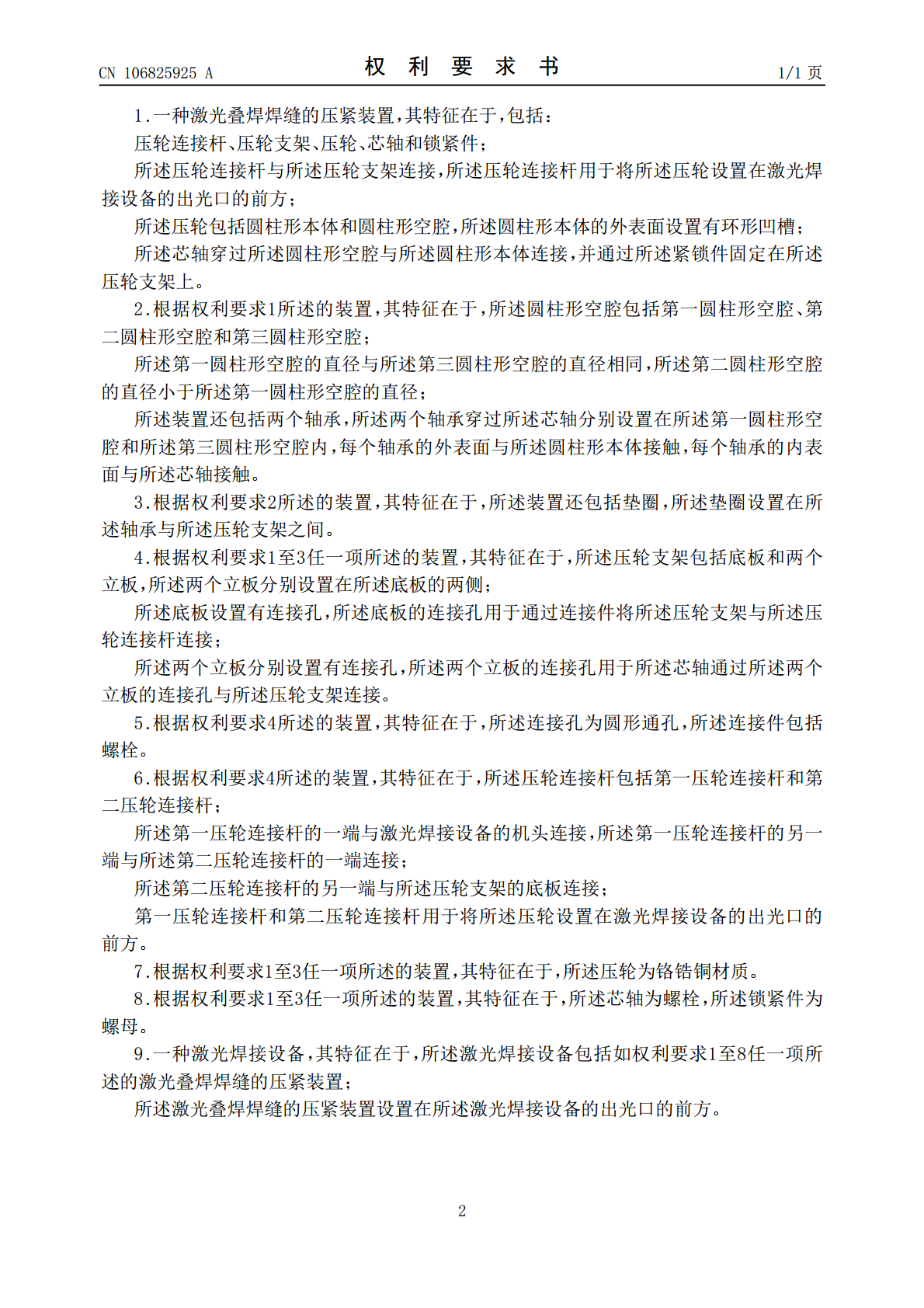
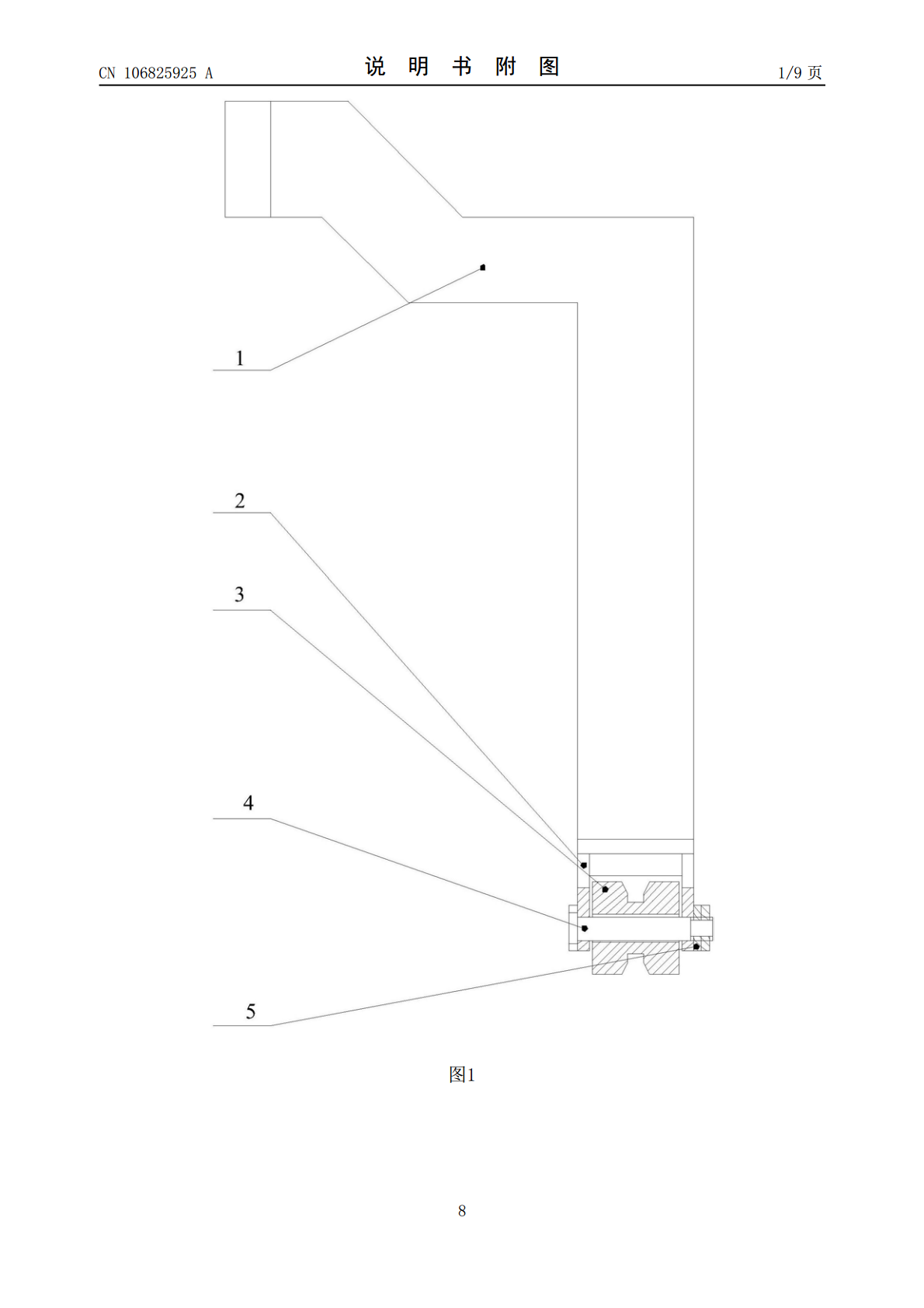
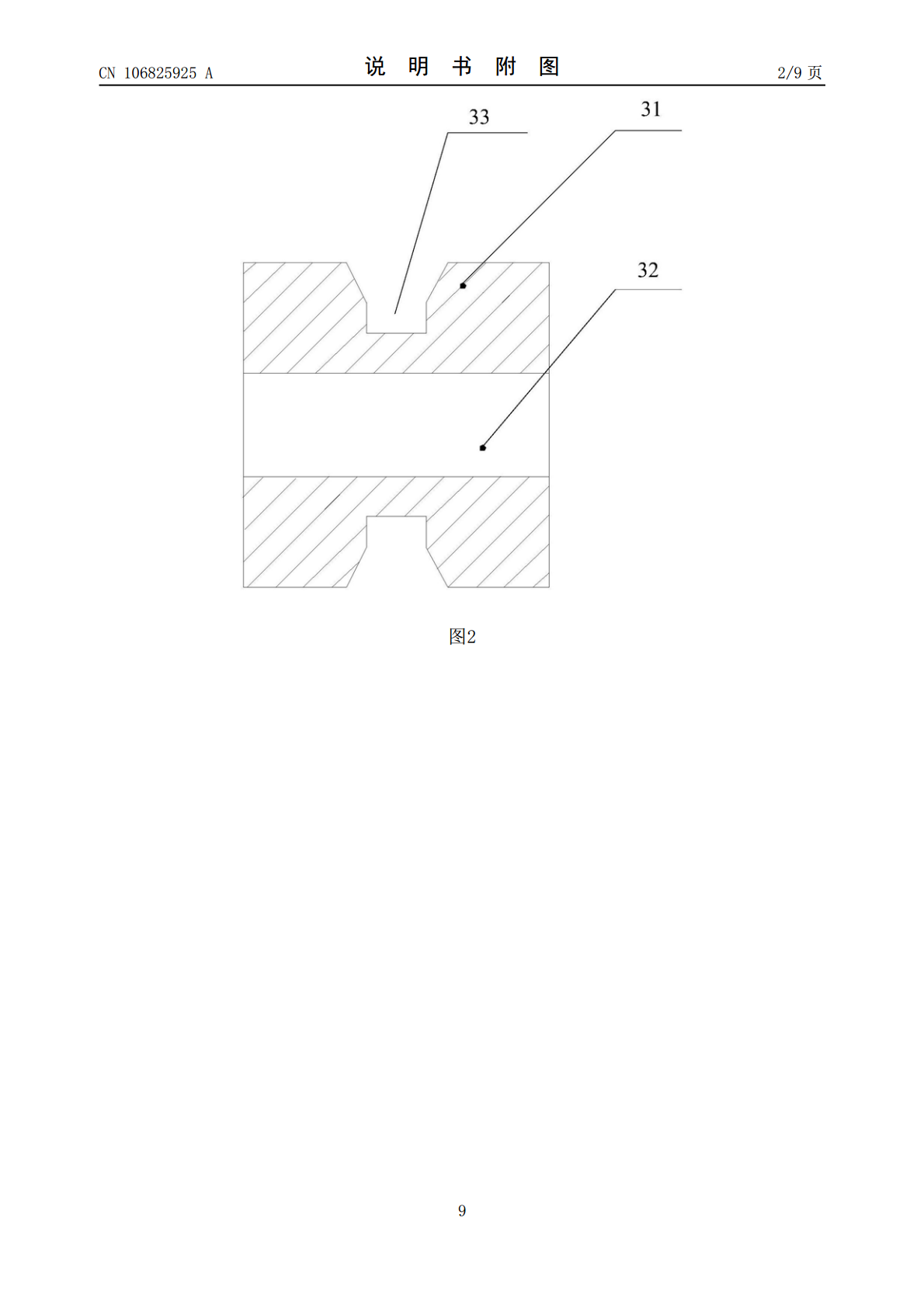
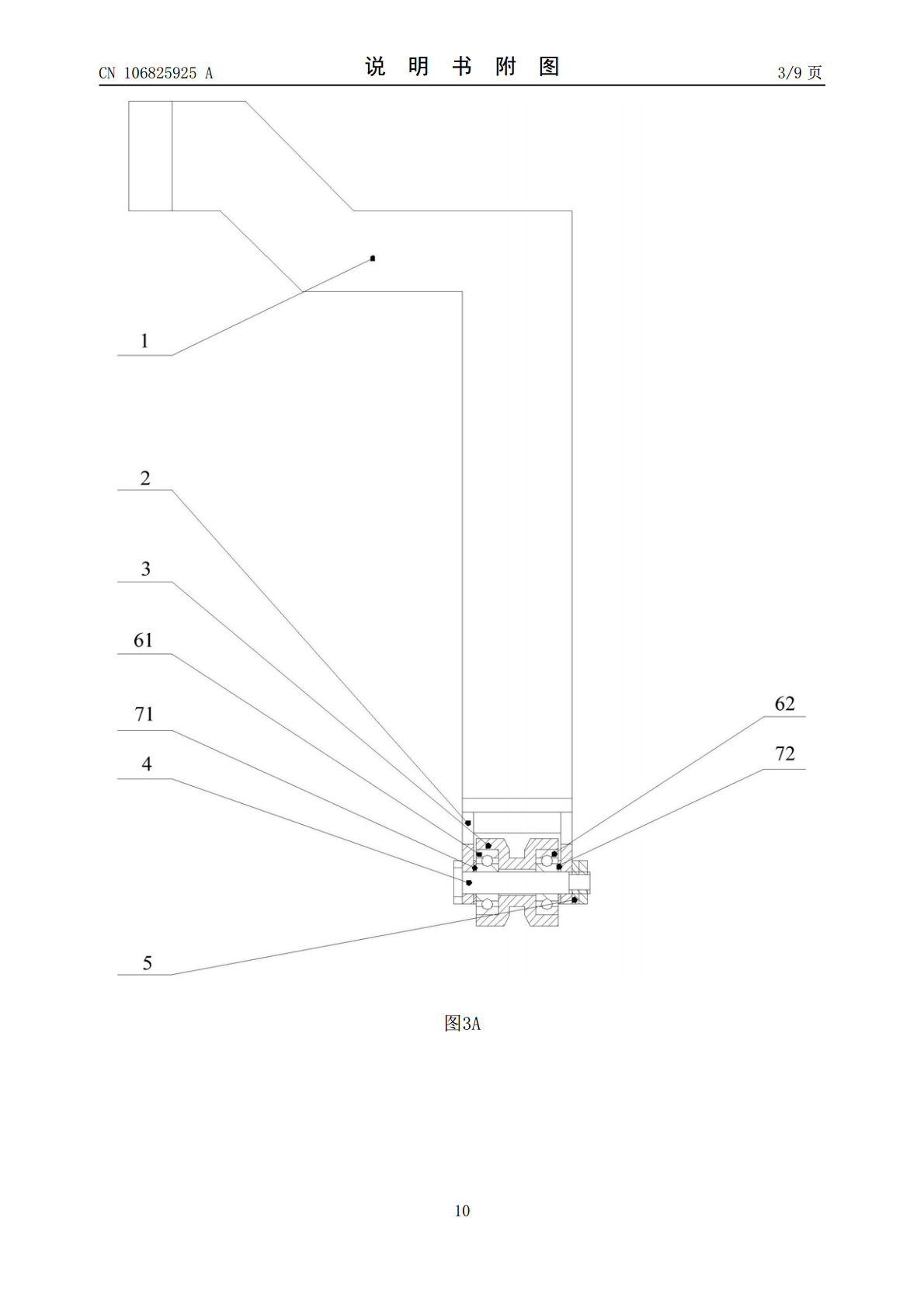
本发明实施例提供一种激光叠焊焊缝的压紧装置和激光焊接设备。本发明激光叠焊焊缝的压紧装置,包括:压轮连接杆、压轮支架、压轮、芯轴和锁紧件;所述压轮连接杆与所述压轮支架连接,所述压轮连接杆用于将所述压轮设置在激光焊接设备的出光口的前方;所述压轮包括圆柱形本体和圆柱形空腔,所述圆柱形本体的外表面设置有环形凹槽;所述芯轴穿过所述圆柱形空腔与所述圆柱形本体连接,并通过所述紧锁件固定在所述压轮支架上。本发明实施例的压紧装置为两点式压紧,能够使得焊缝处工件完全贴合,有效提升焊接质量。

一种激光叠焊组合压紧装置.pdf
本发明涉及激光焊接的压紧装置,具体地说是一种利用固定压紧装置和移动压紧装置来完成钢板激光叠焊的激光叠焊组合压紧装置,移动压紧装置的两侧分别设有固定压紧装置,移动压紧装置包括移动工作台架体、移动工作台驱动机构、移动工作台、移动托轮、移动压紧轮、移动压紧轮驱动气缸、激光头及支撑辊,焊接头安装在焊接机器人的三维平台上,在焊接头的两侧分别设有由移动压紧轮驱动气缸驱动压紧、并与激光头同步移动的移动压紧轮;移动工作台架体位于焊接头的下方,并与安装在移动工作台架体上的移动工作台驱动机构相连,通过移动工作台驱动机构驱动在

激光拼焊焊缝控制装置.pdf
本发明涉及激光拼焊领域,尤其涉及一种激光拼焊焊缝控制装置,包括激光焊接头,其特征在于:还包括位于待拼焊工件端部中央的碾压滚轮、与碾压滚轮连接的电机或磁力部、设置于拼焊焊缝的传感器,传感器检测拼焊焊缝大小并将焊缝大小信号传递至控制器,由控制器驱动电机或磁力部动作。本发明激光焊接头在拼焊焊缝间进行拼焊,拼焊过程中焊缝变大,传感器检测到后将信号传递给控制器,控制器控制电机带动滚轮运动或者控制磁力部通磁以通过磁力促使碾压滚轮运动。进而用中央的碾压滚轮将比较厚的待拼焊工件边缘通过碾压使边缘延展,减少拼焊焊缝,提高焊

镀锌板激光叠焊装置.pdf
本发明涉及一种镀锌板激光叠焊装置,包括平行叠放的镀锌上板与镀锌下板;在第一锌膜上层的上表面设有上压轮;在第二锌膜下层的下表面设有下压轮;上压轮的左端面圆心与下压轮的左端面圆心的连线垂直于镀锌上板;激光焊接头喷嘴、上压轮与下压轮同步同向运动,激光焊接头喷嘴的轴线与镀锌上板垂直,激光焊接头喷嘴的轴线位于上压轮轴的轴线与下压轮轴的轴线所在的平面内,激光焊接头喷嘴发射出激光的焦点位于与激光焊接头喷嘴相邻的该侧锌膜层的表面。本发明通过上下两个相同的压轮机构实现了焊接全程夹层间隙的一致性,确保了锌气有稳定的排出通道,
不锈钢车体激光叠焊焊缝修复工艺.pdf
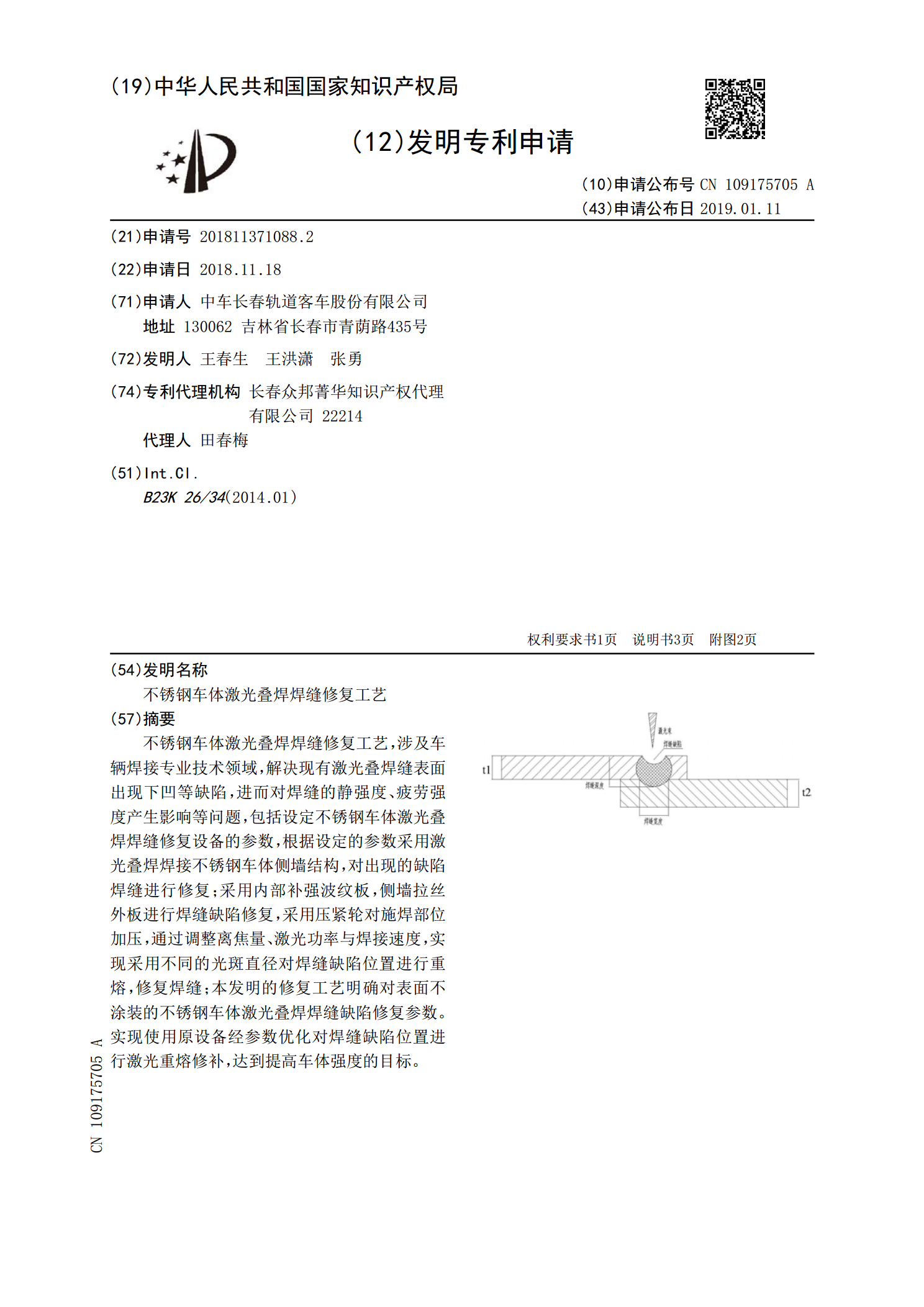
不锈钢车体激光叠焊焊缝修复工艺,涉及车辆焊接专业技术领域,解决现有激光叠焊缝表面出现下凹等缺陷,进而对焊缝的静强度、疲劳强度产生影响等问题,包括设定不锈钢车体激光叠焊焊缝修复设备的参数,根据设定的参数采用激光叠焊焊接不锈钢车体侧墙结构,对出现的缺陷焊缝进行修复;采用内部补强波纹板,侧墙拉丝外板进行焊缝缺陷修复,采用压紧轮对施焊部位加压,通过调整离焦量、激光功率与焊接速度,实现采用不同的光斑直径对焊缝缺陷位置进行重熔,修复焊缝;本发明的修复工艺明确对表面不涂装的不锈钢车体激光叠焊焊缝缺陷修复参数。实现使用原