
一种冲压成型的水泵轴连轴承及其轴芯的加工工艺.pdf

波峻****99

1/9

2/9

3/9

4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲压成型的水泵轴连轴承及其轴芯的加工工艺.pdf
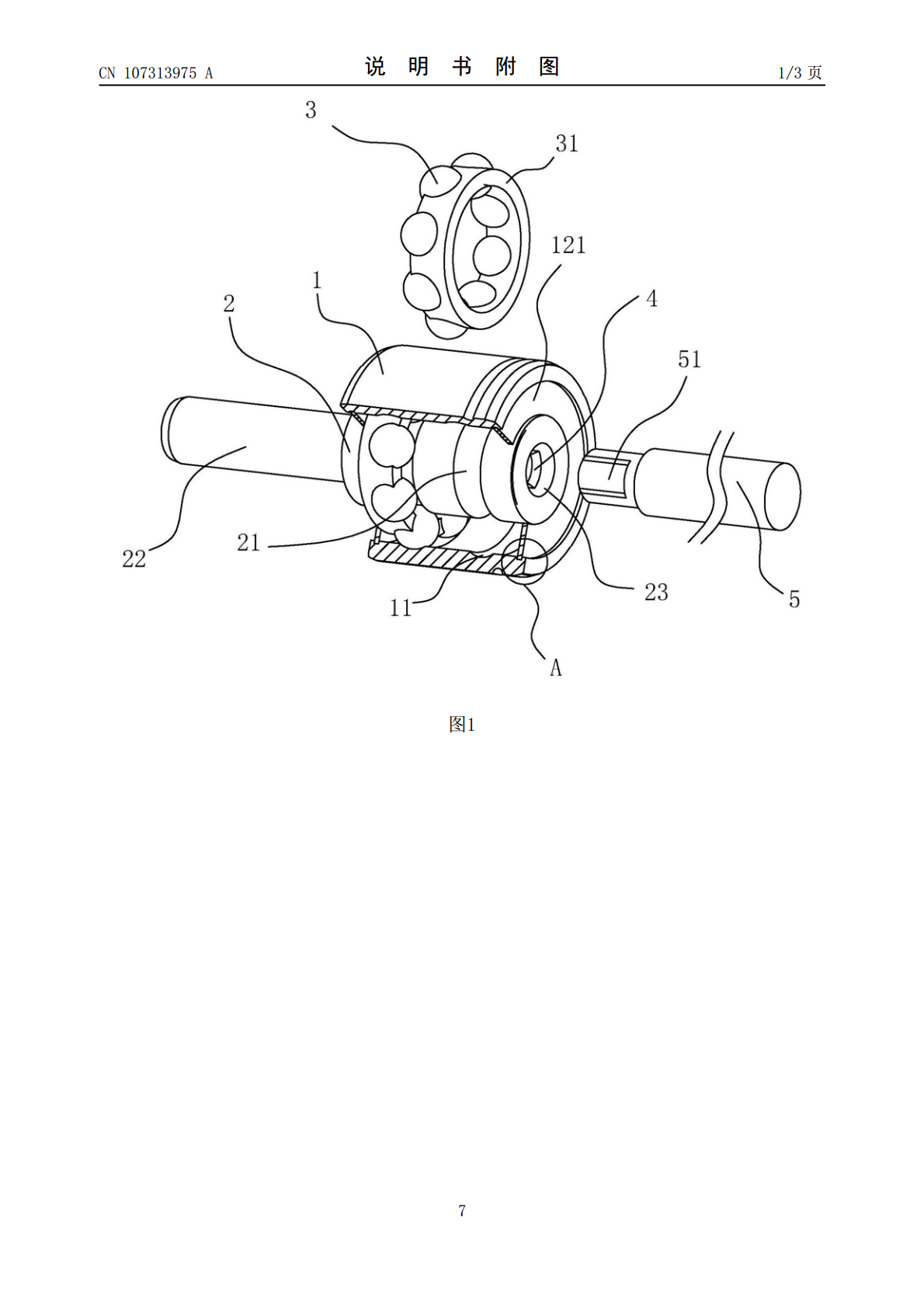
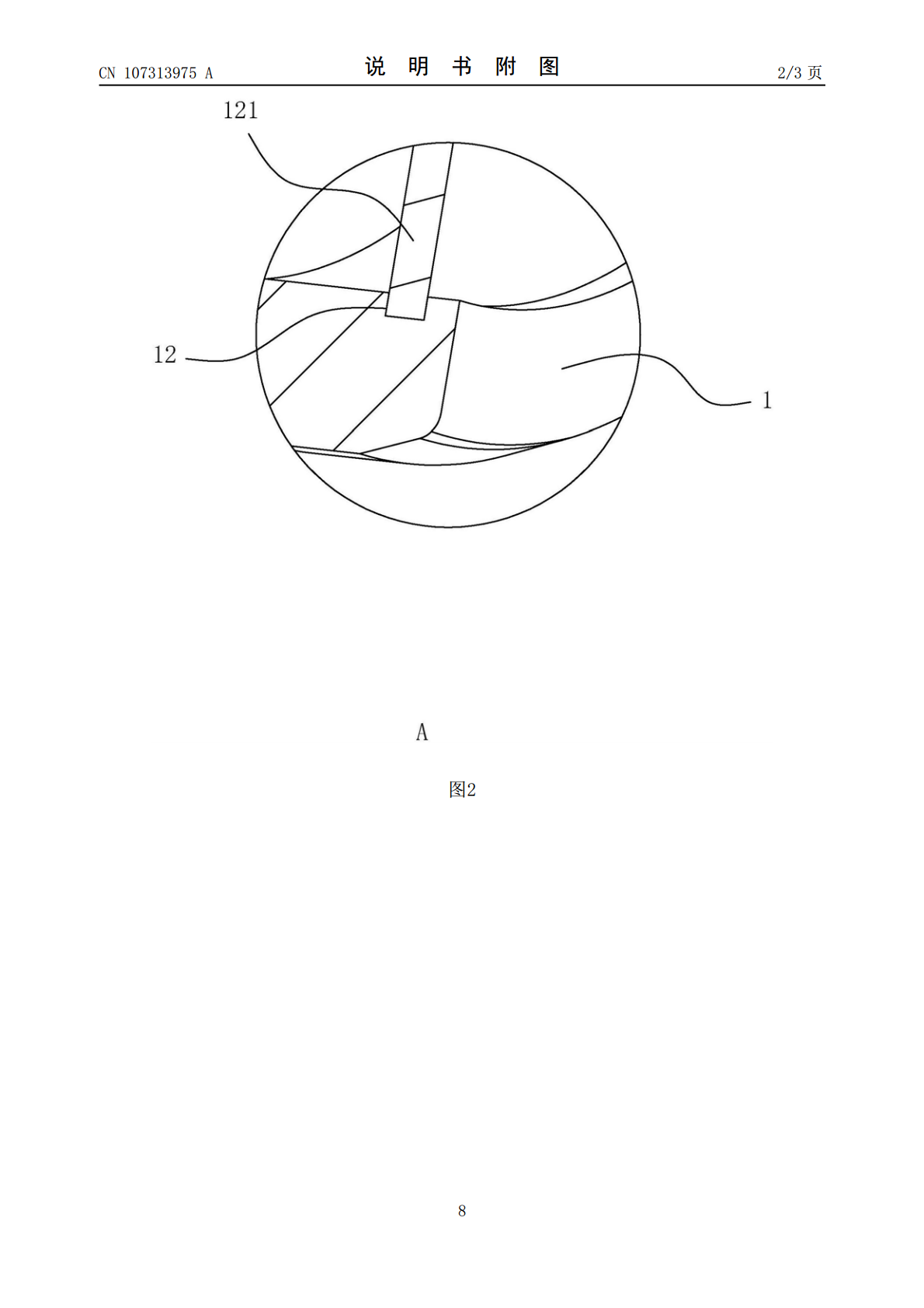
本发明公开了一种冲压成型的水泵轴连轴承及其轴芯的加工工艺,包括轴芯和外圈,所述轴芯凸出外圈的一端为叶轮固定端,所述轴芯另一端的端壁设置有安装孔,所述安装孔与轴芯同轴设置;所述安装孔内侧壁凸起设置有固定块;所述安装孔内插设有皮带轴,所述皮带轴外侧壁设置有与固定块外侧壁相贴合的固定槽。其技术方案要点是皮带轮带动皮带轴转动,由于固定槽与固定块相贴合,故皮带轴上的扭力直接传递给轴芯,使轴芯与皮带轴同步转动;当皮带轮减速并停止时,皮带轮逐渐降低皮带轴的转速,由于固定槽与固定块相扣合,故轴芯与皮带轴同步降速,直至轴芯

一种轴芯加工工艺.pdf
本申请涉及一种轴芯加工工艺,其包括如下步骤:S1:下料,用激光切割机下料;S2:调质热处理,使毛坯的硬度满足45HRC~50HRC;S3:机器校直,使上述S2步骤完成的毛坯的圆跳动在0.03mm内;S4:粗磨,用外圆磨床对毛坯进行粗磨加工,使毛坯的外径为8mm,圆跳动在0.02mm内;S5:车削,用数控车床对毛坯进行半精车加工;S6:滚丝,用搓丝机对毛坯进行直纹加工;S7:钻孔,用钻孔机在毛坯上轴向钻孔,钻出孔径为3mm的注水孔;S8:淬火,用回火炉对毛坯进行淬火处理;S9:外圆磨,外圆磨床对毛坯各段进行

一种平衡轴加工工艺及其成型模具.pdf
本发明公开了一种平衡轴加工工艺及其成型模具,包括以下步骤:选取40Cr为加工平衡轴的原材料;将所述步骤一中的原材料通过剪切机进行下料和截料;将所述步骤二中的原材料抛丸涂层,抛丸后石墨涂层防氧化、防脱碳;将所述步骤三中的棒材放置于中频感应加热炉中进行加热至1150℃;将所述步骤四中的棒材通过模具制成初坯;将初坯放置平衡轴成型模中,通过冲床压力机制成平衡轴锻坯;退火处理,将平衡轴锻坯加热至750℃,保温4小时,随炉冷却至330℃出炉,放置空气冷却;将冷却的平衡轴尺寸与图纸对比,利用精整模具对产品多余的边角进行

一种汽车轮毂轴承内圈和芯轴磨加工工艺.pdf
本发明公开了一种汽车轮毂轴承内圈和芯轴磨加工工艺,包括如下步骤,A.将内圈双端面进行研磨,内圈内径进行精磨;B.将芯轴精车车加工,将用于安装内圈的外径、轴肩和沟道进行粗磨;C.将完成步骤(A)的内圈压到完成步骤(B)的芯轴外径上,利用砂轮同时磨削内圈外径、芯轴上压密封圈外径和内圈、芯轴的沟道;磨加工完成后一起超精内圈、芯轴的沟道,即完成内圈和芯轴的磨加工。本发明对内圈和芯轴同时进行磨加工,有效的解决了现有内圈和芯轴过盈配合后的变形问题、两列沟道平行差问题和两列沟道不同轴问题,减少了产品返工,提高了生产效率
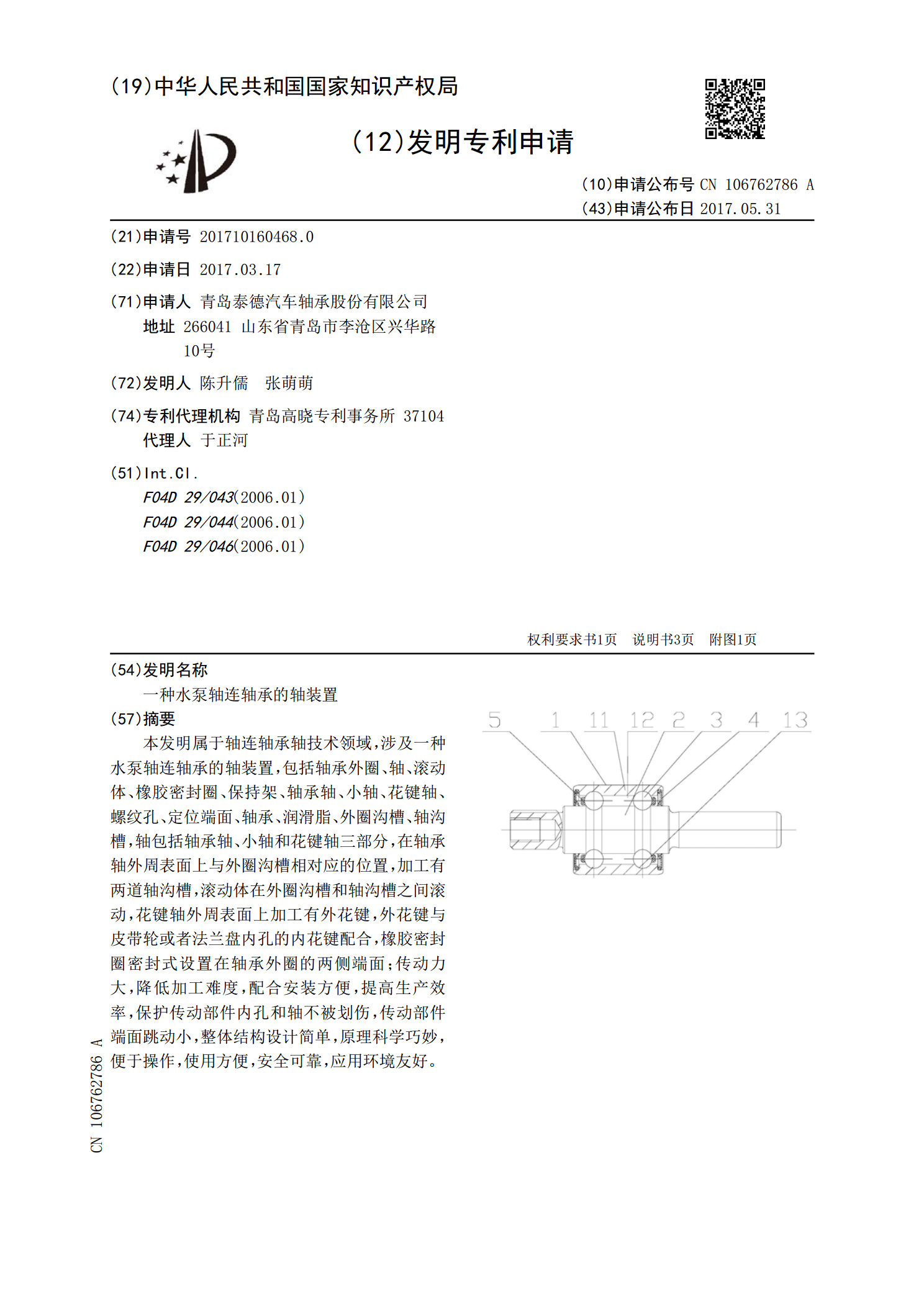
一种水泵轴连轴承的轴装置.pdf
本发明属于轴连轴承轴技术领域,涉及一种水泵轴连轴承的轴装置,包括轴承外圈、轴、滚动体、橡胶密封圈、保持架、轴承轴、小轴、花键轴、螺纹孔、定位端面、轴承、润滑脂、外圈沟槽、轴沟槽,轴包括轴承轴、小轴和花键轴三部分,在轴承轴外周表面上与外圈沟槽相对应的位置,加工有两道轴沟槽,滚动体在外圈沟槽和轴沟槽之间滚动,花键轴外周表面上加工有外花键,外花键与皮带轮或者法兰盘内孔的内花键配合,橡胶密封圈密封式设置在轴承外圈的两侧端面;传动力大,降低加工难度,配合安装方便,提高生产效率,保护传动部件内孔和轴不被划伤,传动部件