
不锈钢车体激光叠焊焊缝修复工艺.pdf

是你****松呀

1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不锈钢车体激光叠焊焊缝修复工艺.pdf
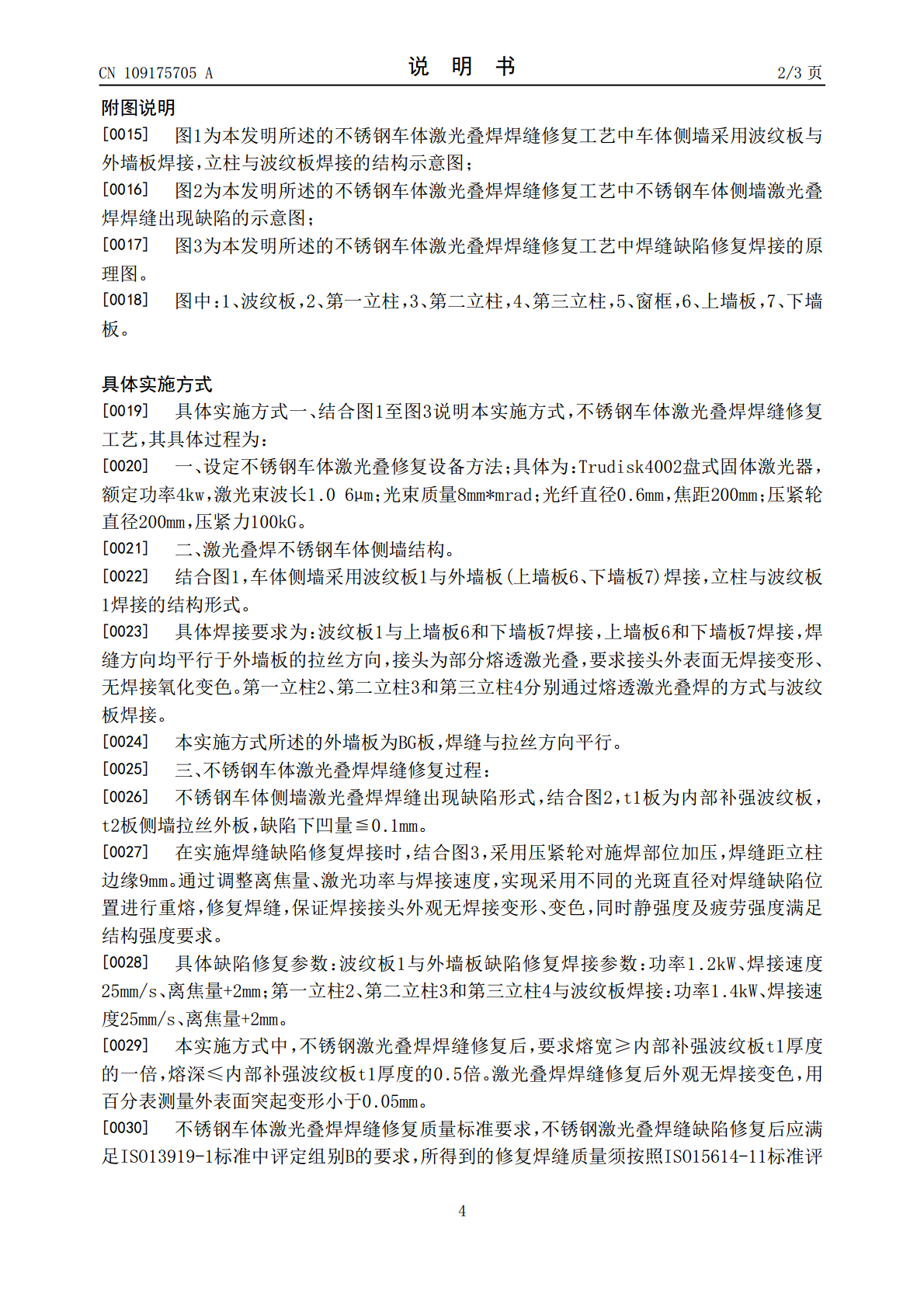
不锈钢车体激光叠焊焊缝修复工艺,涉及车辆焊接专业技术领域,解决现有激光叠焊缝表面出现下凹等缺陷,进而对焊缝的静强度、疲劳强度产生影响等问题,包括设定不锈钢车体激光叠焊焊缝修复设备的参数,根据设定的参数采用激光叠焊焊接不锈钢车体侧墙结构,对出现的缺陷焊缝进行修复;采用内部补强波纹板,侧墙拉丝外板进行焊缝缺陷修复,采用压紧轮对施焊部位加压,通过调整离焦量、激光功率与焊接速度,实现采用不同的光斑直径对焊缝缺陷位置进行重熔,修复焊缝;本发明的修复工艺明确对表面不涂装的不锈钢车体激光叠焊焊缝缺陷修复参数。实现使用原
不锈钢车体无气体保护激光叠焊工艺方法.pdf
一种不锈钢车体无气体保护激光叠焊工艺方法,其特征在于:车体侧墙采用波纹板与外墙板焊接,立柱与波纹板焊接的结构形式,波纹板与外墙板焊接时采用压紧轮对施焊部位加压,保证波纹板与外墙板间无间隙,焊缝方向平行于外墙板的拉丝方向,接头为部分熔透激光叠焊,立柱与波纹板焊接熔透激光叠焊。本发明重提高车体外观化水平、强度及密封性等性能指标。部分熔透、无气体保护的激光叠焊技术在保证强度的基础上,提高车体的外观水平及疲劳寿命。同时改进车体侧墙结构,降低车体重量,提高产品品质。经大量科学试验、数值模拟计算及工程验证,静强度与疲
激光叠焊焊缝的压紧装置和激光焊接设备.pdf
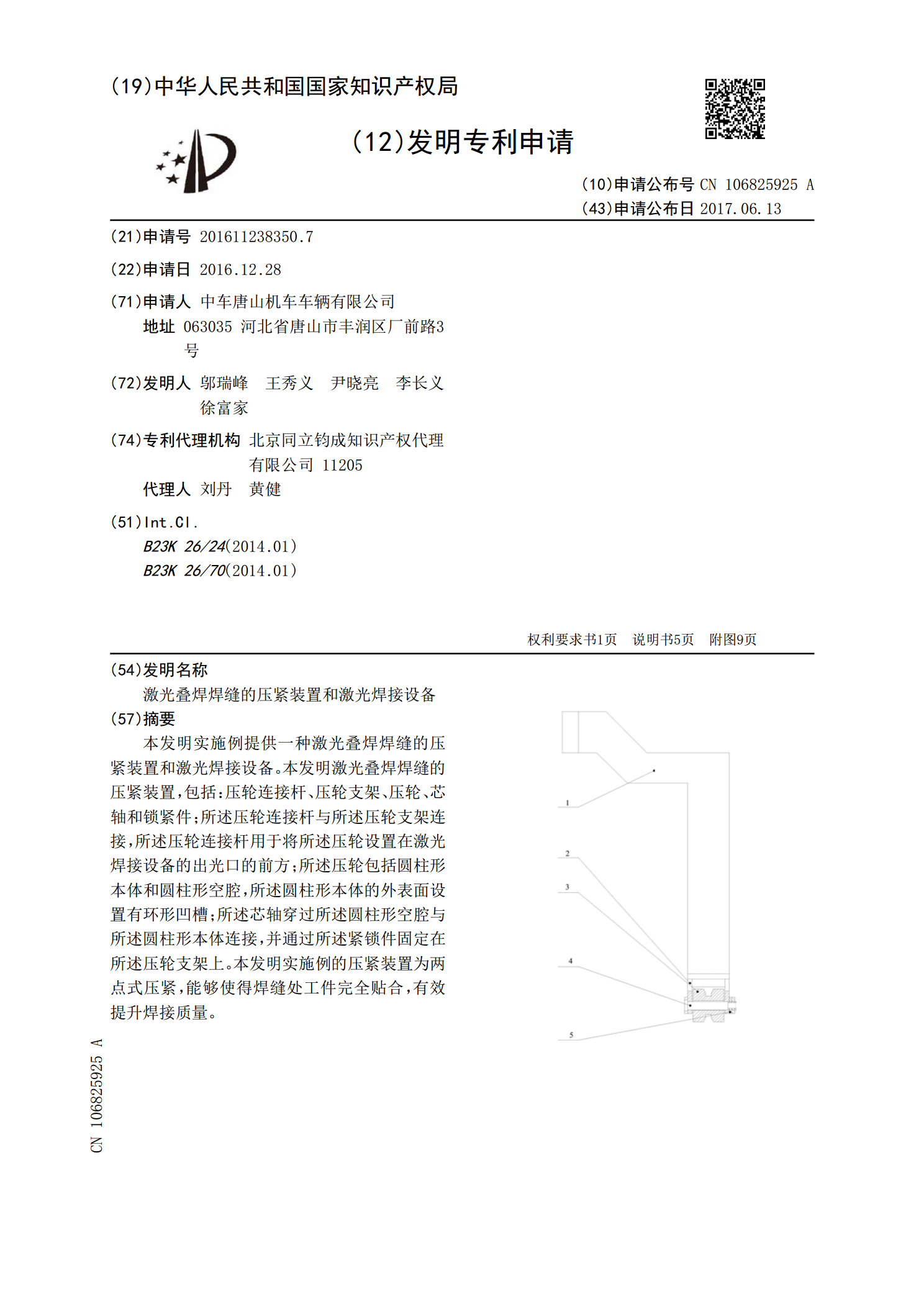
本发明实施例提供一种激光叠焊焊缝的压紧装置和激光焊接设备。本发明激光叠焊焊缝的压紧装置,包括:压轮连接杆、压轮支架、压轮、芯轴和锁紧件;所述压轮连接杆与所述压轮支架连接,所述压轮连接杆用于将所述压轮设置在激光焊接设备的出光口的前方;所述压轮包括圆柱形本体和圆柱形空腔,所述圆柱形本体的外表面设置有环形凹槽;所述芯轴穿过所述圆柱形空腔与所述圆柱形本体连接,并通过所述紧锁件固定在所述压轮支架上。本发明实施例的压紧装置为两点式压紧,能够使得焊缝处工件完全贴合,有效提升焊接质量。

316L不锈钢薄板激光焊端焊缝焊接工艺研究.docx
316L不锈钢薄板激光焊端焊缝焊接工艺研究316L不锈钢薄板激光焊端焊缝焊接工艺研究摘要:激光焊接技术被广泛应用于不锈钢材料的焊接领域。本文研究了316L不锈钢薄板的激光焊接工艺,通过实验研究得出表明该工艺可以获得高质量的焊缝,并对焊接参数进行优化。实验结果表明,在适当的焊接参数下,激光焊接可以实现316L不锈钢薄板的高质量焊接。关键词:316L不锈钢;激光焊接;工艺参数;焊缝质量1.引言激光焊接作为一种非接触式的高能量密度热源焊接技术,具有焊接速度快、热影响区小、焊缝质量高等优点,被广泛应用于不锈钢材料

激光拼焊焊缝碾压成型工艺研究.docx
激光拼焊焊缝碾压成型工艺研究激光拼焊焊缝碾压成型工艺研究摘要:随着制造技术的发展和产品质量要求的提高,焊接工艺在工业生产中起着重要的作用。本论文针对激光拼焊焊缝碾压成型工艺进行研究。通过实验分析和理论分析,探讨了激光拼焊焊缝碾压成型的优点、原理、工艺参数的选择以及应用领域。研究结果表明,激光拼焊焊缝碾压成型是一种具有高效、高精度、高质量的焊接工艺,适用于各种产品的焊接加工。关键词:激光拼焊、焊缝碾压成型、优点、原理、参数选择、应用领域。1.引言激光拼焊焊缝碾压成型工艺是一种将拼焊和焊缝碾压进行结合的先进焊