
一种差速器壳挤压冲孔工艺、冲孔模具及锻造模具.pdf

书生****66

1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种差速器壳挤压冲孔工艺、冲孔模具及锻造模具.pdf
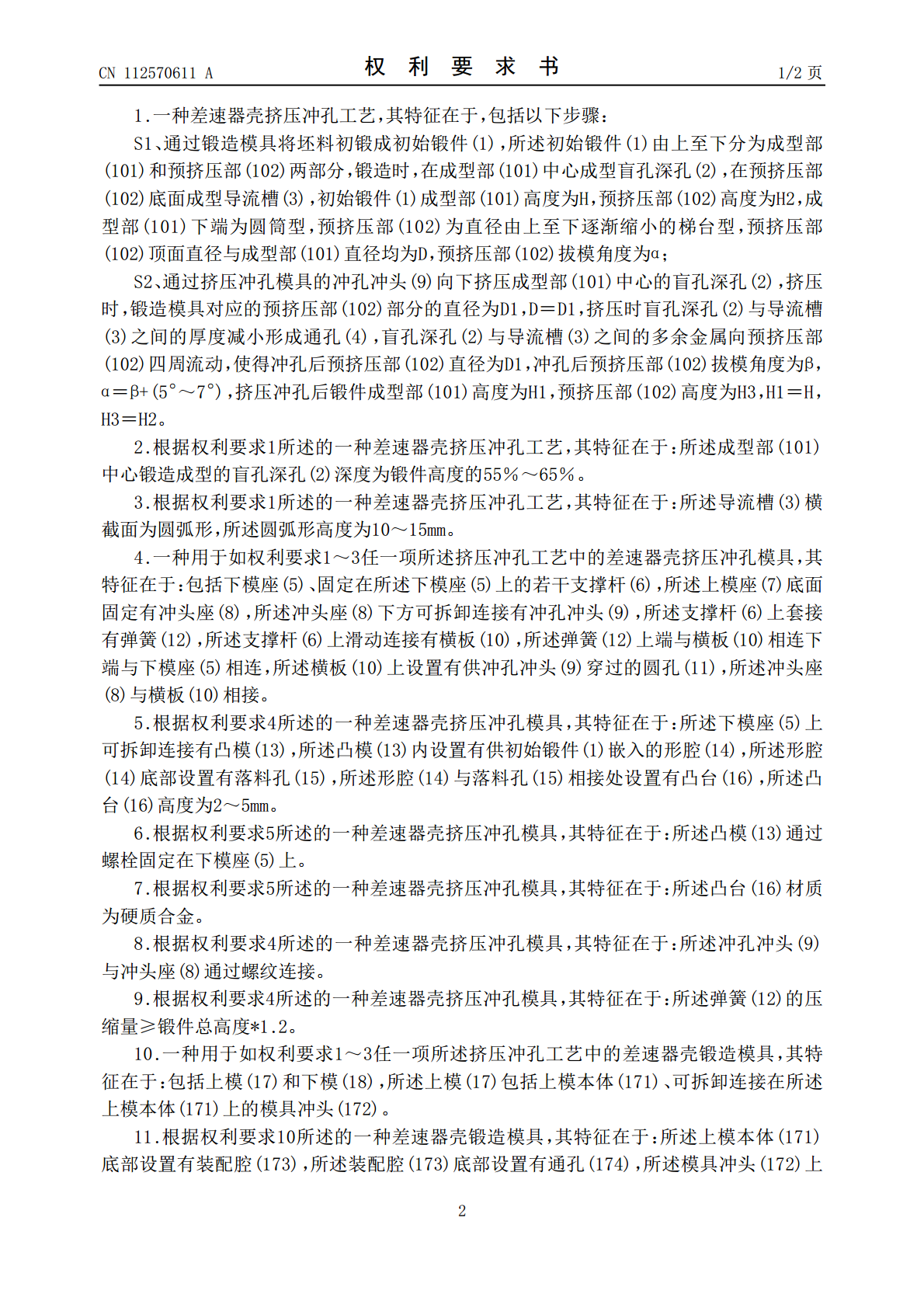
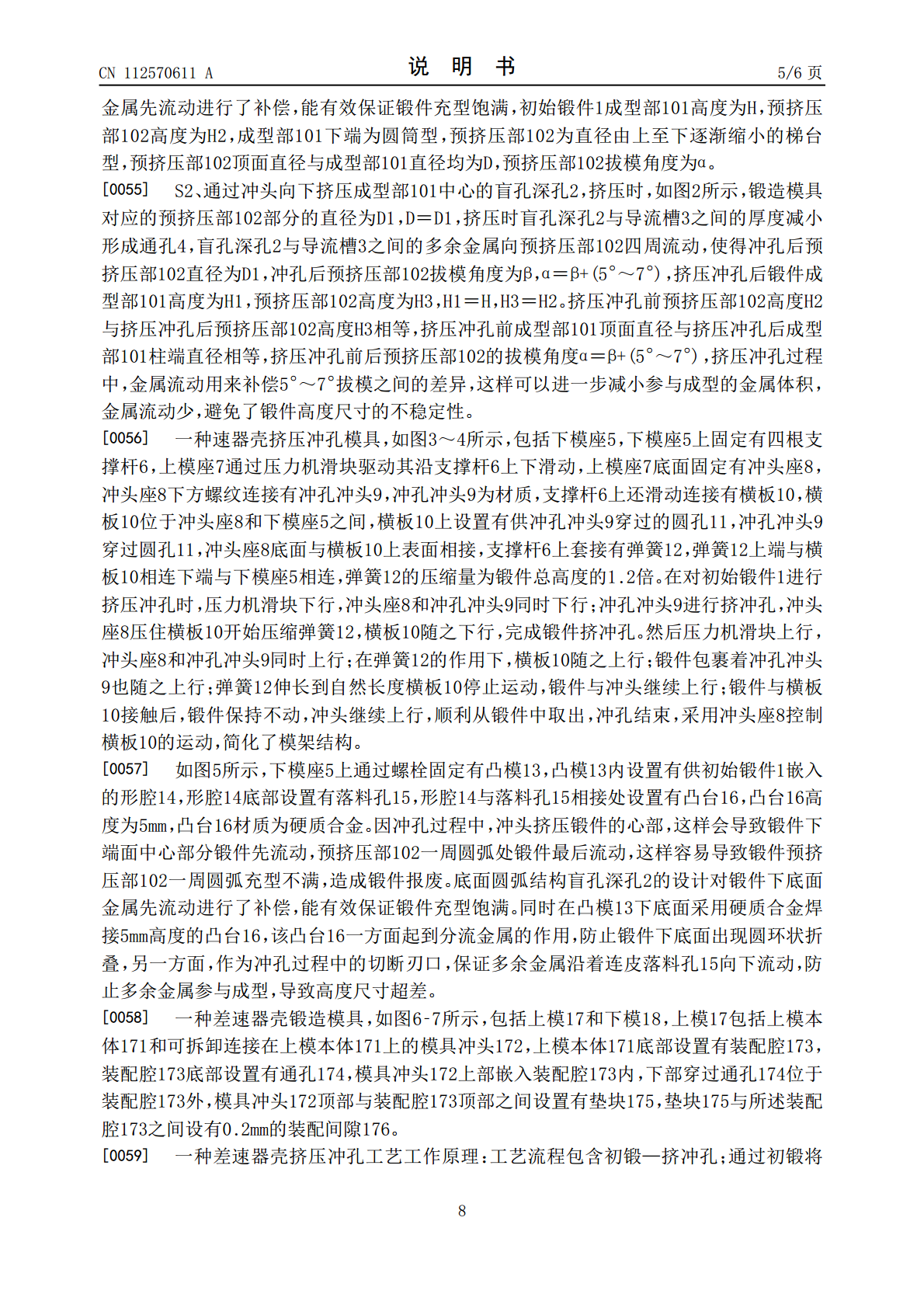
本发明涉及锻造、模锻技术领域,公开了一种差速器壳挤压冲孔工艺、冲孔模具及锻造模具,工艺流程包含初锻—挤冲孔,初锻时,在成型部中心成型盲孔深孔,在预挤压部底面成型导流槽;挤冲孔时,通过冲头向下挤压成型部中心的盲孔深孔,盲孔深孔与导流槽之间的厚度减小,部分金属水平方向流动用于预挤压部外圆直径的成型,多余金属随冲头向下继续运动直至被冲切形成通孔。本发明具有以下优点和效果:初锻用锻造模具采用分体结构,将用于成型部中心盲孔深孔的冲头镶入到初锻模具;挤冲孔阶段,采用平底式冲头结构设计,将锻件挤压成型和冲孔工序复合到一
差速器壳锻造盲孔再冲孔工艺.pdf
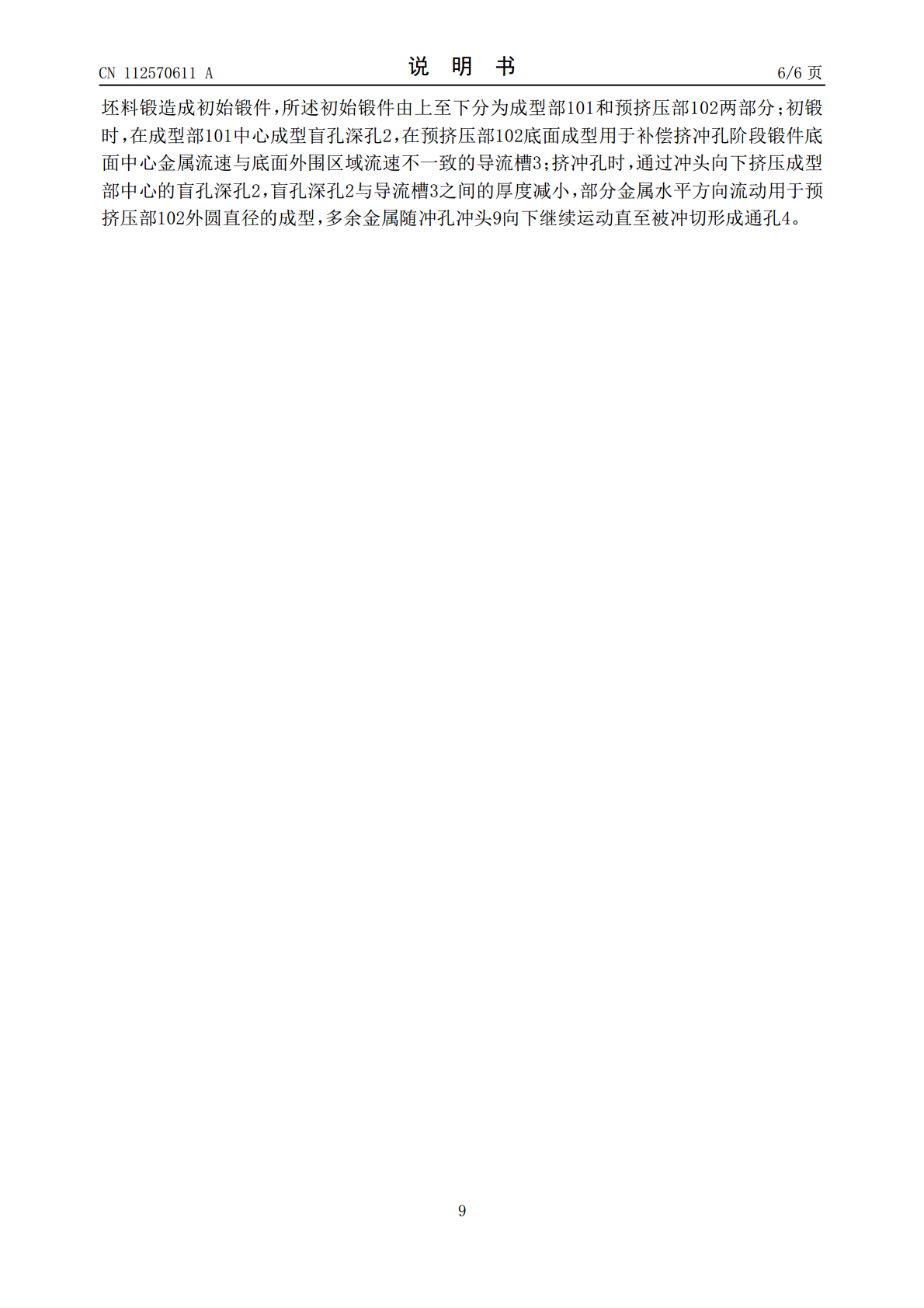
本发明涉及汽车差速器技术领域,尤其涉及一种差速器壳锻造盲孔再冲孔工艺,通过锻造模具将坯料锻造成初始锻件,锻造时,在差速器壳大盘端的倾斜面内外部分别形成若干个盲孔A和若干个盲孔B,所述盲孔A与所述盲孔B之间形成具有一定厚度的连皮,所述盲孔A的中心轴线等间距地分布在同一圆周上,然后通过冲孔模具将所述盲孔A与所述盲孔B冲穿形成通孔。本发明在差速器壳初始锻造时,在大盘端的倾斜面内外预先形成盲孔A和与盲孔A同中心轴的盲孔B,然后在冲孔模具中将盲孔A和盲孔B冲穿形成通孔,可以避免在倾斜面直接冲孔时,冲孔刀具滑动发生偏
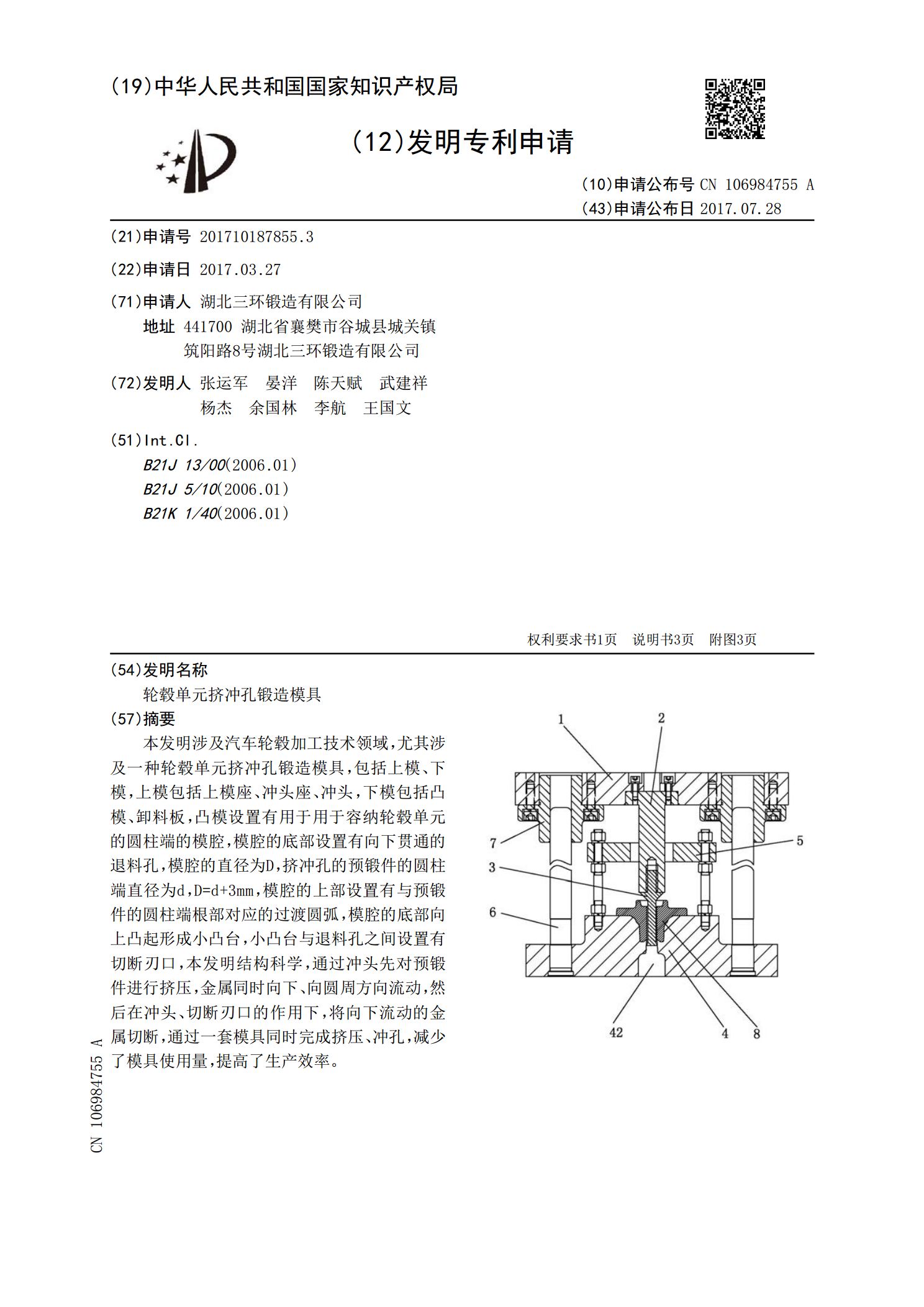
轮毂单元挤冲孔锻造模具.pdf
本发明涉及汽车轮毂加工技术领域,尤其涉及一种轮毂单元挤冲孔锻造模具,包括上模、下模,上模包括上模座、冲头座、冲头,下模包括凸模、卸料板,凸模设置有用于用于容纳轮毂单元的圆柱端的模腔,模腔的底部设置有向下贯通的退料孔,模腔的直径为D,挤冲孔的预锻件的圆柱端直径为d,D=d+3mm,模腔的上部设置有与预锻件的圆柱端根部对应的过渡圆弧,模腔的底部向上凸起形成小凸台,小凸台与退料孔之间设置有切断刃口,本发明结构科学,通过冲头先对预锻件进行挤压,金属同时向下、向圆周方向流动,然后在冲头、切断刃口的作用下,将向下流动
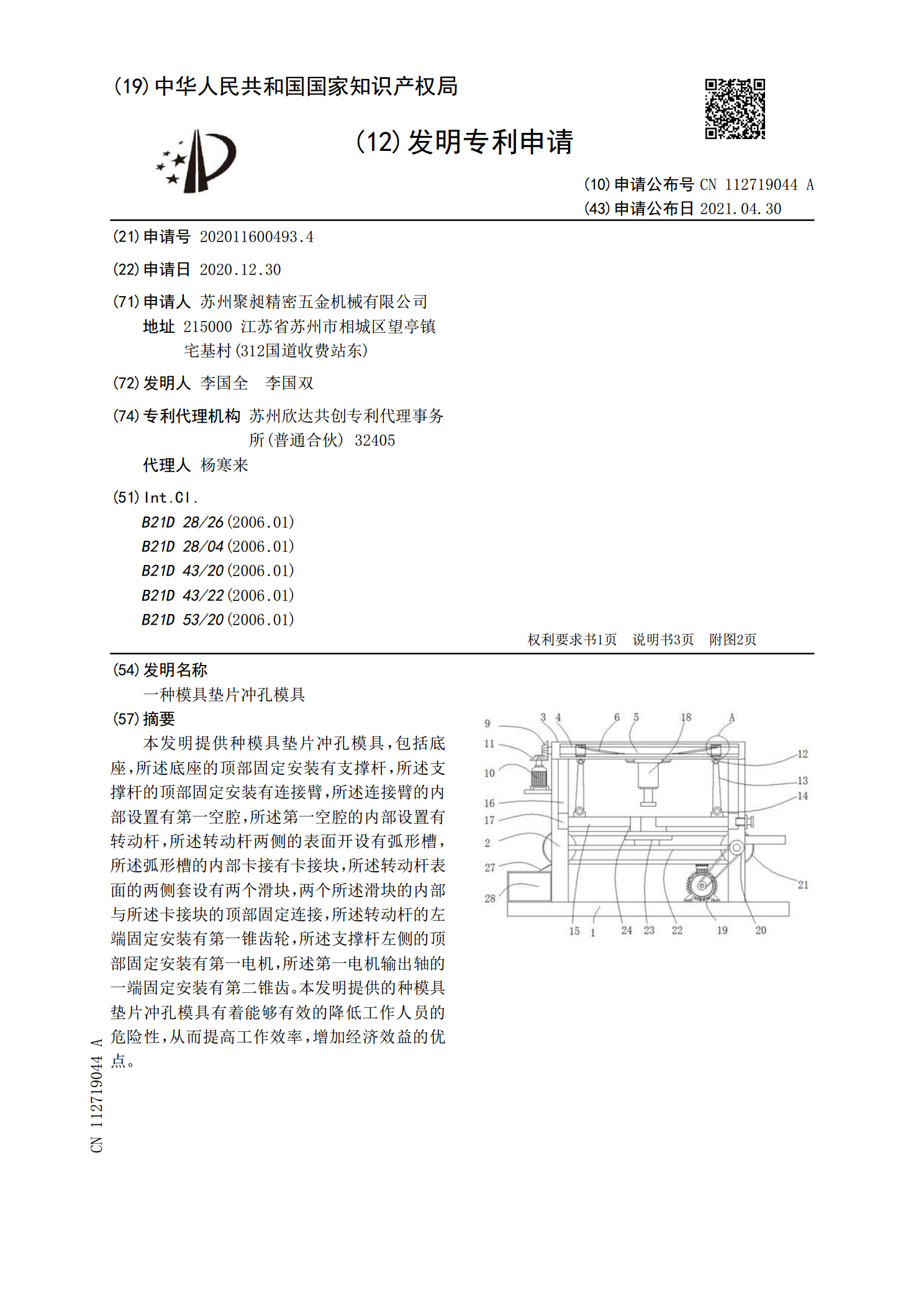
一种模具垫片冲孔模具.pdf
本发明提供种模具垫片冲孔模具,包括底座,所述底座的顶部固定安装有支撑杆,所述支撑杆的顶部固定安装有连接臂,所述连接臂的内部设置有第一空腔,所述第一空腔的内部设置有转动杆,所述转动杆两侧的表面开设有弧形槽,所述弧形槽的内部卡接有卡接块,所述转动杆表面的两侧套设有两个滑块,两个所述滑块的内部与所述卡接块的顶部固定连接,所述转动杆的左端固定安装有第一锥齿轮,所述支撑杆左侧的顶部固定安装有第一电机,所述第一电机输出轴的一端固定安装有第二锥齿。本发明提供的种模具垫片冲孔模具有着能够有效的降低工作人员的危险性,从而提
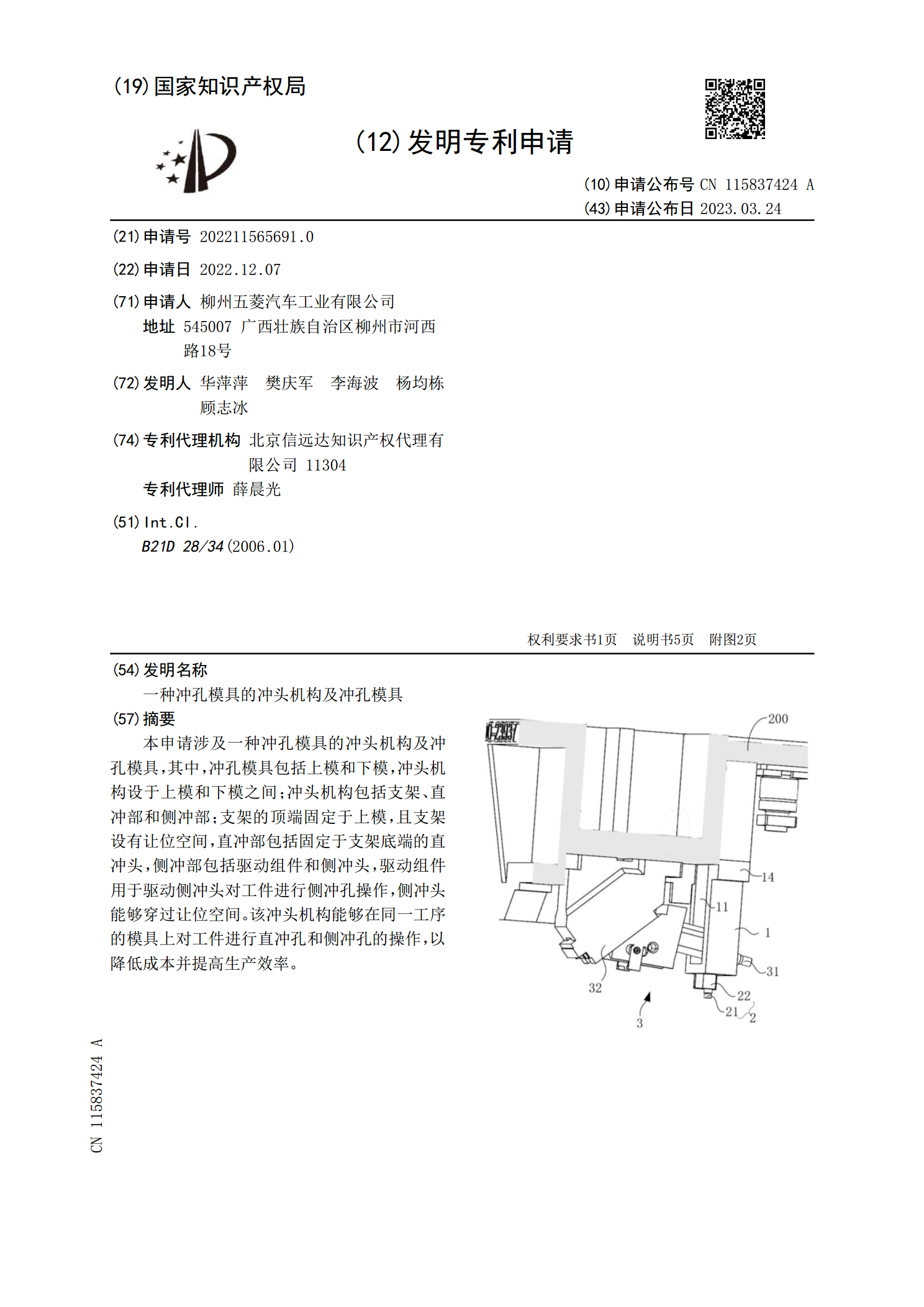
一种冲孔模具的冲头机构及冲孔模具.pdf
本申请涉及一种冲孔模具的冲头机构及冲孔模具,其中,冲孔模具包括上模和下模,冲头机构设于上模和下模之间;冲头机构包括支架、直冲部和侧冲部;支架的顶端固定于上模,且支架设有让位空间,直冲部包括固定于支架底端的直冲头,侧冲部包括驱动组件和侧冲头,驱动组件用于驱动侧冲头对工件进行侧冲孔操作,侧冲头能够穿过让位空间。该冲头机构能够在同一工序的模具上对工件进行直冲孔和侧冲孔的操作,以降低成本并提高生产效率。