
一种用于生产用于车辆轮胎的分段的铸造‑硫化模具的花纹段的方法和硫化模具以及车辆轮胎.pdf

一只****呀淑

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于生产用于车辆轮胎的分段的铸造‑硫化模具的花纹段的方法和硫化模具以及车辆轮胎.pdf
本发明涉及一种用于生产用于车辆轮胎的分段式铸造‑硫化模具的花纹段的方法,该花纹段的模制区域模制待硫化的轮胎的胎面花纹段,该方法包括以下步骤:‑产生具有外壳形状的胎面表面的刚性模型段‑将胎面的凸花纹铣削到该模型段的外壳形状的胎面表面内以获得主模型‑从该主模型产生优选地呈硅酮橡胶的柔性压痕,‑从该优选地呈硅酮橡胶的压痕产生刚性石膏铸件,以形成铸件芯段‑用铝‑镁合金铸造所有环形放置在一起的铸件芯段以获得硫化模具,该硫化模具进而随后被分成单独的花纹段。将等离子体涂层施加在该模型段的胎面上,随后将胎面的凸花纹铣削到
轮胎硫化模具、用于铸造轮胎硫化模具的铸模、以及轮胎硫化模具的制造方法.pdf
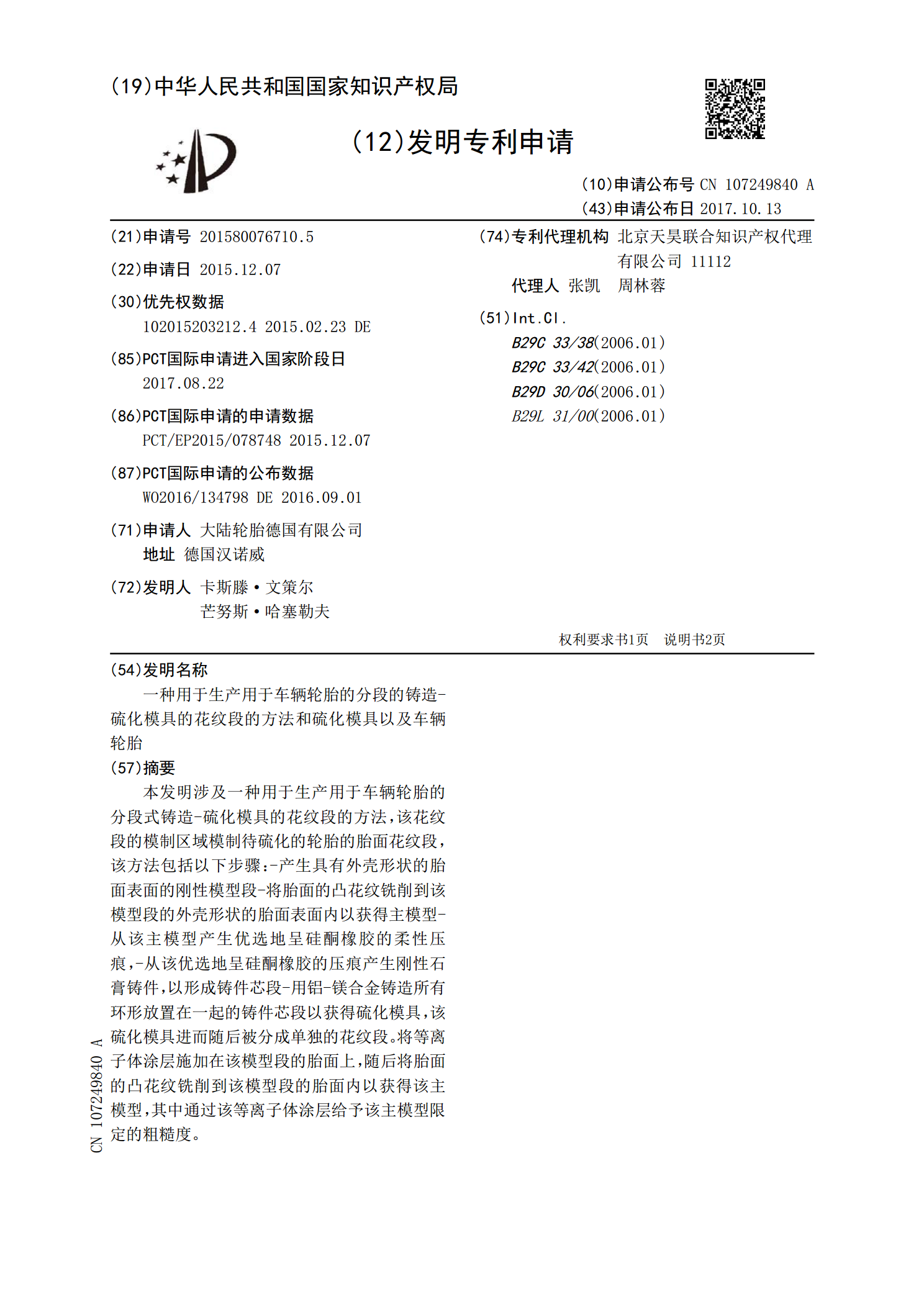
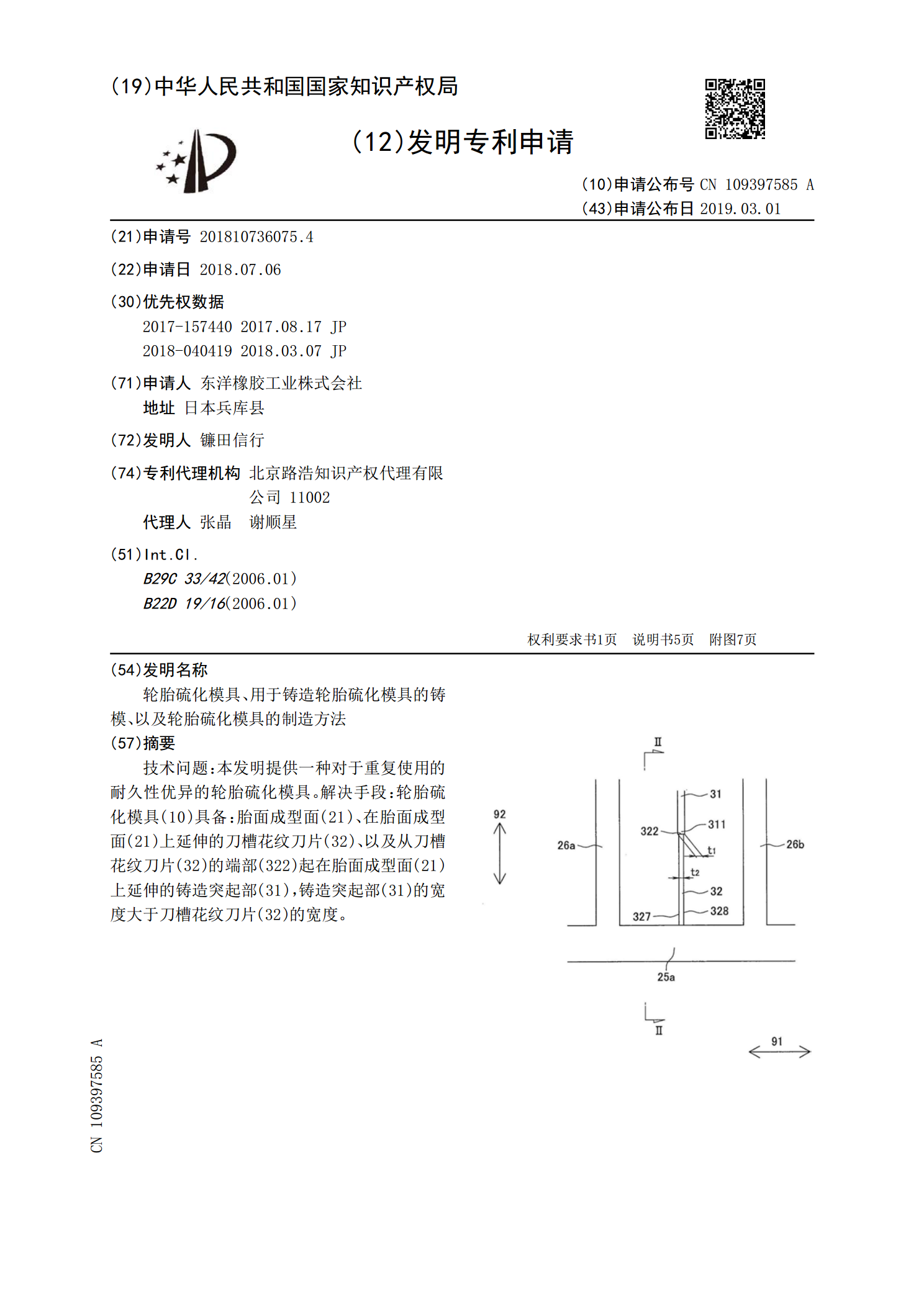
技术问题:本发明提供一种对于重复使用的耐久性优异的轮胎硫化模具。解决手段:轮胎硫化模具(10)具备:胎面成型面(21)、在胎面成型面(21)上延伸的刀槽花纹刀片(32)、以及从刀槽花纹刀片(32)的端部(322)起在胎面成型面(21)上延伸的铸造突起部(31),铸造突起部(31)的宽度大于刀槽花纹刀片(32)的宽度。

用于模制和硫化轮胎的硫化模具.pdf
本发明涉及一种用于模制和硫化轮胎的硫化模具,所述模具(1)包括在模具中沿周向延伸的模制表面,所述模制表面包括布置成分别接近模制表面的两个边缘(19、21)的两个花纹的端部带(b’1、b’5)以及位于两个花纹的端部带之间的至少一个花纹的中间带(b’2、b’3、b’4)。至少一个端部带包括属于第一花纹类型的花纹(M1、M2),第一花纹类型的花纹的宽度小于属于端部带的其它花纹类型的花纹宽度,并且第一花纹类型的花纹(M1、M2)在模具(S1)的第一区段上至少成对地被编组。不属于第一花纹类型的端部带的花纹(M3、M
用于轮胎的硫化模具.pdf
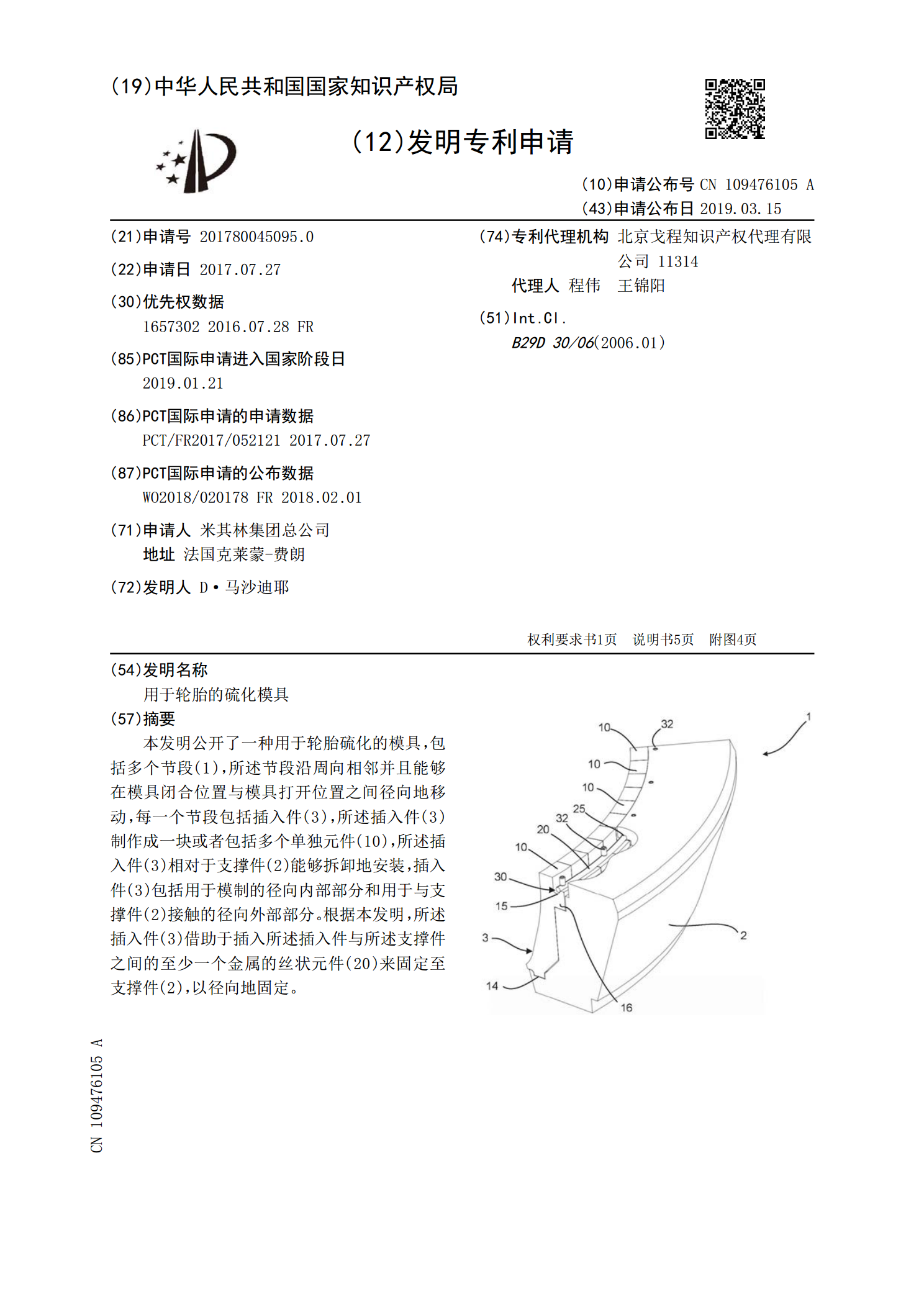
本发明公开了一种用于轮胎硫化的模具,包括多个节段(1),所述节段沿周向相邻并且能够在模具闭合位置与模具打开位置之间径向地移动,每一个节段包括插入件(3),所述插入件(3)制作成一块或者包括多个单独元件(10),所述插入件(3)相对于支撑件(2)能够拆卸地安装,插入件(3)包括用于模制的径向内部部分和用于与支撑件(2)接触的径向外部部分。根据本发明,所述插入件(3)借助于插入所述插入件与所述支撑件之间的至少一个金属的丝状元件(20)来固定至支撑件(2),以径向地固定。
轮胎硫化模具以及使用该轮胎硫化模具的轮胎的制造方法.pdf
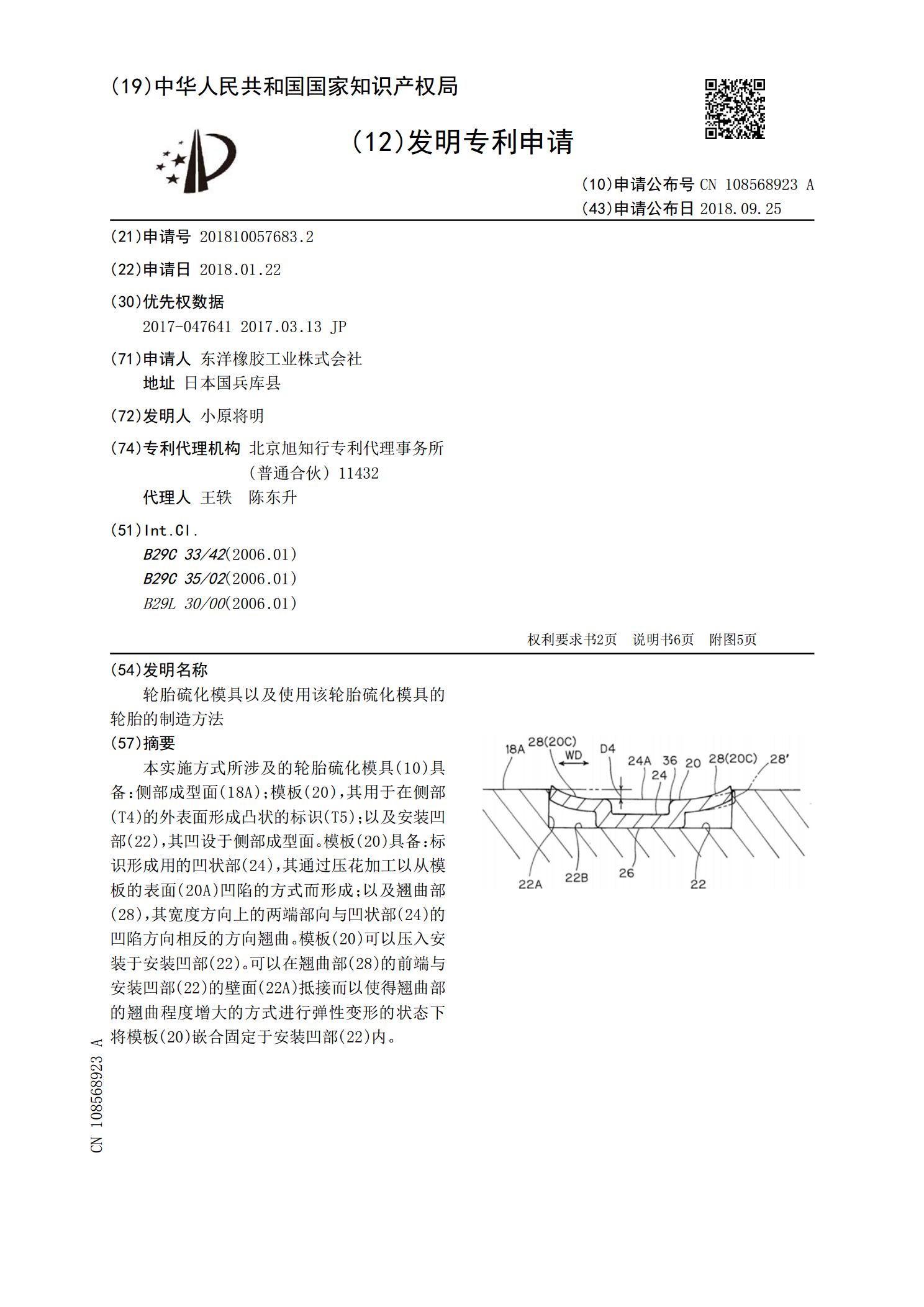
本实施方式所涉及的轮胎硫化模具(10)具备:侧部成型面(18A);模板(20),其用于在侧部(T4)的外表面形成凸状的标识(T5);以及安装凹部(22),其凹设于侧部成型面。模板(20)具备:标识形成用的凹状部(24),其通过压花加工以从模板的表面(20A)凹陷的方式而形成;以及翘曲部(28),其宽度方向上的两端部向与凹状部(24)的凹陷方向相反的方向翘曲。模板(20)可以压入安装于安装凹部(22)。可以在翘曲部(28)的前端与安装凹部(22)的壁面(22A)抵接而以使得翘曲部的翘曲程度增大的方式进行弹性