
一种汽车轮毂轴承内圈和芯轴磨加工工艺.pdf

玉怡****文档

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车轮毂轴承内圈和芯轴磨加工工艺.pdf
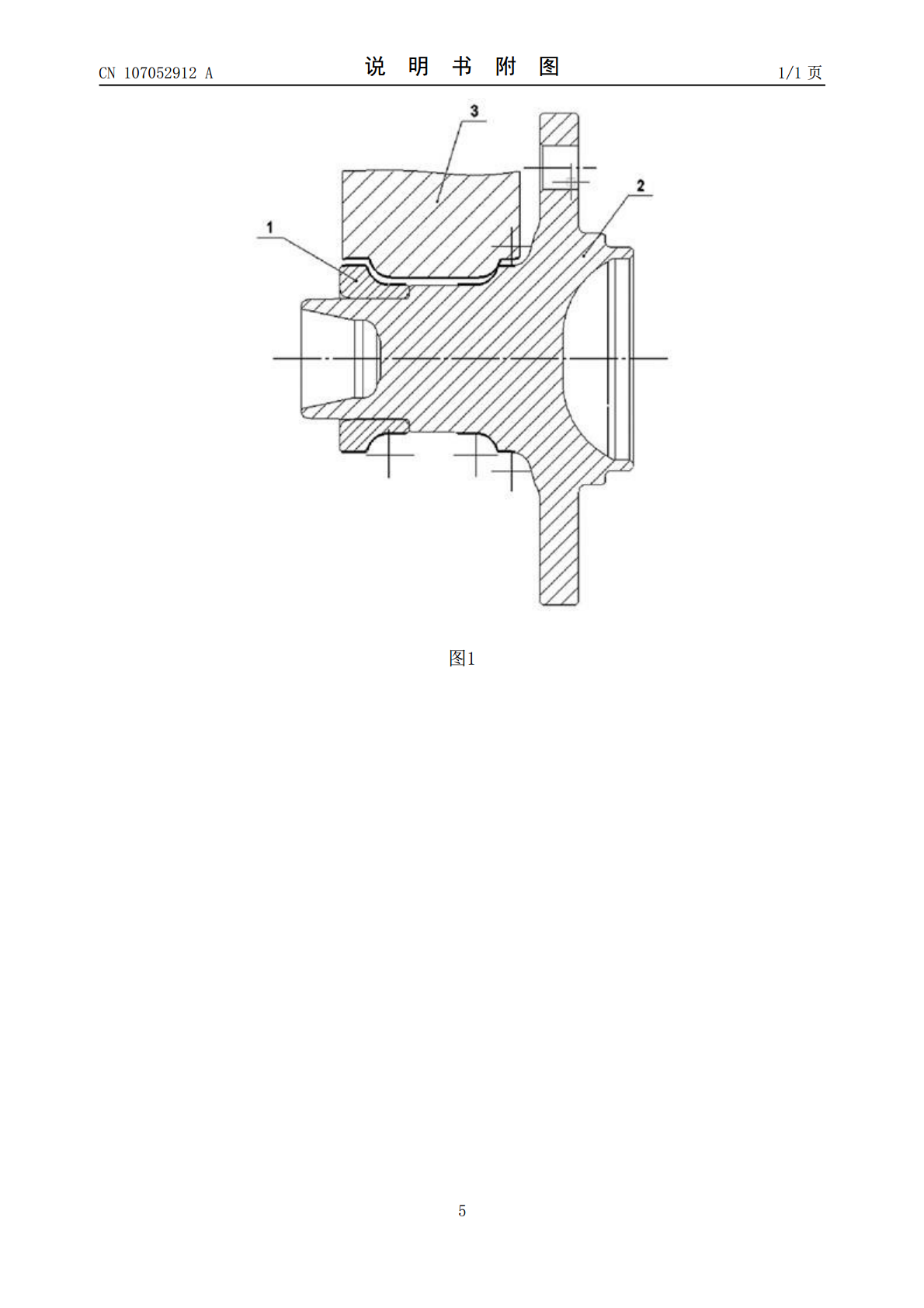
本发明公开了一种汽车轮毂轴承内圈和芯轴磨加工工艺,包括如下步骤,A.将内圈双端面进行研磨,内圈内径进行精磨;B.将芯轴精车车加工,将用于安装内圈的外径、轴肩和沟道进行粗磨;C.将完成步骤(A)的内圈压到完成步骤(B)的芯轴外径上,利用砂轮同时磨削内圈外径、芯轴上压密封圈外径和内圈、芯轴的沟道;磨加工完成后一起超精内圈、芯轴的沟道,即完成内圈和芯轴的磨加工。本发明对内圈和芯轴同时进行磨加工,有效的解决了现有内圈和芯轴过盈配合后的变形问题、两列沟道平行差问题和两列沟道不同轴问题,减少了产品返工,提高了生产效率
一种汽车轮毂轴承的加工工艺.pdf
本发明公开了一种汽车轮毂轴承的加工工艺,具体包括以下步骤:(1)将原料投入中频感应炉中熔炼,其中所述原料包括废钢、生铁、不锈钢,且废钢、生铁、不锈钢按照重量比为1:2:4;(2)将步骤(1)所得产物投入注塑成型机的料斗内,由螺杆挤出注塑到模具型腔内,得到轴承初品;(3)对轴承初品进行打磨修边;(4)对轴承初品进行热处理,然后空冷至室温;(5)将轮毂轴承置于螺旋振动研磨机中进行研磨;(6)对符合标准的产品清洗烘干后油封。相对于现有技术,加工工艺简单,效率高,提高了轴承的精确度,表面硬度高,耐热性良好,使用寿
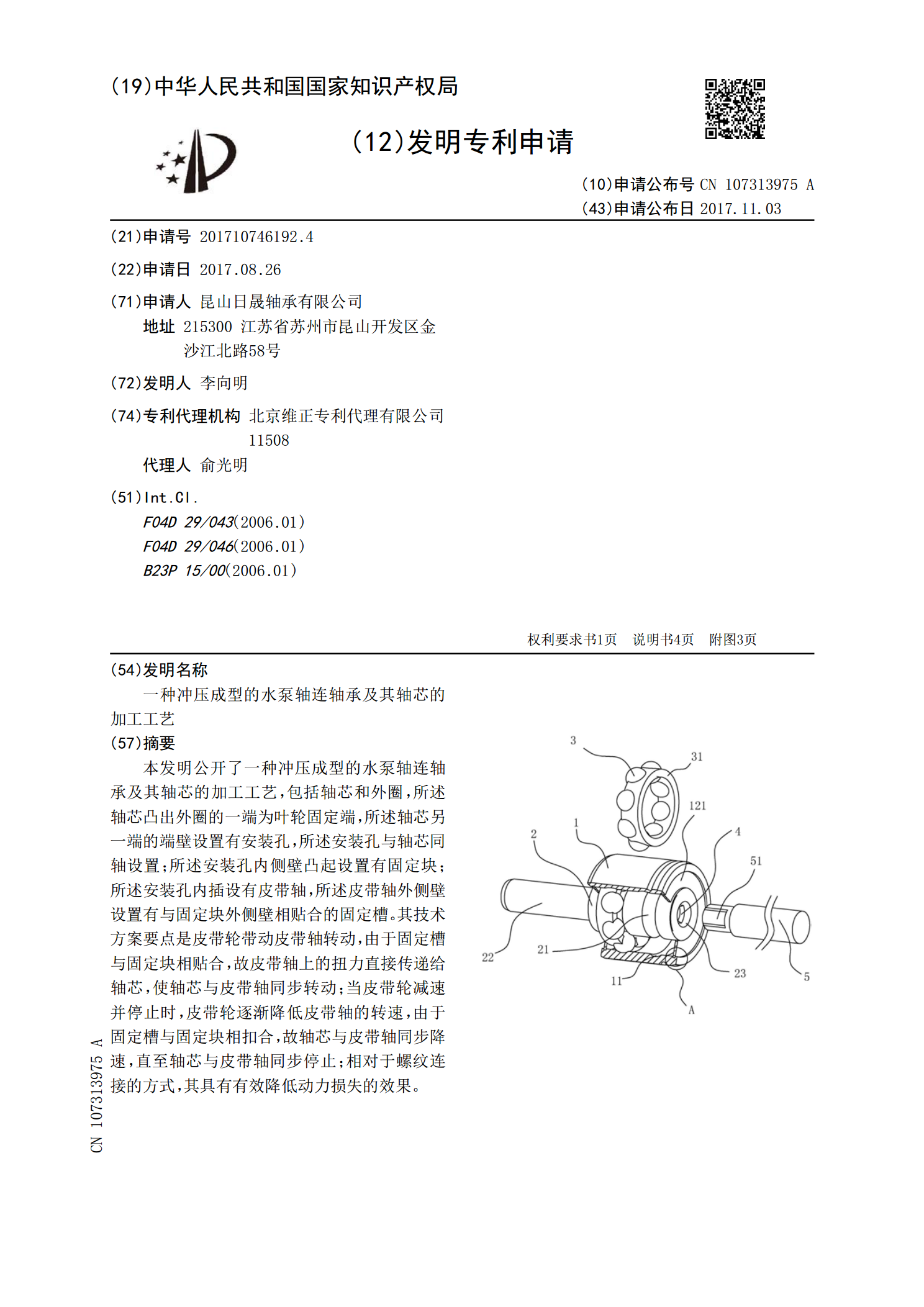
一种冲压成型的水泵轴连轴承及其轴芯的加工工艺.pdf
本发明公开了一种冲压成型的水泵轴连轴承及其轴芯的加工工艺,包括轴芯和外圈,所述轴芯凸出外圈的一端为叶轮固定端,所述轴芯另一端的端壁设置有安装孔,所述安装孔与轴芯同轴设置;所述安装孔内侧壁凸起设置有固定块;所述安装孔内插设有皮带轴,所述皮带轴外侧壁设置有与固定块外侧壁相贴合的固定槽。其技术方案要点是皮带轮带动皮带轴转动,由于固定槽与固定块相贴合,故皮带轴上的扭力直接传递给轴芯,使轴芯与皮带轴同步转动;当皮带轮减速并停止时,皮带轮逐渐降低皮带轴的转速,由于固定槽与固定块相扣合,故轴芯与皮带轴同步降速,直至轴芯
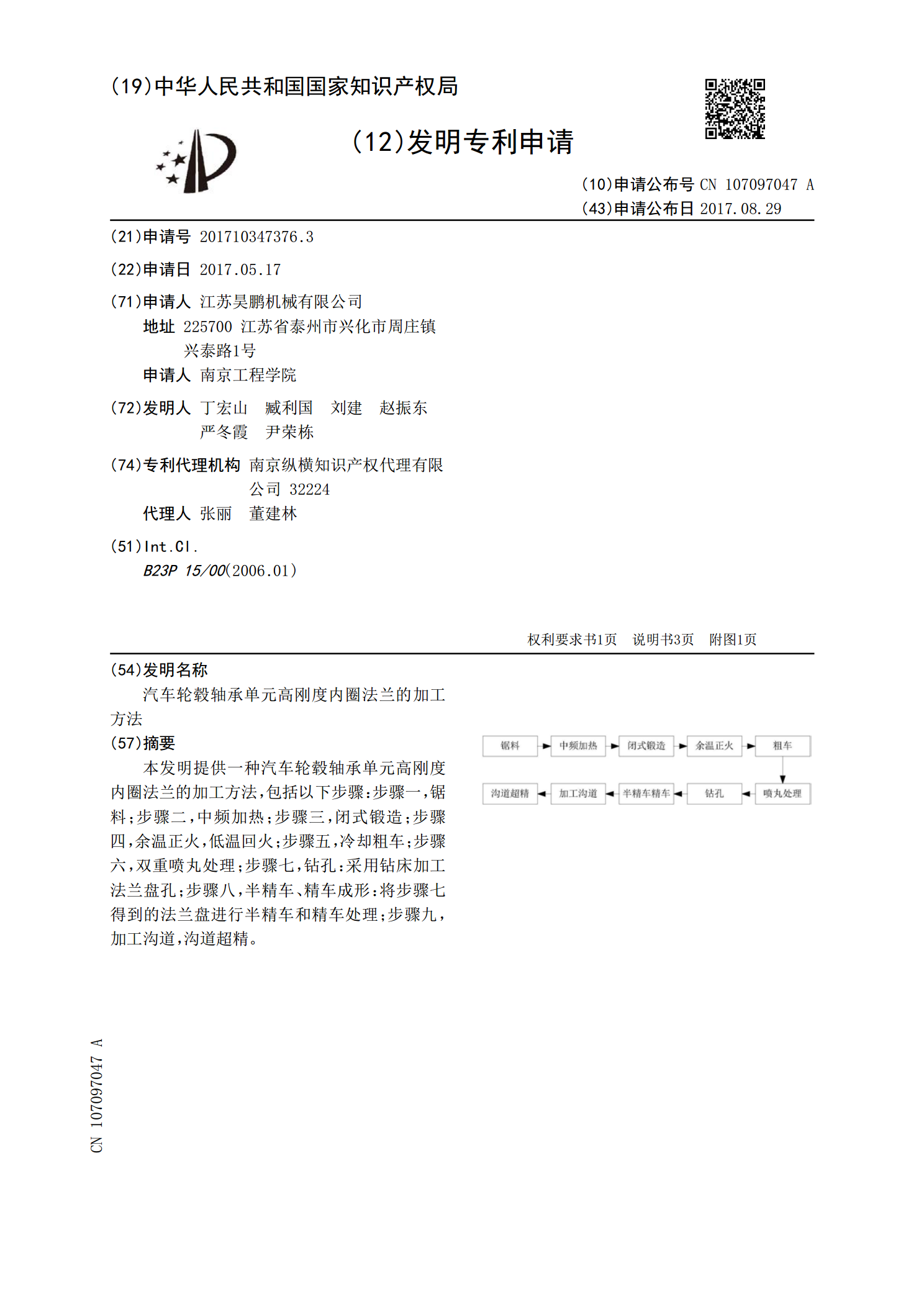
汽车轮毂轴承单元高刚度内圈法兰的加工方法.pdf
本发明提供一种汽车轮毂轴承单元高刚度内圈法兰的加工方法,包括以下步骤:步骤一,锯料;步骤二,中频加热;步骤三,闭式锻造;步骤四,余温正火,低温回火;步骤五,冷却粗车;步骤六,双重喷丸处理;步骤七,钻孔:采用钻床加工法兰盘孔;步骤八,半精车、精车成形:将步骤七得到的法兰盘进行半精车和精车处理;步骤九,加工沟道,沟道超精。

第三代轮毂轴承磨加工工艺.docx
第三代轮毂轴承磨加工工艺随着现代工业的不断发展,轮毂轴承的应用越来越广泛,减少轮毂轴承在运动过程中的阻力和摩擦,成为提高整个系统效率的重要措施之一。针对轮毂轴承的磨加工工艺进行优化,是提高轮毂轴承性能的关键,本文将探讨第三代轮毂轴承磨加工工艺的优化和发展。一、第三代轮毂轴承的定义和优点第三代轮毂轴承是一种新型轮毂轴承,它引入了先进的传感技术、控制技术和计算机技术。相比于传统的轮毂轴承,第三代轮毂轴承中的传感器可以实时监测轴承的状况,通过控制器对轴承运动进行智能化管理,可以降低轴承的磨损程度,提高整个系统的