
一种卫星姿态调整工装.pdf

森林****io


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种卫星姿态调整工装.pdf
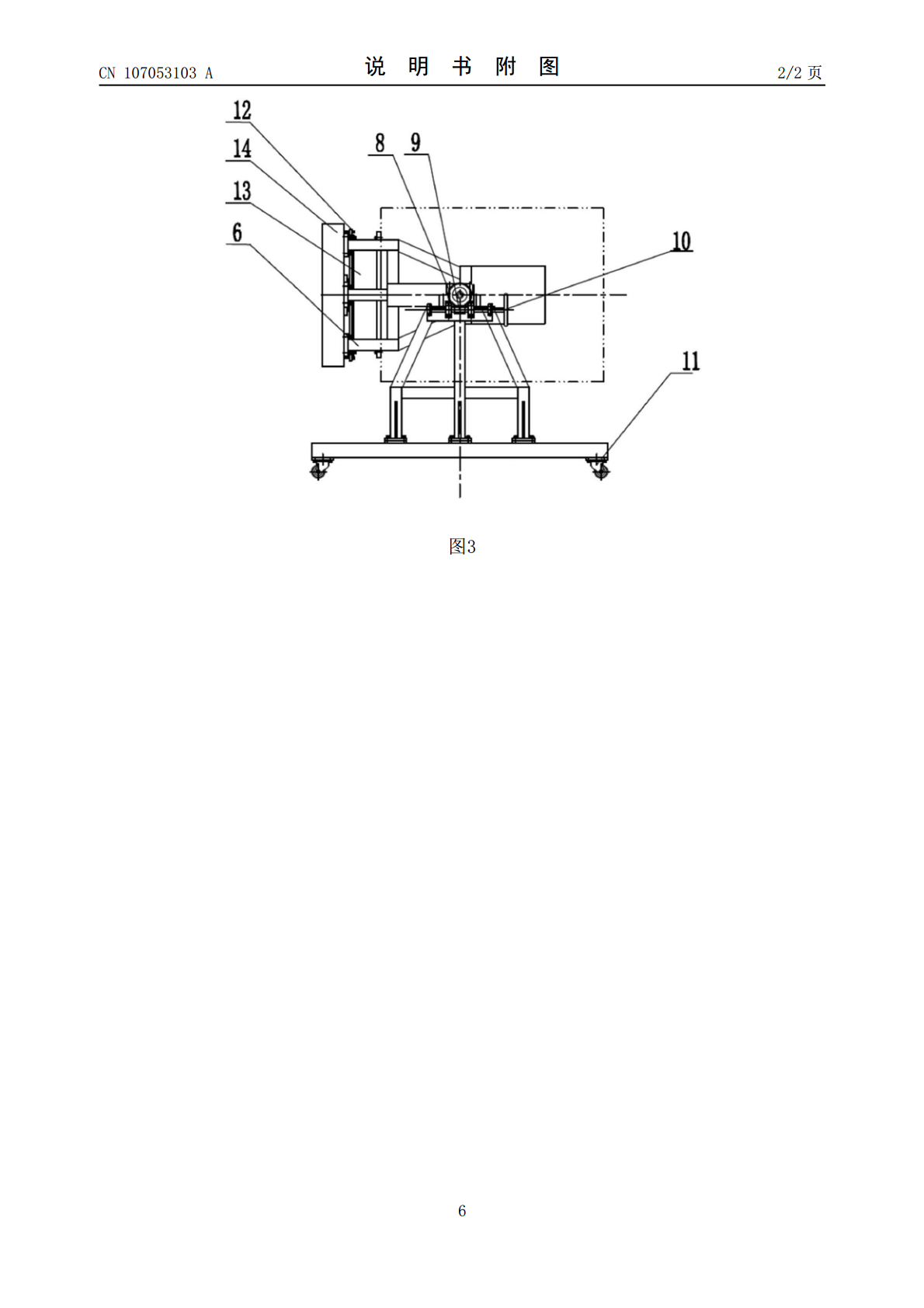
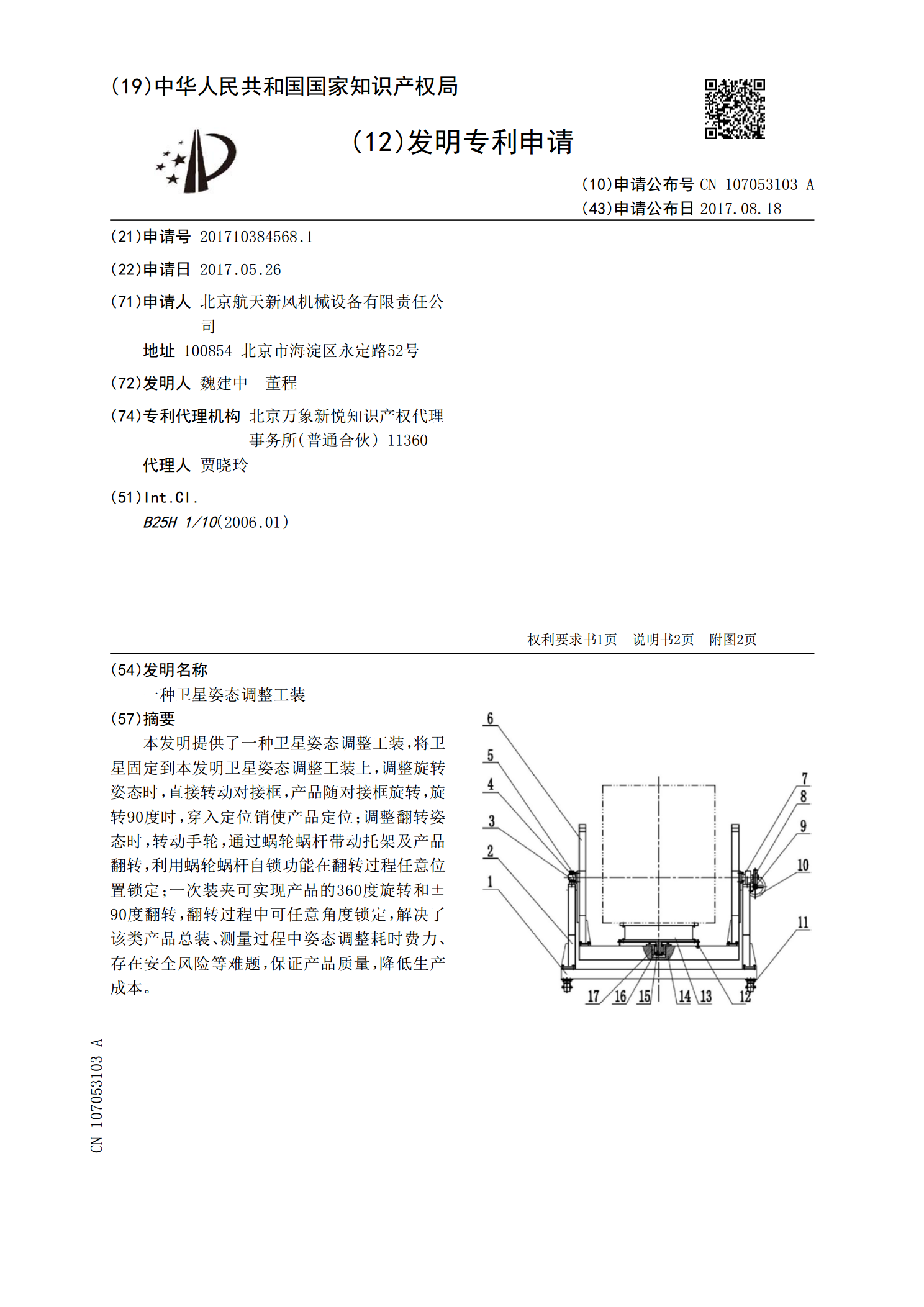
本发明提供了一种卫星姿态调整工装,将卫星固定到本发明卫星姿态调整工装上,调整旋转姿态时,直接转动对接框,产品随对接框旋转,旋转90度时,穿入定位销使产品定位;调整翻转姿态时,转动手轮,通过蜗轮蜗杆带动托架及产品翻转,利用蜗轮蜗杆自锁功能在翻转过程任意位置锁定;一次装夹可实现产品的360度旋转和±90度翻转,翻转过程中可任意角度锁定,解决了该类产品总装、测量过程中姿态调整耗时费力、存在安全风险等难题,保证产品质量,降低生产成本。
一种卫星姿态调整工装.pdf
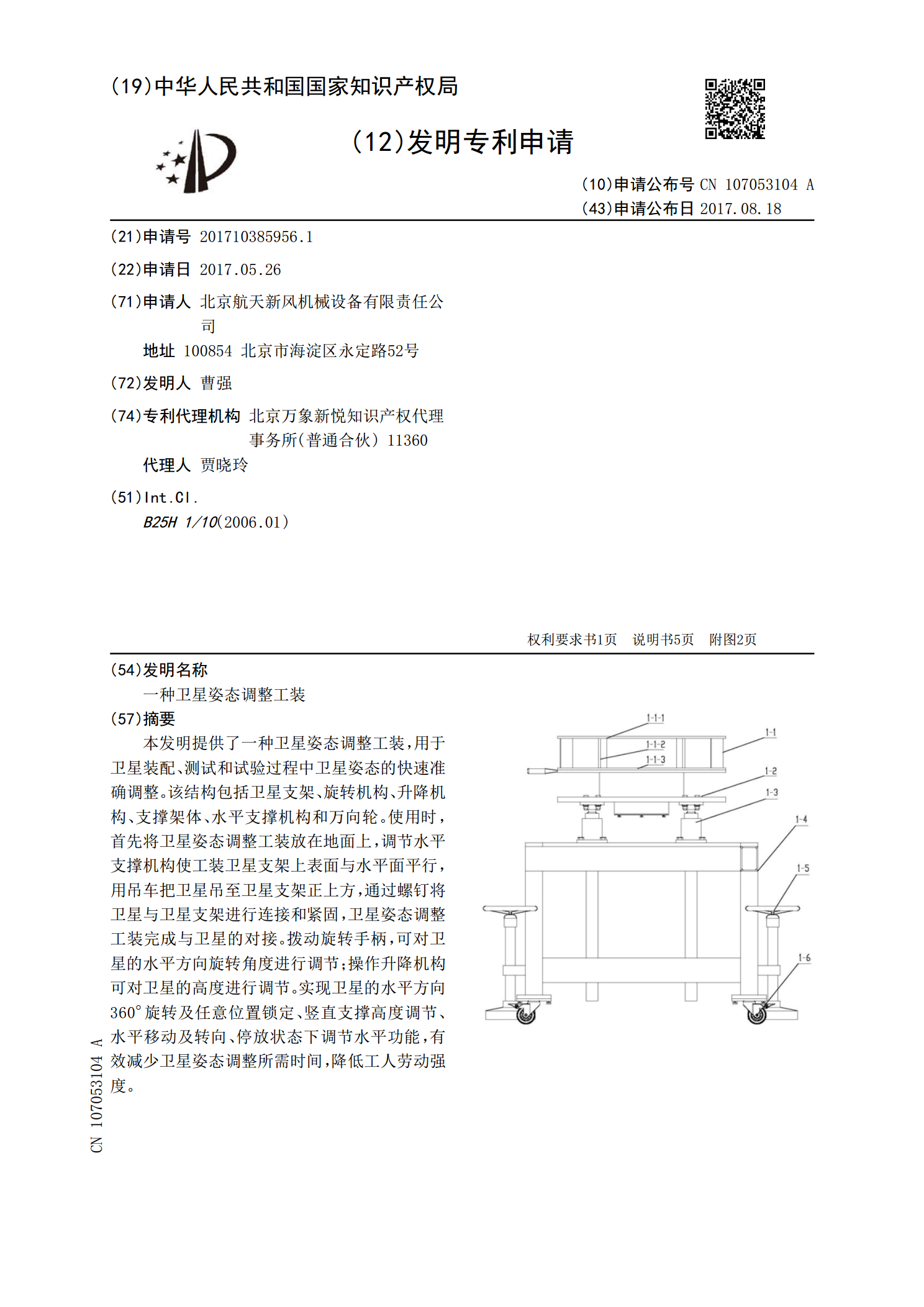
本发明提供了一种卫星姿态调整工装,用于卫星装配、测试和试验过程中卫星姿态的快速准确调整。该结构包括卫星支架、旋转机构、升降机构、支撑架体、水平支撑机构和万向轮。使用时,首先将卫星姿态调整工装放在地面上,调节水平支撑机构使工装卫星支架上表面与水平面平行,用吊车把卫星吊至卫星支架正上方,通过螺钉将卫星与卫星支架进行连接和紧固,卫星姿态调整工装完成与卫星的对接。拨动旋转手柄,可对卫星的水平方向旋转角度进行调节;操作升降机构可对卫星的高度进行调节。实现卫星的水平方向360°旋转及任意位置锁定、竖直支撑高度调节、水
卫星姿态调整两轴转台.pdf
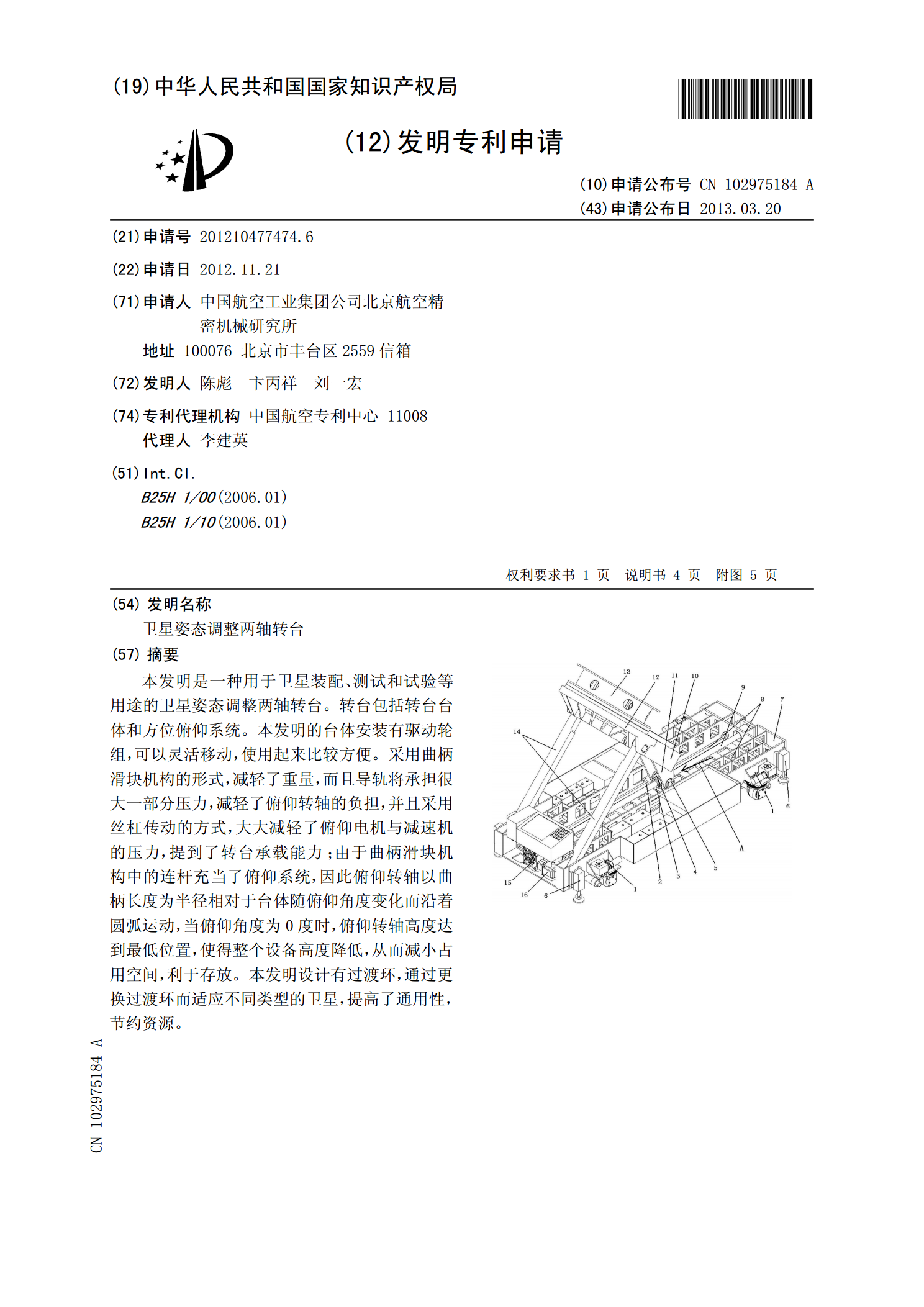
本发明是一种用于卫星装配、测试和试验等用途的卫星姿态调整两轴转台。转台包括转台台体和方位俯仰系统。本发明的台体安装有驱动轮组,可以灵活移动,使用起来比较方便。采用曲柄滑块机构的形式,减轻了重量,而且导轨将承担很大一部分压力,减轻了俯仰转轴的负担,并且采用丝杠传动的方式,大大减轻了俯仰电机与减速机的压力,提到了转台承载能力;由于曲柄滑块机构中的连杆充当了俯仰系统,因此俯仰转轴以曲柄长度为半径相对于台体随俯仰角度变化而沿着圆弧运动,当俯仰角度为0度时,俯仰转轴高度达到最低位置,使得整个设备高度降低,从而减小占
一种卫星姿态快速调平装置.pdf
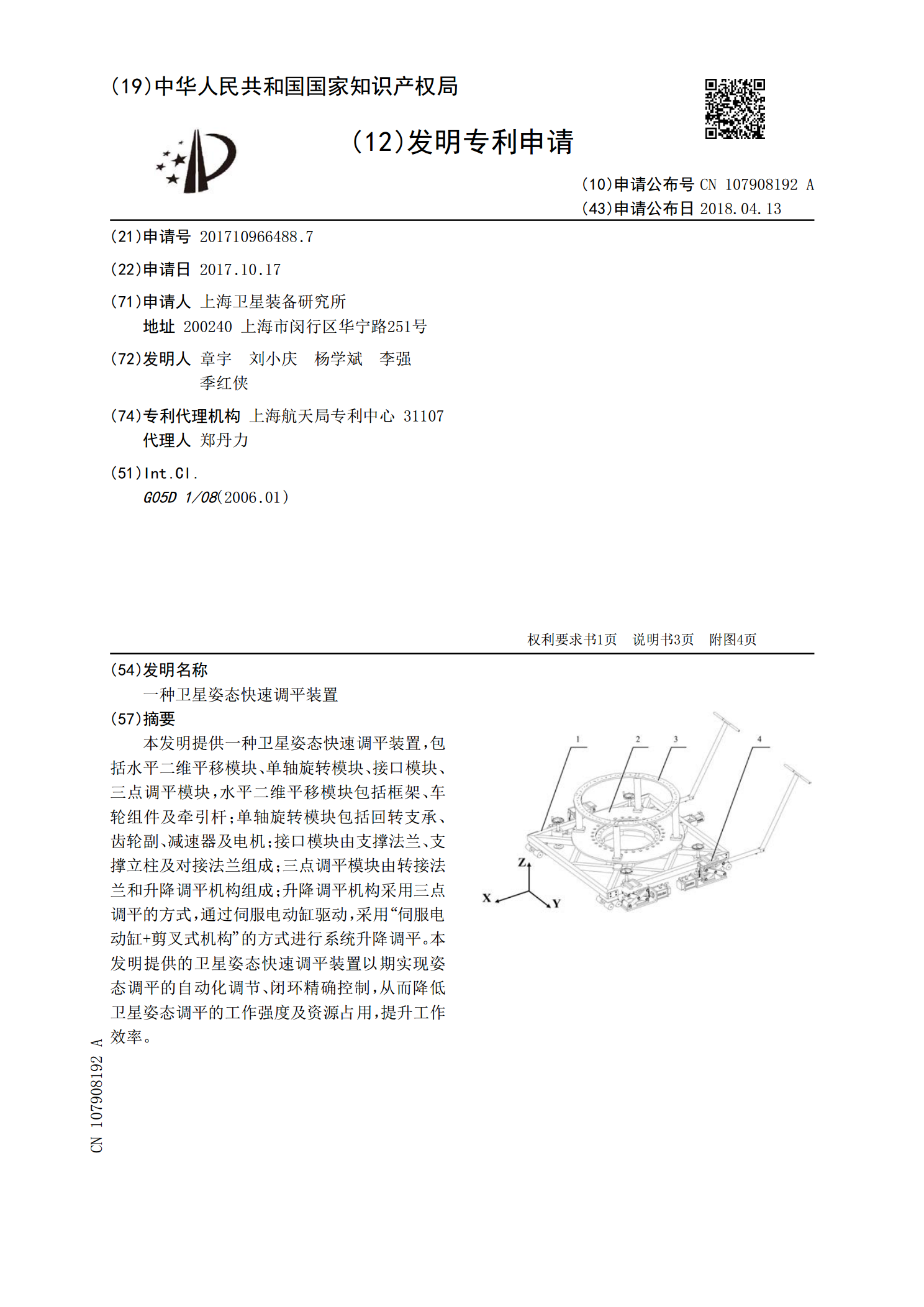
本发明提供一种卫星姿态快速调平装置,包括水平二维平移模块、单轴旋转模块、接口模块、三点调平模块,水平二维平移模块包括框架、车轮组件及牵引杆;单轴旋转模块包括回转支承、齿轮副、减速器及电机;接口模块由支撑法兰、支撑立柱及对接法兰组成;三点调平模块由转接法兰和升降调平机构组成;升降调平机构采用三点调平的方式,通过伺服电动缸驱动,采用“伺服电动缸+剪叉式机构”的方式进行系统升降调平。本发明提供的卫星姿态快速调平装置以期实现姿态调平的自动化调节、闭环精确控制,从而降低卫星姿态调平的工作强度及资源占用,提升工作效率
一种汽车姿态调整系统.pdf
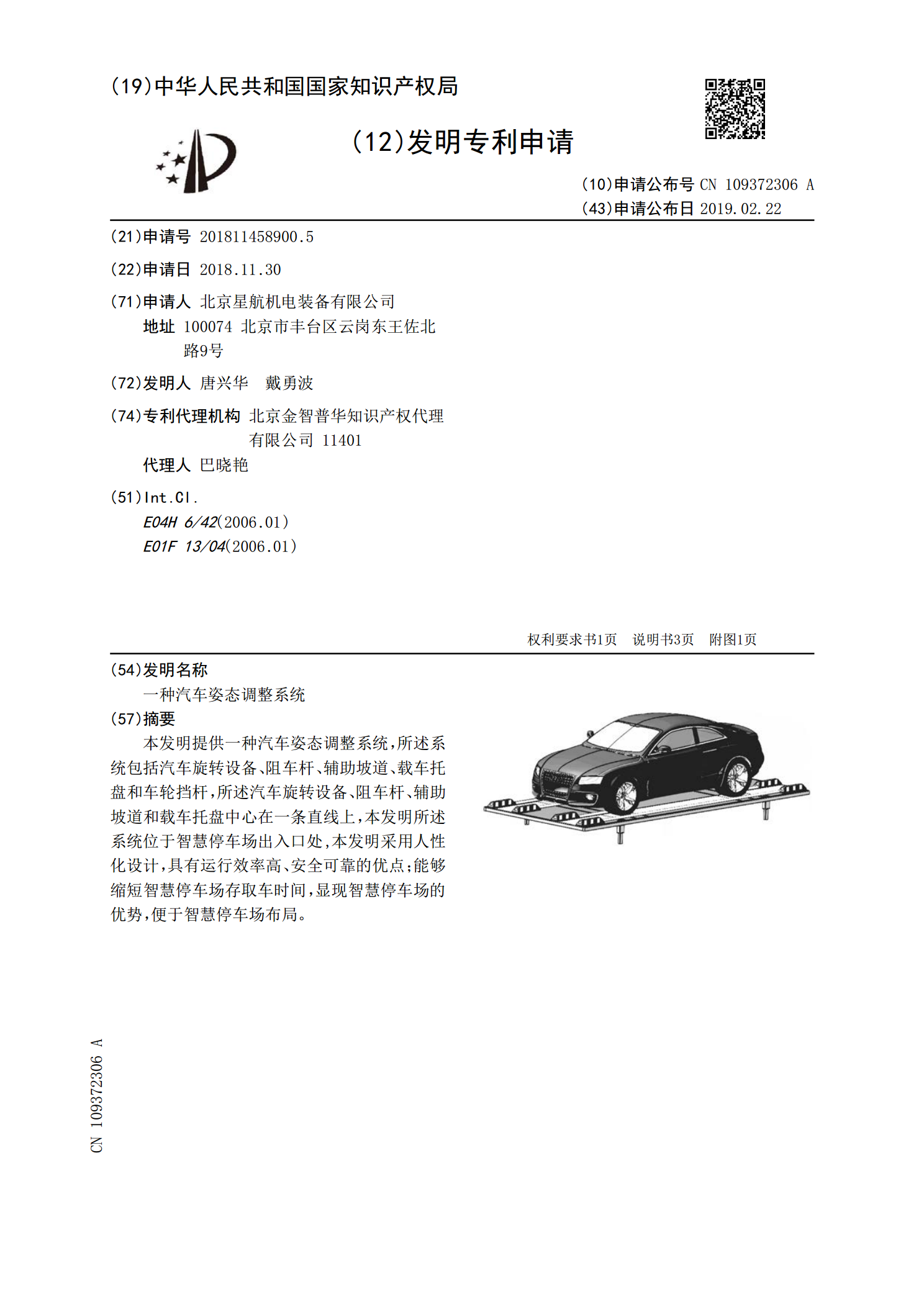
本发明提供一种汽车姿态调整系统,所述系统包括汽车旋转设备、阻车杆、辅助坡道、载车托盘和车轮挡杆,所述汽车旋转设备、阻车杆、辅助坡道和载车托盘中心在一条直线上,本发明所述系统位于智慧停车场出入口处,本发明采用人性化设计,具有运行效率高、安全可靠的优点;能够缩短智慧停车场存取车时间,显现智慧停车场的优势,便于智慧停车场布局。