
汽车轮毂轴承单元高刚度内圈法兰的加工方法.pdf

Ro****44

1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车轮毂轴承单元高刚度内圈法兰的加工方法.pdf
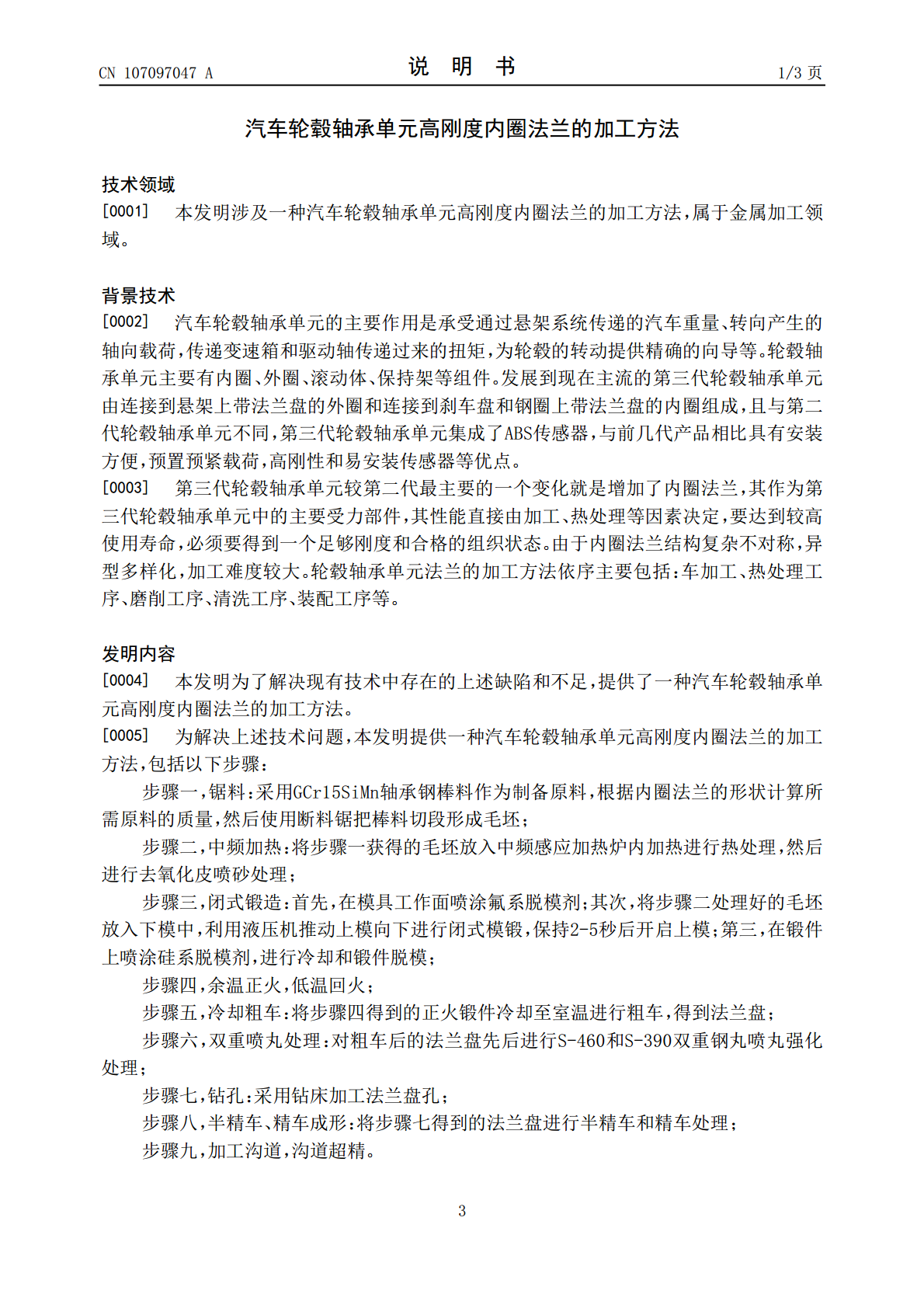
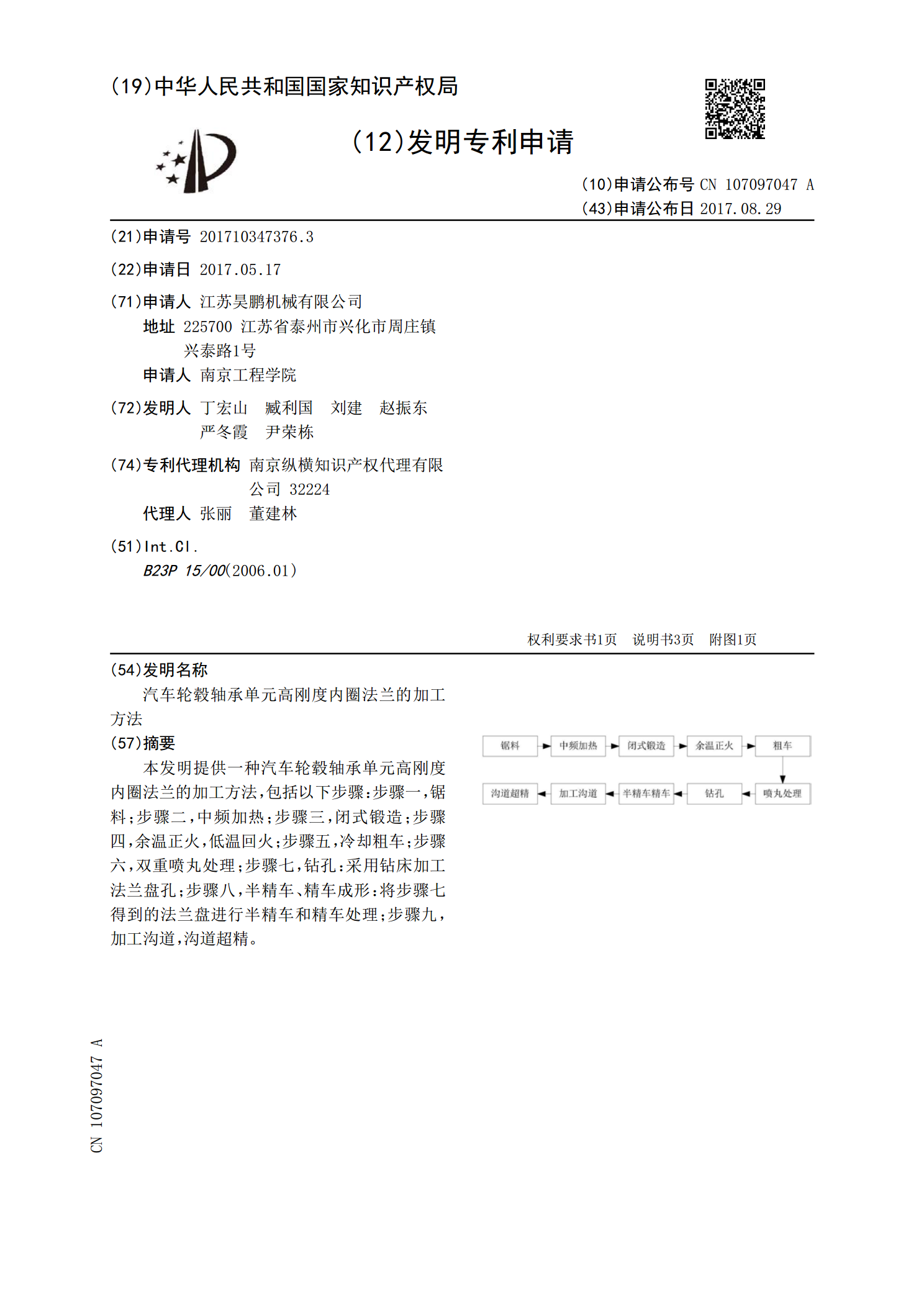
本发明提供一种汽车轮毂轴承单元高刚度内圈法兰的加工方法,包括以下步骤:步骤一,锯料;步骤二,中频加热;步骤三,闭式锻造;步骤四,余温正火,低温回火;步骤五,冷却粗车;步骤六,双重喷丸处理;步骤七,钻孔:采用钻床加工法兰盘孔;步骤八,半精车、精车成形:将步骤七得到的法兰盘进行半精车和精车处理;步骤九,加工沟道,沟道超精。

高刚度长寿命轮毂轴承单元.pdf
本发明公开了一种高刚度长寿命轮毂轴承单元,其特征在于:在内法兰盘左端部设有凸起的卷边,内套圈的内圆套装在内法兰盘左端外圆上的凹槽内;套装在内法兰盘左端外圆凹槽内的内套圈的外圆与外法兰盘内圆相对应的内圆面上设有第一环形球面滚道;内套圈右端和内法兰盘外圆台阶相连接处与外法兰盘内圆相对应的圆面上设有第二环形球面滚道,内法兰盘外圆与外法兰盘内圆的右端相对应的圆面上设有第三环形球面滚道,分别在滚道内装保持架和钢球;在外法兰盘左端第一外圆上设O型密封圈,内套圈左端与外法兰盘左端内圆之间设有第一橡胶密封圈和磁性防尘盖;

轮毂轴承内圈的成型磨削方法.docx
轮毂轴承内圈的成型磨削方法轮毂轴承是汽车和其他机械设备中非常重要的零件之一,它起着支撑轮毂转动的作用。在轮毂轴承中,轴承内圈的成型磨削是一项重要的加工工艺,它直接影响轮毂轴承的性能和使用寿命。本文将详细介绍轮毂轴承内圈成型磨削的方法。成型磨削是一种通过先加工再磨削的工艺,它可以用于对轴承内圈进行精确的形状和尺寸控制。成型磨削由以下几个步骤组成:第一步,准备工作。在进行轮毂轴承内圈的成型磨削之前,需要进行准备工作,包括选择合适的磨削机床、刀具和磨粒,并对工件进行固定和夹紧。第二步,加工成型。在进行成型磨削之
检测非驱动轮轮毂轴承单元内圈法兰端径跳的装置.pdf
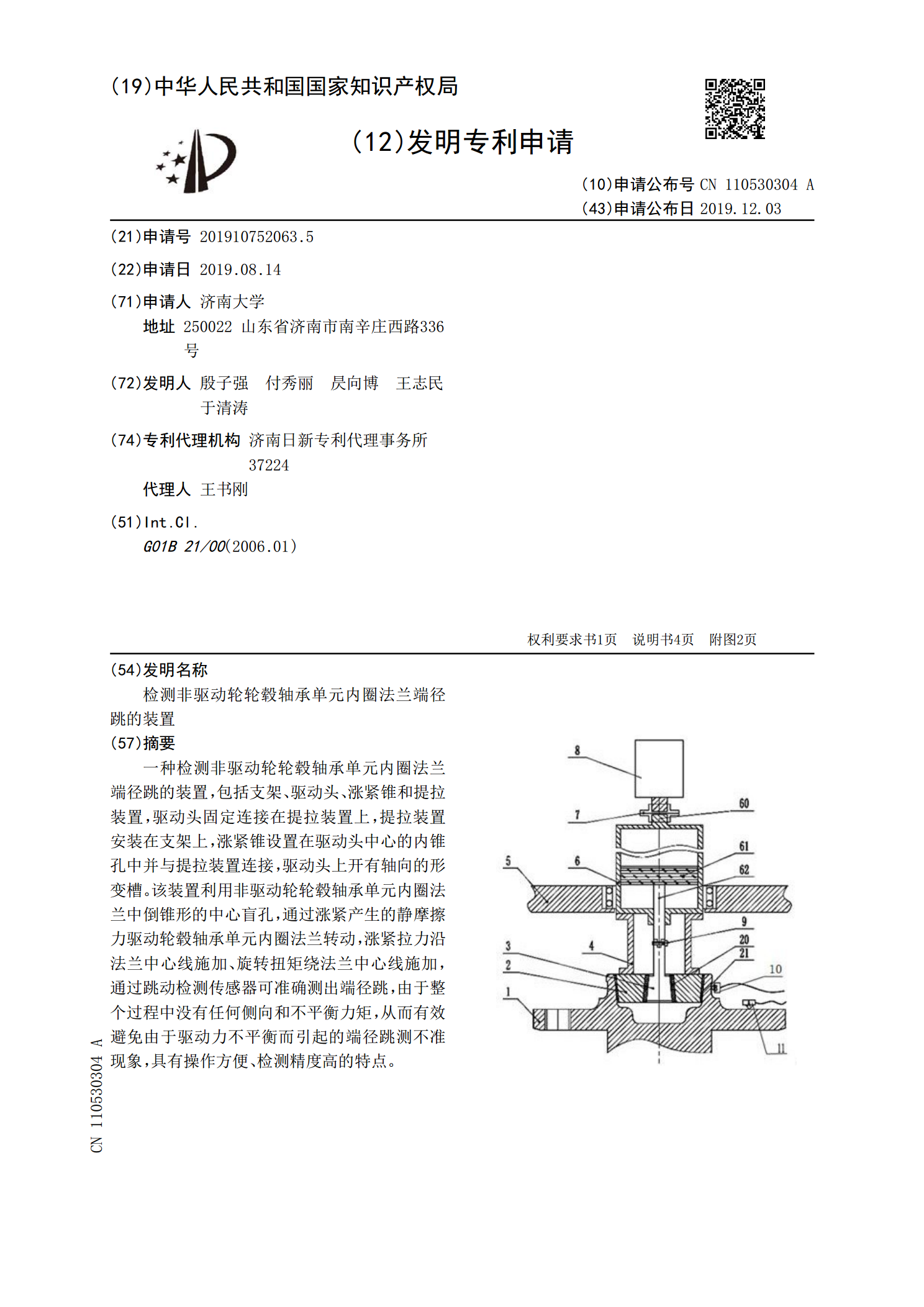
一种检测非驱动轮轮毂轴承单元内圈法兰端径跳的装置,包括支架、驱动头、涨紧锥和提拉装置,驱动头固定连接在提拉装置上,提拉装置安装在支架上,涨紧锥设置在驱动头中心的内锥孔中并与提拉装置连接,驱动头上开有轴向的形变槽。该装置利用非驱动轮轮毂轴承单元内圈法兰中倒锥形的中心盲孔,通过涨紧产生的静摩擦力驱动轮毂轴承单元内圈法兰转动,涨紧拉力沿法兰中心线施加、旋转扭矩绕法兰中心线施加,通过跳动检测传感器可准确测出端径跳,由于整个过程中没有任何侧向和不平衡力矩,从而有效避免由于驱动力不平衡而引起的端径跳测不准现象,具有操

双盲孔轻量型汽车轮毂轴承法兰及其加工和检测方法.pdf
本发明涉及一种双盲孔轻量型汽车轮毂轴承法兰及其加工和检测方法,所属汽车轮毂轴承法兰技术领域,包括轮毂轴承,所述的轮毂轴承上设有与轮毂轴承呈一体化的法兰盘,所述的法兰盘上设有若干轻量孔,两相邻的轻量孔间设有加强筋。具有结构简单、加工工艺便捷、尺寸精度稳定性好和效率高的特点。解决了满足汽车轮毂轴承单元静载荷的同时实现减重轻量化的问题。