
第三代轮毂轴承磨加工工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

第三代轮毂轴承磨加工工艺.docx
第三代轮毂轴承磨加工工艺随着现代工业的不断发展,轮毂轴承的应用越来越广泛,减少轮毂轴承在运动过程中的阻力和摩擦,成为提高整个系统效率的重要措施之一。针对轮毂轴承的磨加工工艺进行优化,是提高轮毂轴承性能的关键,本文将探讨第三代轮毂轴承磨加工工艺的优化和发展。一、第三代轮毂轴承的定义和优点第三代轮毂轴承是一种新型轮毂轴承,它引入了先进的传感技术、控制技术和计算机技术。相比于传统的轮毂轴承,第三代轮毂轴承中的传感器可以实时监测轴承的状况,通过控制器对轴承运动进行智能化管理,可以降低轴承的磨损程度,提高整个系统的

轮毂轴承加工工艺.pdf
本发明公开了轮毂轴承加工工艺,采用三遍磨削加工循环:初磨循环,细磨循环,终磨循环,在初磨循环后附加回火消除磨削应力。本发明轮毂轴承加工工艺简化,便于上下料,同时磨削工件精度高,在轴承的磨加工各工序中可以得到广泛使用。本发明工艺加工的轴承(非驱动轮用)有助于减小体积和重量,同时降低成本;第三代轮毂轴承(驱动轮用)在组装到汽车之前已经预置了载荷,因此免去了调整内部零部件位置的步骤等。采用了摇辗技术的第三代轮毂轴承无论是用于驱动轮还是非驱动轮都具有以上优点。

一种汽车轮毂轴承内圈和芯轴磨加工工艺.pdf
本发明公开了一种汽车轮毂轴承内圈和芯轴磨加工工艺,包括如下步骤,A.将内圈双端面进行研磨,内圈内径进行精磨;B.将芯轴精车车加工,将用于安装内圈的外径、轴肩和沟道进行粗磨;C.将完成步骤(A)的内圈压到完成步骤(B)的芯轴外径上,利用砂轮同时磨削内圈外径、芯轴上压密封圈外径和内圈、芯轴的沟道;磨加工完成后一起超精内圈、芯轴的沟道,即完成内圈和芯轴的磨加工。本发明对内圈和芯轴同时进行磨加工,有效的解决了现有内圈和芯轴过盈配合后的变形问题、两列沟道平行差问题和两列沟道不同轴问题,减少了产品返工,提高了生产效率
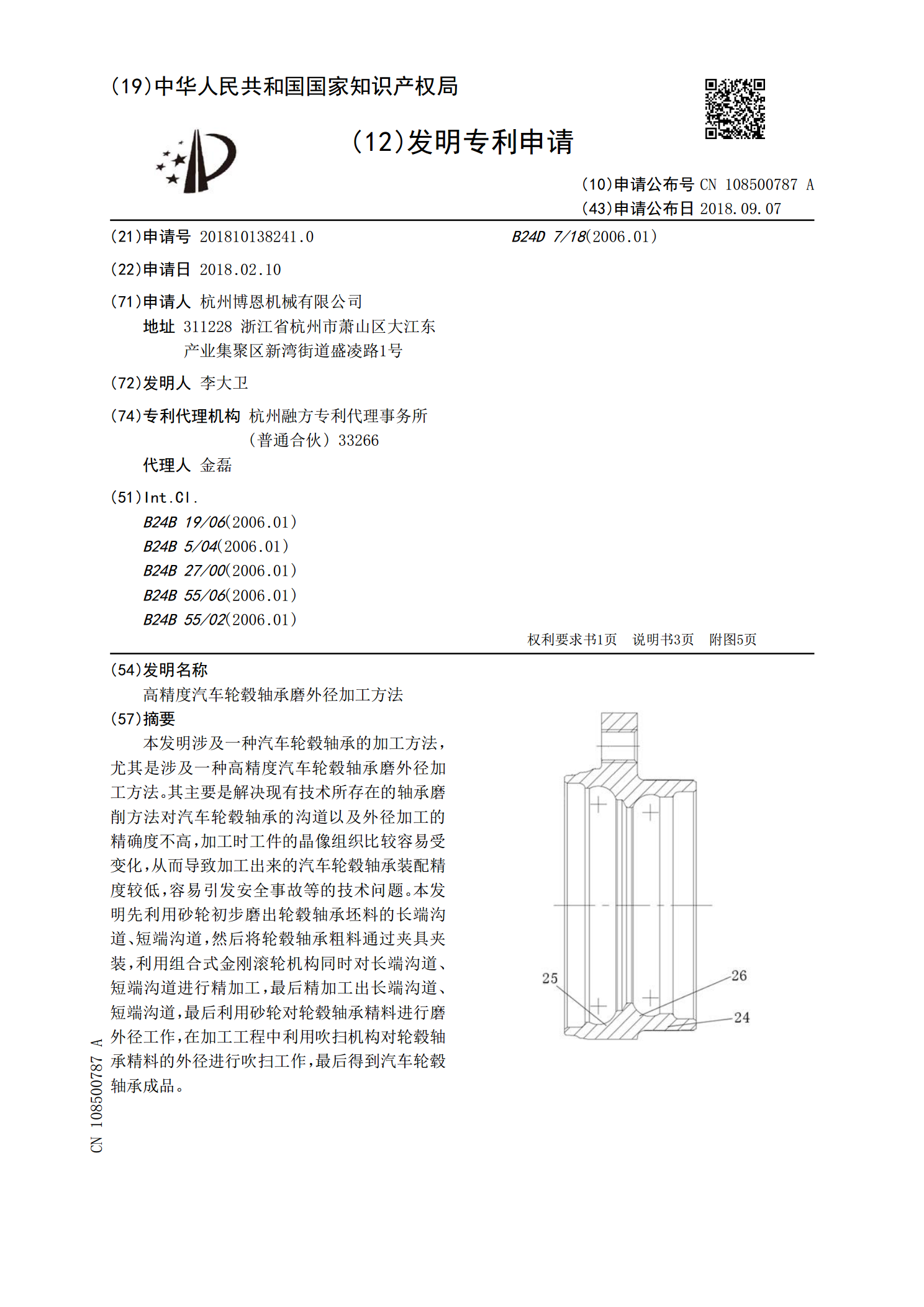
高精度汽车轮毂轴承磨外径加工方法.pdf
本发明涉及一种汽车轮毂轴承的加工方法,尤其是涉及一种高精度汽车轮毂轴承磨外径加工方法。其主要是解决现有技术所存在的轴承磨削方法对汽车轮毂轴承的沟道以及外径加工的精确度不高,加工时工件的晶像组织比较容易受变化,从而导致加工出来的汽车轮毂轴承装配精度较低,容易引发安全事故等的技术问题。本发明先利用砂轮初步磨出轮毂轴承坯料的长端沟道、短端沟道,然后将轮毂轴承粗料通过夹具夹装,利用组合式金刚滚轮机构同时对长端沟道、短端沟道进行精加工,最后精加工出长端沟道、短端沟道,最后利用砂轮对轮毂轴承精料进行磨外径工作,在加工
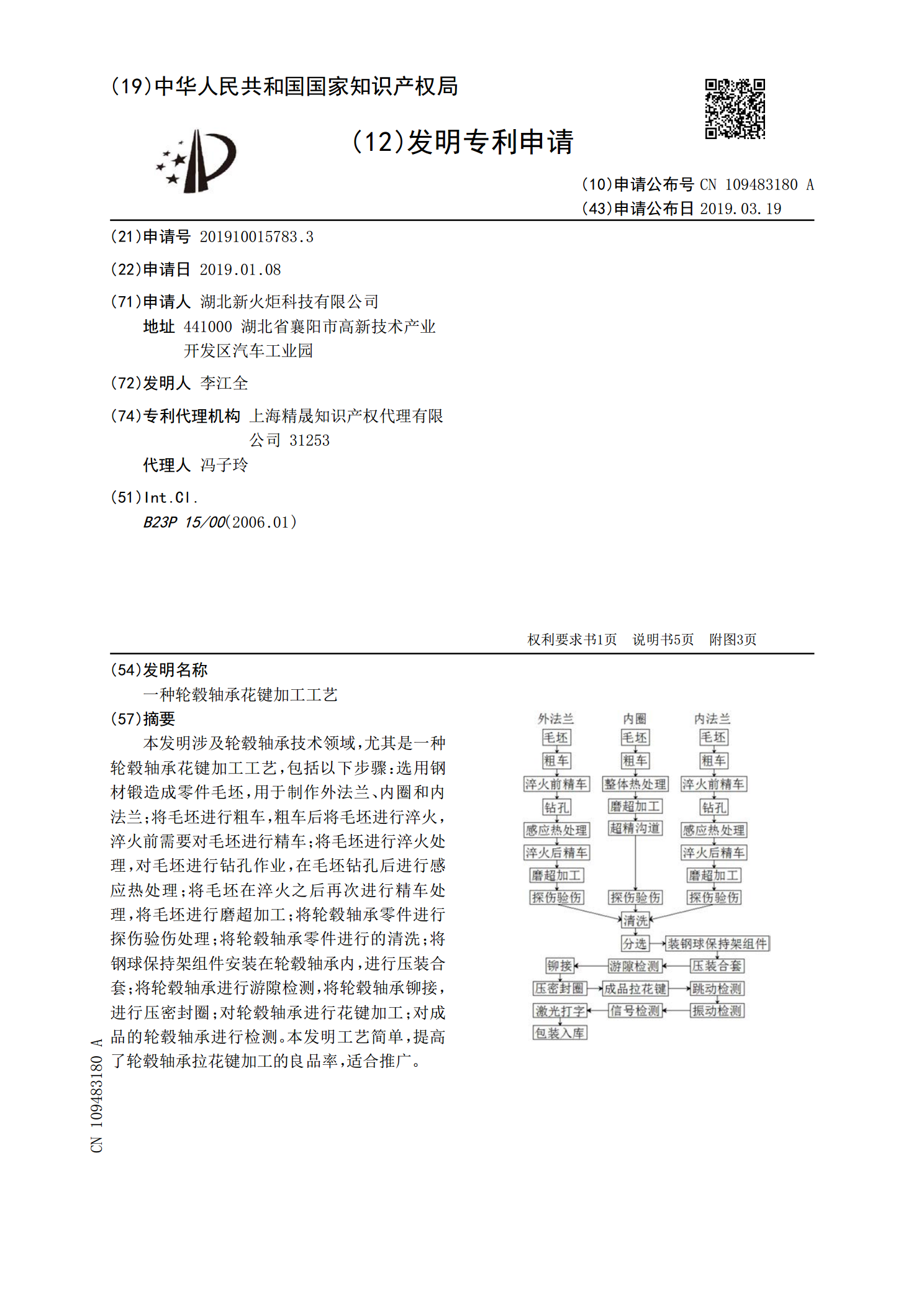
一种轮毂轴承花键加工工艺.pdf
本发明涉及轮毂轴承技术领域,尤其是一种轮毂轴承花键加工工艺,包括以下步骤:选用钢材锻造成零件毛坯,用于制作外法兰、内圈和内法兰;将毛坯进行粗车,粗车后将毛坯进行淬火,淬火前需要对毛坯进行精车;将毛坯进行淬火处理,对毛坯进行钻孔作业,在毛坯钻孔后进行感应热处理;将毛坯在淬火之后再次进行精车处理,将毛坯进行磨超加工;将轮毂轴承零件进行探伤验伤处理;将轮毂轴承零件进行的清洗;将钢球保持架组件安装在轮毂轴承内,进行压装合套;将轮毂轴承进行游隙检测,将轮毂轴承铆接,进行压密封圈;对轮毂轴承进行花键加工;对成品的轮毂