
轮毂单元挤冲孔锻造模具.pdf

宜然****找我

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂单元挤冲孔锻造模具.pdf
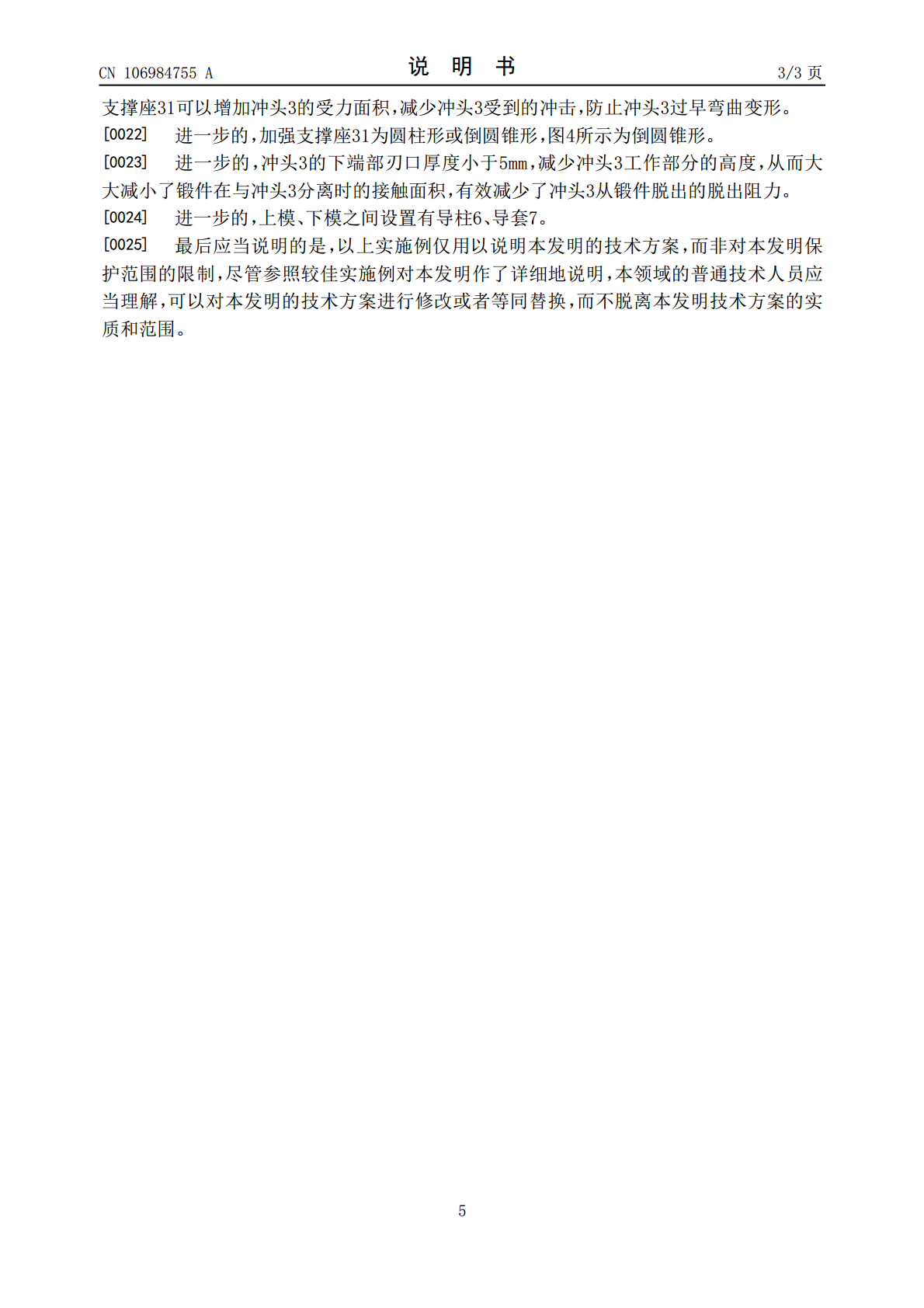
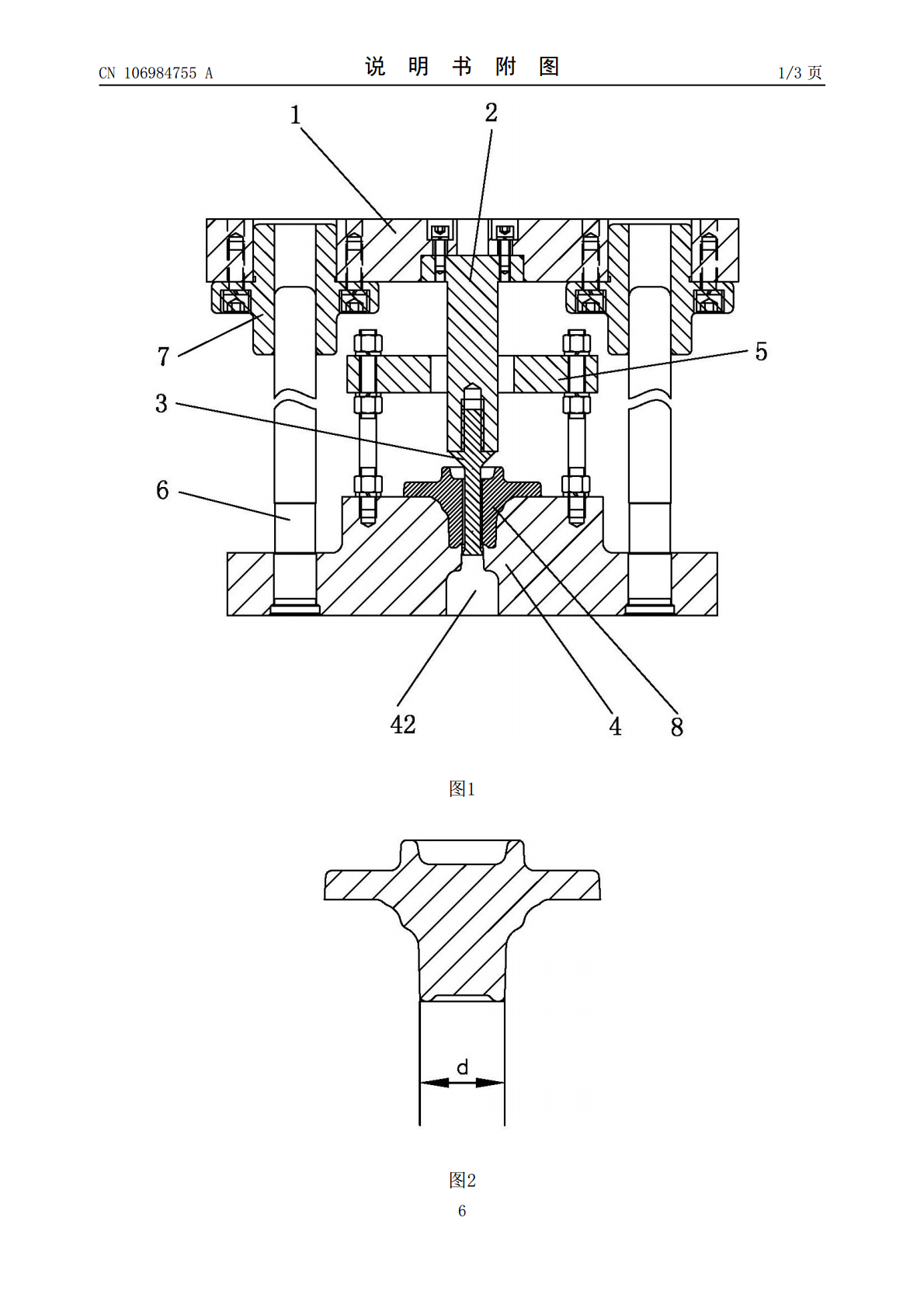
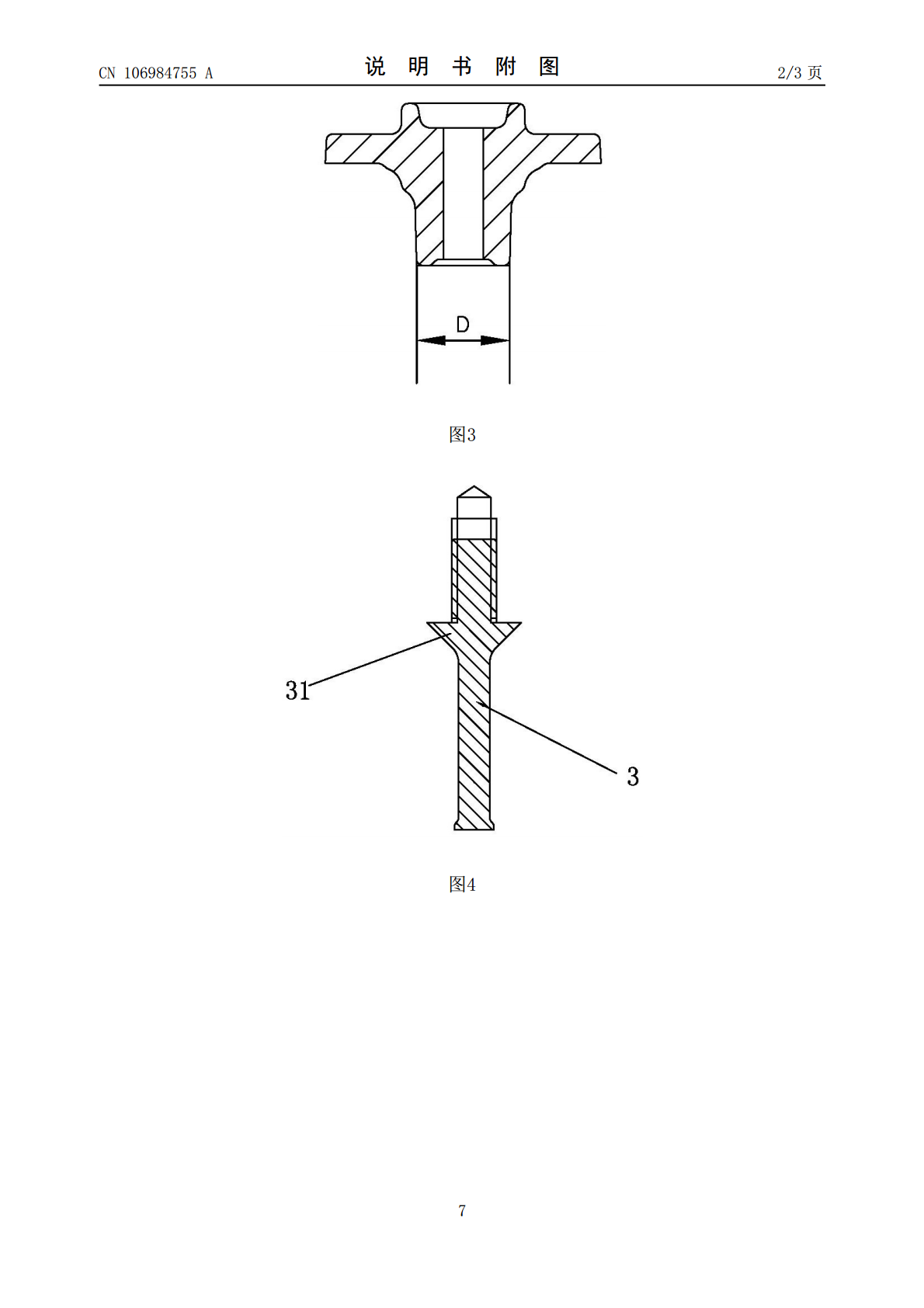
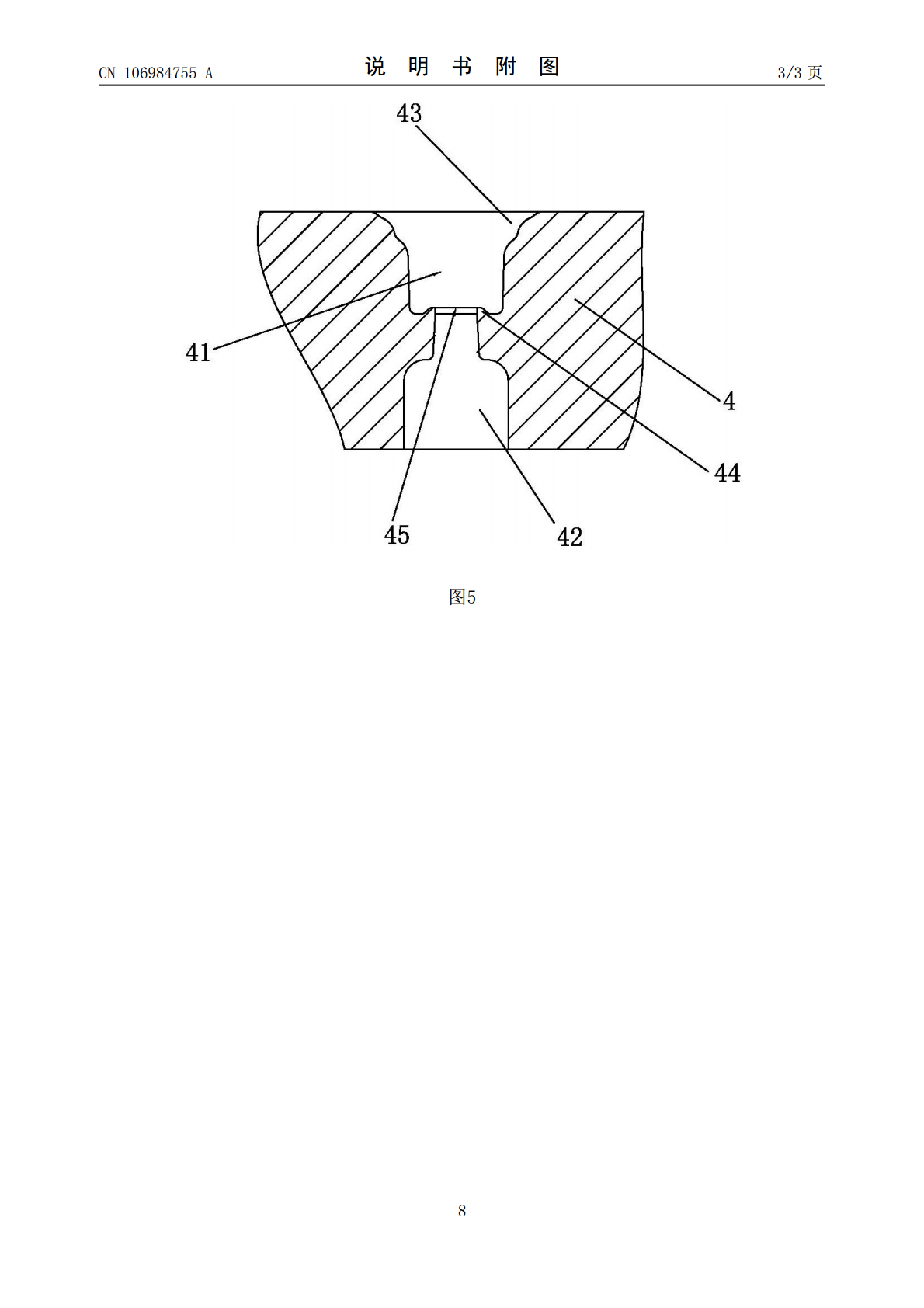
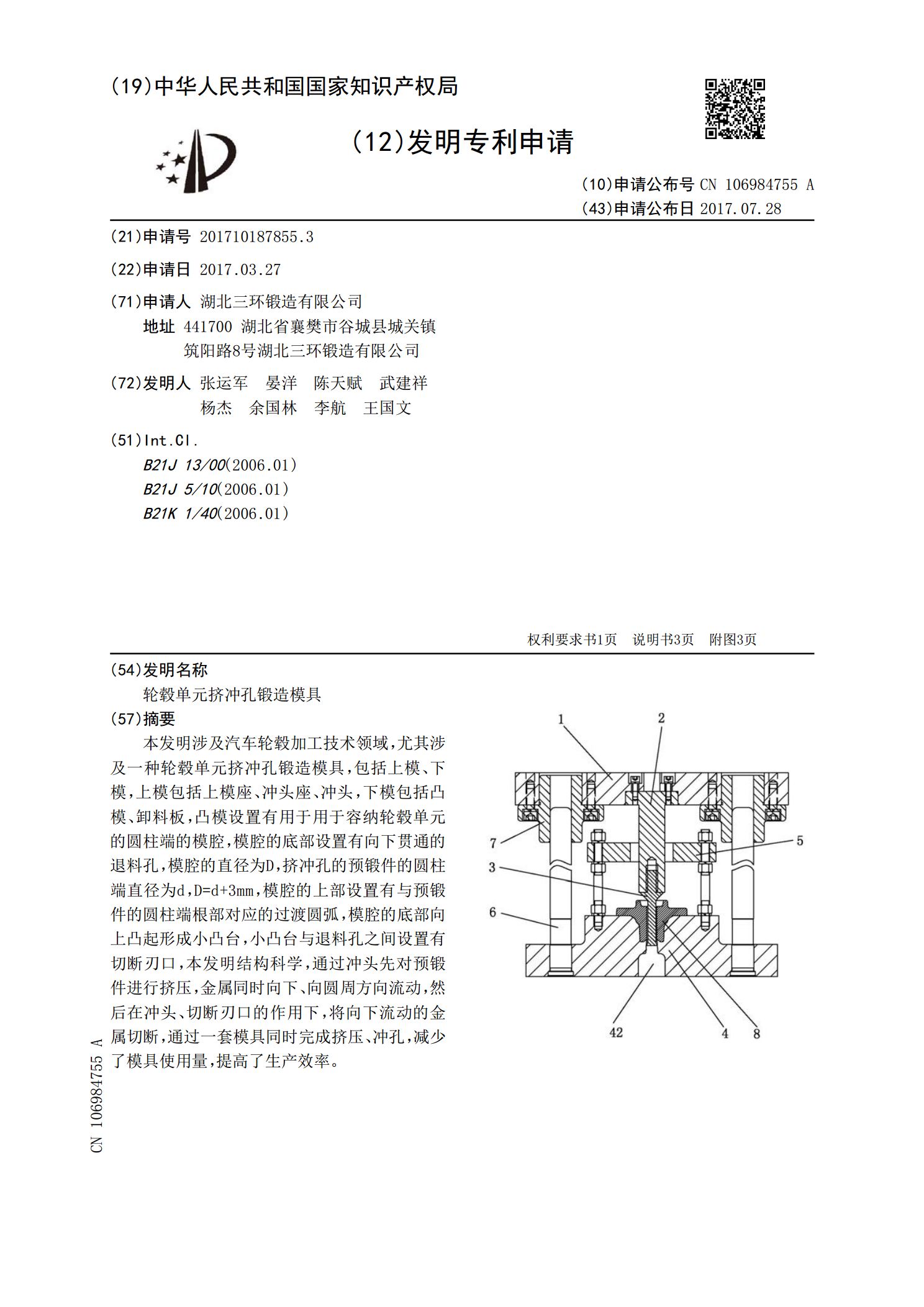
本发明涉及汽车轮毂加工技术领域,尤其涉及一种轮毂单元挤冲孔锻造模具,包括上模、下模,上模包括上模座、冲头座、冲头,下模包括凸模、卸料板,凸模设置有用于用于容纳轮毂单元的圆柱端的模腔,模腔的底部设置有向下贯通的退料孔,模腔的直径为D,挤冲孔的预锻件的圆柱端直径为d,D=d+3mm,模腔的上部设置有与预锻件的圆柱端根部对应的过渡圆弧,模腔的底部向上凸起形成小凸台,小凸台与退料孔之间设置有切断刃口,本发明结构科学,通过冲头先对预锻件进行挤压,金属同时向下、向圆周方向流动,然后在冲头、切断刃口的作用下,将向下流动
轮毂锻造模具.pdf
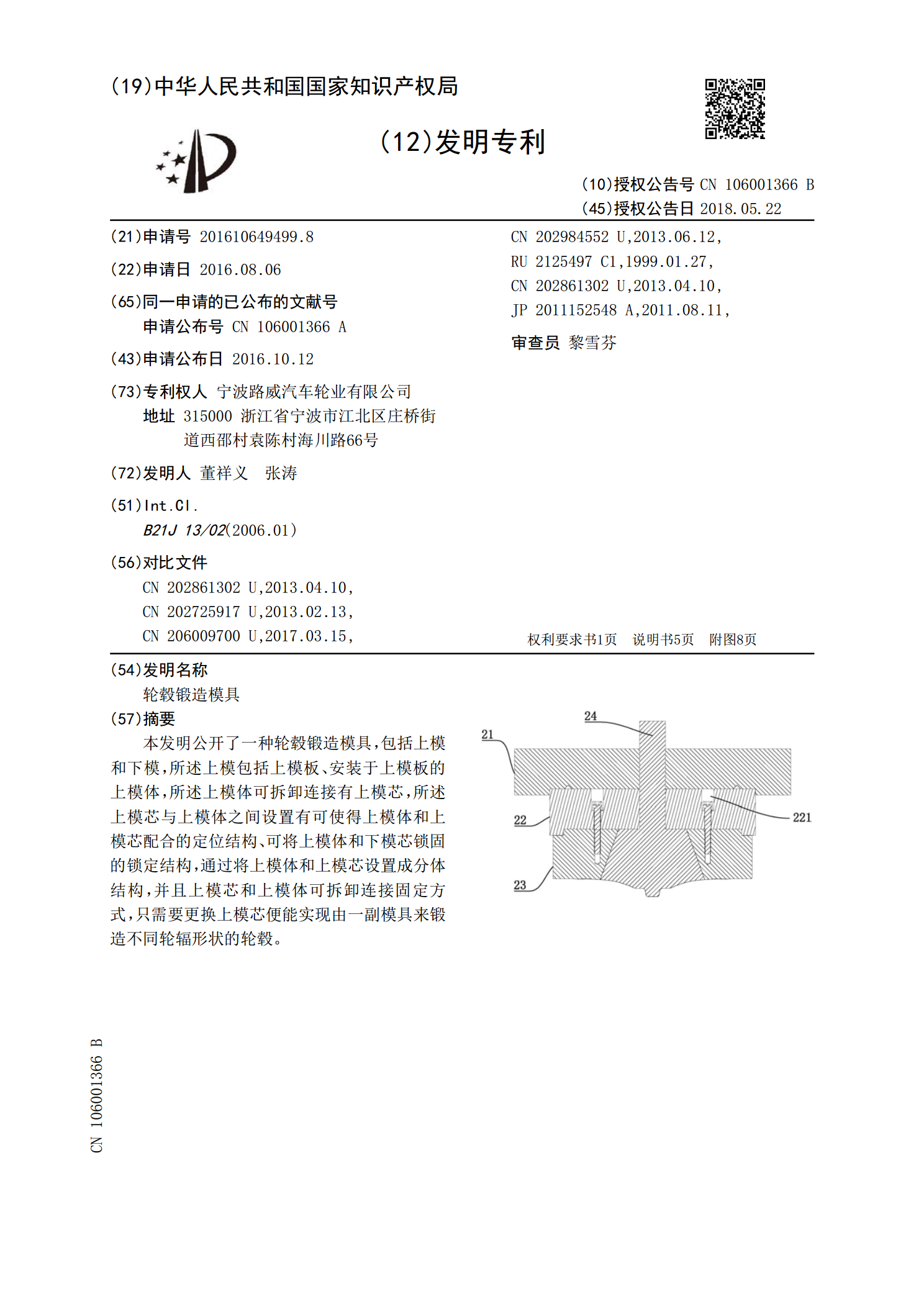
本发明公开了一种轮毂锻造模具,包括上模和下模,所述上模包括上模板、安装于上模板的上模体,所述上模体可拆卸连接有上模芯,所述上模芯与上模体之间设置有可使得上模体和上模芯配合的定位结构、可将上模体和下模芯锁固的锁定结构,通过将上模体和上模芯设置成分体结构,并且上模芯和上模体可拆卸连接固定方式,只需要更换上模芯便能实现由一副模具来锻造不同轮辐形状的轮毂。
轮毂内圈锻造连续模具.pdf
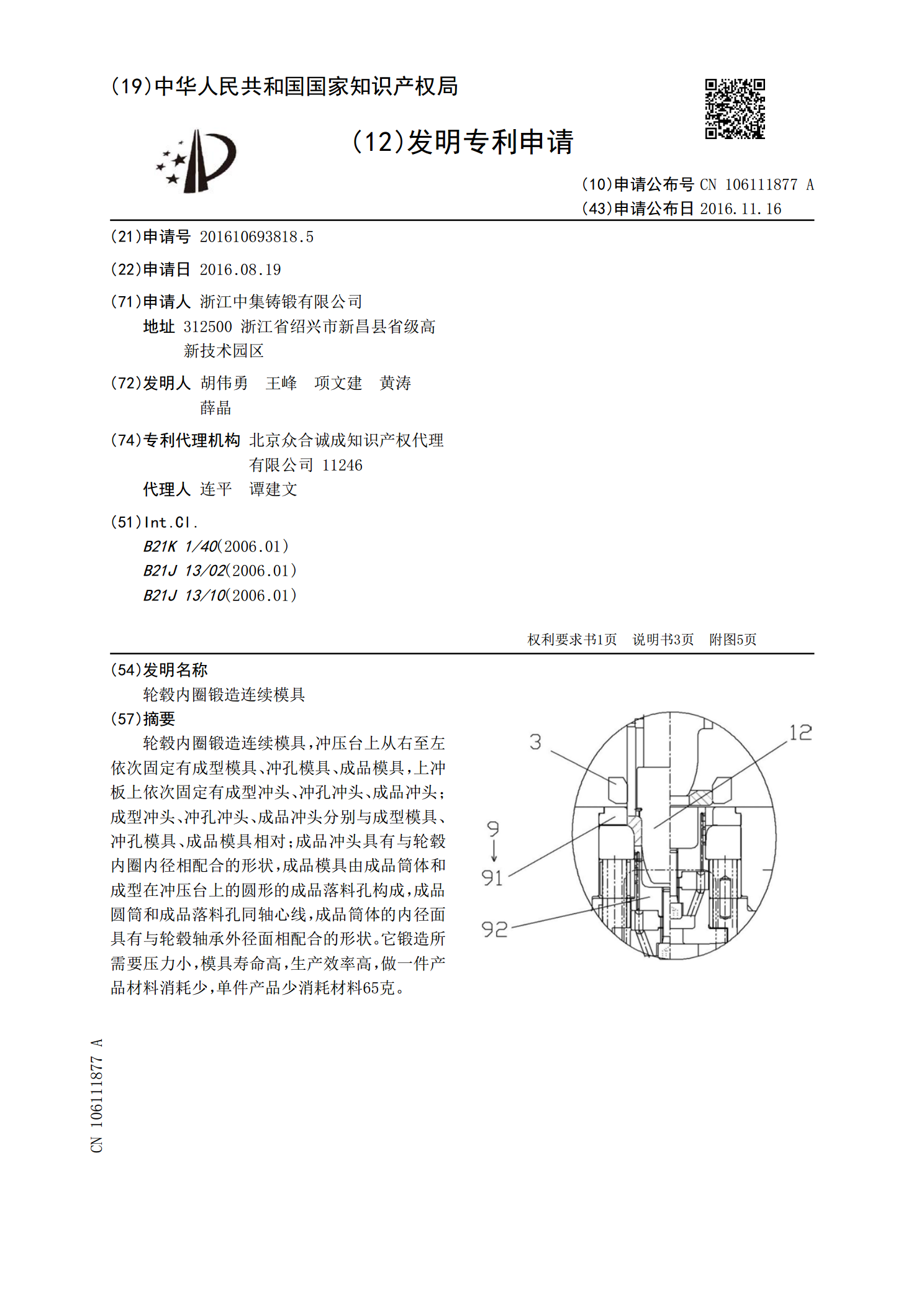
轮毂内圈锻造连续模具,冲压台上从右至左依次固定有成型模具、冲孔模具、成品模具,上冲板上依次固定有成型冲头、冲孔冲头、成品冲头;成型冲头、冲孔冲头、成品冲头分别与成型模具、冲孔模具、成品模具相对;成品冲头具有与轮毂内圈内径相配合的形状,成品模具由成品筒体和成型在冲压台上的圆形的成品落料孔构成,成品圆筒和成品落料孔同轴心线,成品筒体的内径面具有与轮毂轴承外径面相配合的形状。它锻造所需要压力小,模具寿命高,生产效率高,做一件产品材料消耗少,单件产品少消耗材料65克。

一种锻造轮毂模具.pdf
本发明涉及一种锻造轮毂模具,属于轮毂技术领域。设置有上模和下模,所述上模设置有上模框,所述上模框里设置有上模芯,所述下模设置有下模框,所述下模框里设置有下模芯,所述下模芯的中心设置有顶出杆通孔,所述顶出杆通孔里设置有顶出杆,所述上模框和下模框的外侧分别设置有多个温度感应装置,所述下模框里设置有下模芯安装孔,所述下模芯上设置有凹槽,所述凹槽里设置有顶出块。本发明的有益之处是:设置有上下模,在上下模里设置分别设置有上下模芯,在上模框和下模框的外侧设置有多个温度感应装置,从而有效的监控模具的温度,从而为轮毂的制
一种差速器壳挤压冲孔工艺、冲孔模具及锻造模具.pdf
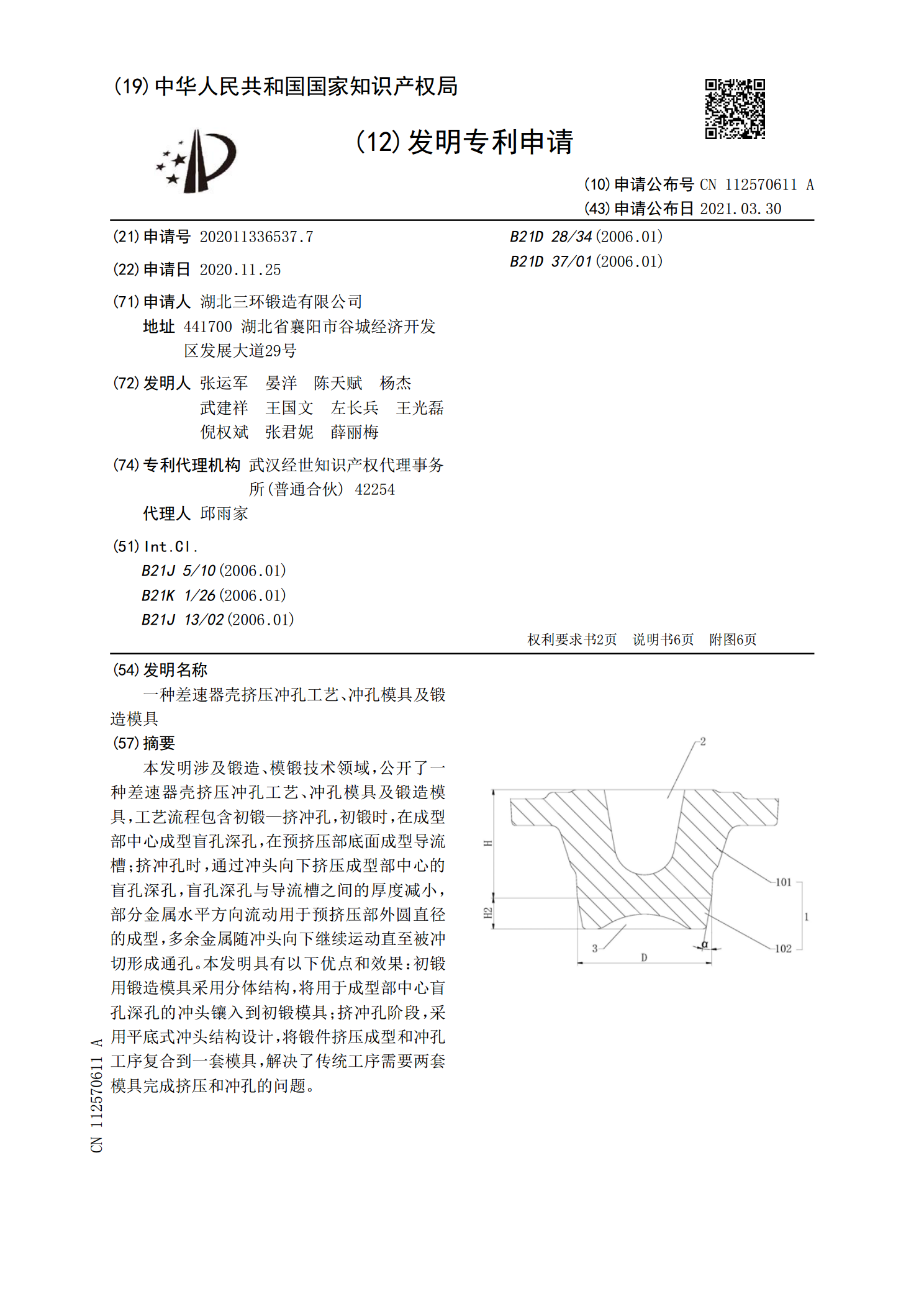
本发明涉及锻造、模锻技术领域,公开了一种差速器壳挤压冲孔工艺、冲孔模具及锻造模具,工艺流程包含初锻—挤冲孔,初锻时,在成型部中心成型盲孔深孔,在预挤压部底面成型导流槽;挤冲孔时,通过冲头向下挤压成型部中心的盲孔深孔,盲孔深孔与导流槽之间的厚度减小,部分金属水平方向流动用于预挤压部外圆直径的成型,多余金属随冲头向下继续运动直至被冲切形成通孔。本发明具有以下优点和效果:初锻用锻造模具采用分体结构,将用于成型部中心盲孔深孔的冲头镶入到初锻模具;挤冲孔阶段,采用平底式冲头结构设计,将锻件挤压成型和冲孔工序复合到一