
轮胎硫化模具以及使用该轮胎硫化模具的轮胎的制造方法.pdf

是丹****ni

1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮胎硫化模具以及使用该轮胎硫化模具的轮胎的制造方法.pdf
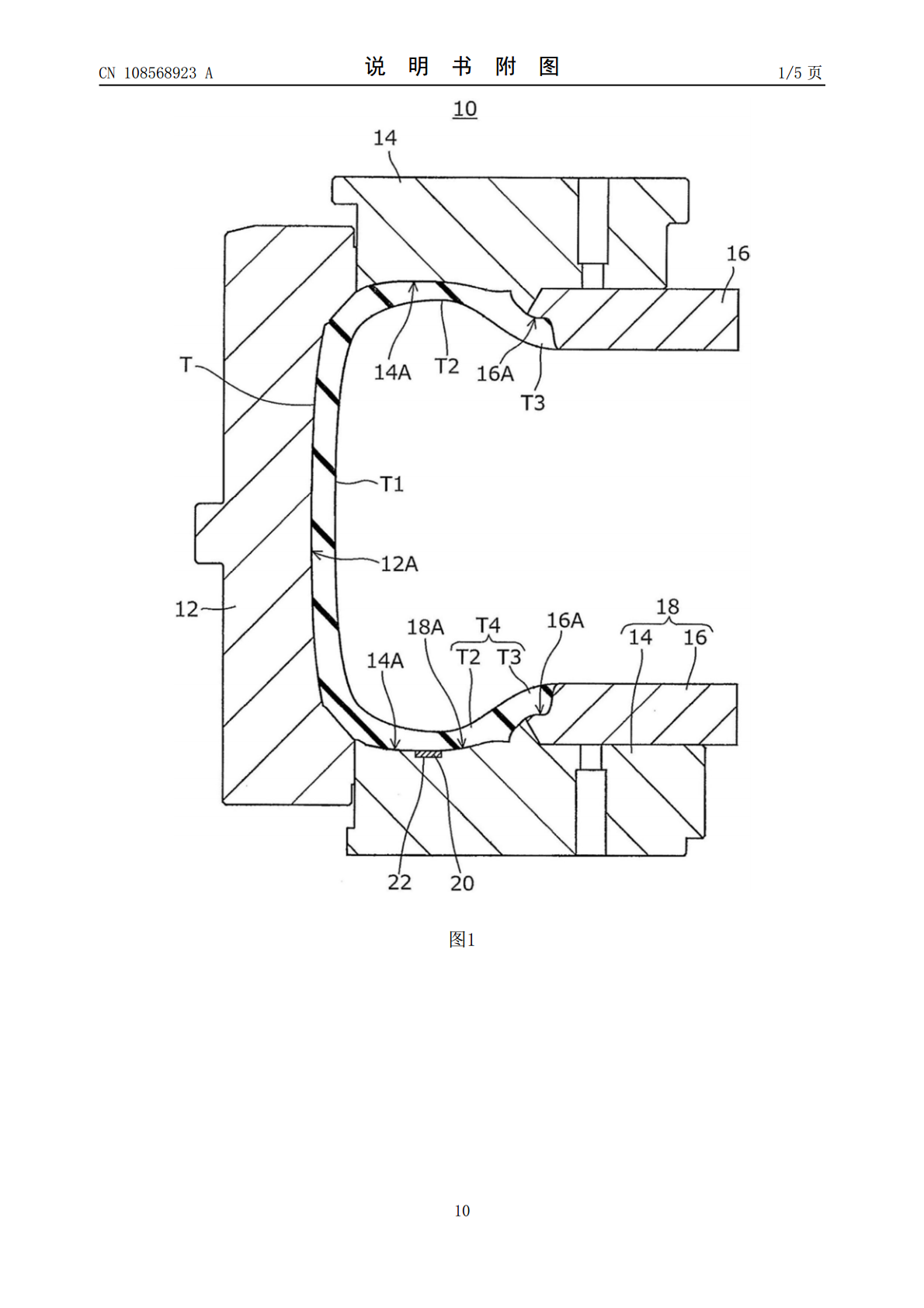
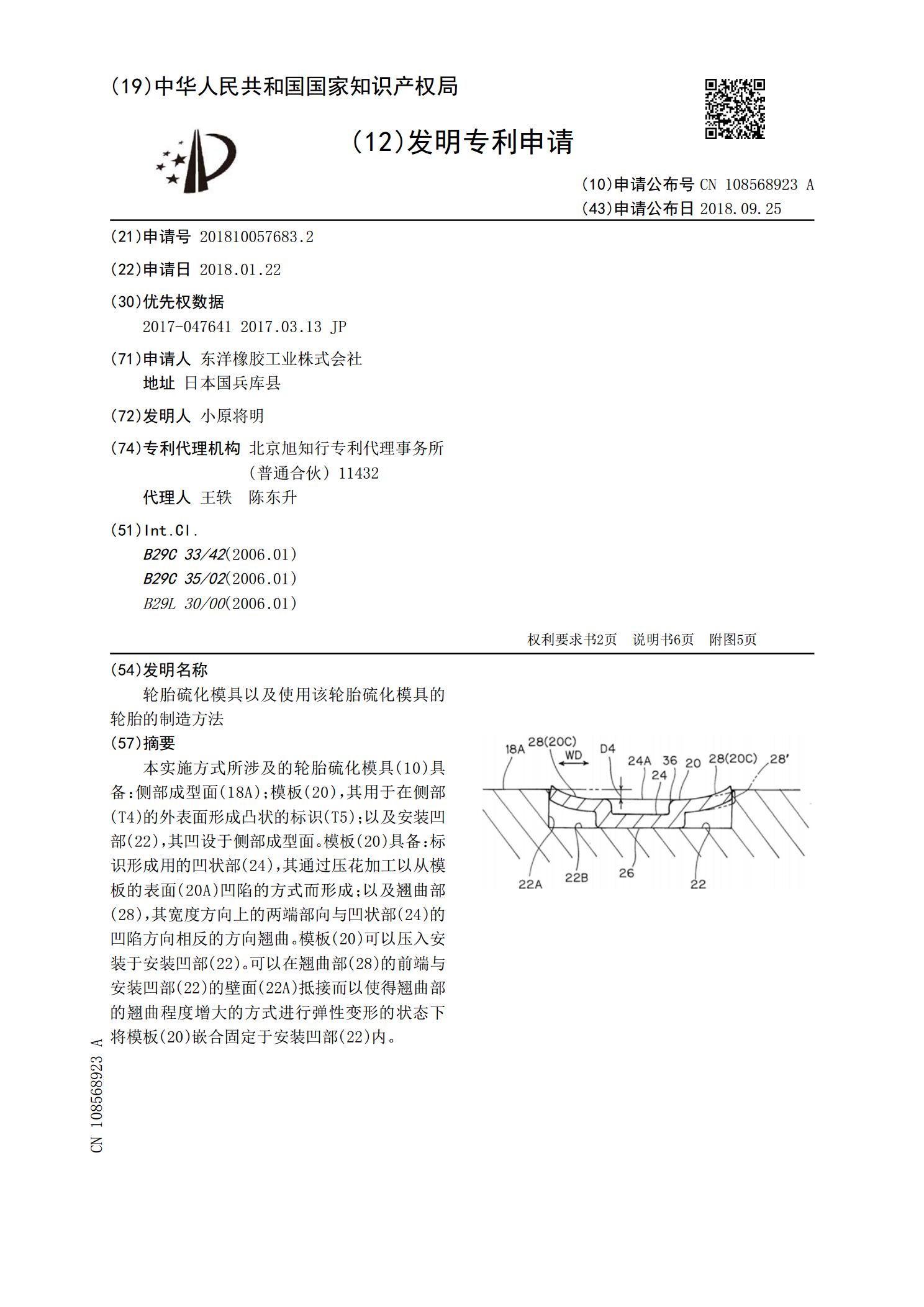
本实施方式所涉及的轮胎硫化模具(10)具备:侧部成型面(18A);模板(20),其用于在侧部(T4)的外表面形成凸状的标识(T5);以及安装凹部(22),其凹设于侧部成型面。模板(20)具备:标识形成用的凹状部(24),其通过压花加工以从模板的表面(20A)凹陷的方式而形成;以及翘曲部(28),其宽度方向上的两端部向与凹状部(24)的凹陷方向相反的方向翘曲。模板(20)可以压入安装于安装凹部(22)。可以在翘曲部(28)的前端与安装凹部(22)的壁面(22A)抵接而以使得翘曲部的翘曲程度增大的方式进行弹性
轮胎硫化模具、用于铸造轮胎硫化模具的铸模、以及轮胎硫化模具的制造方法.pdf
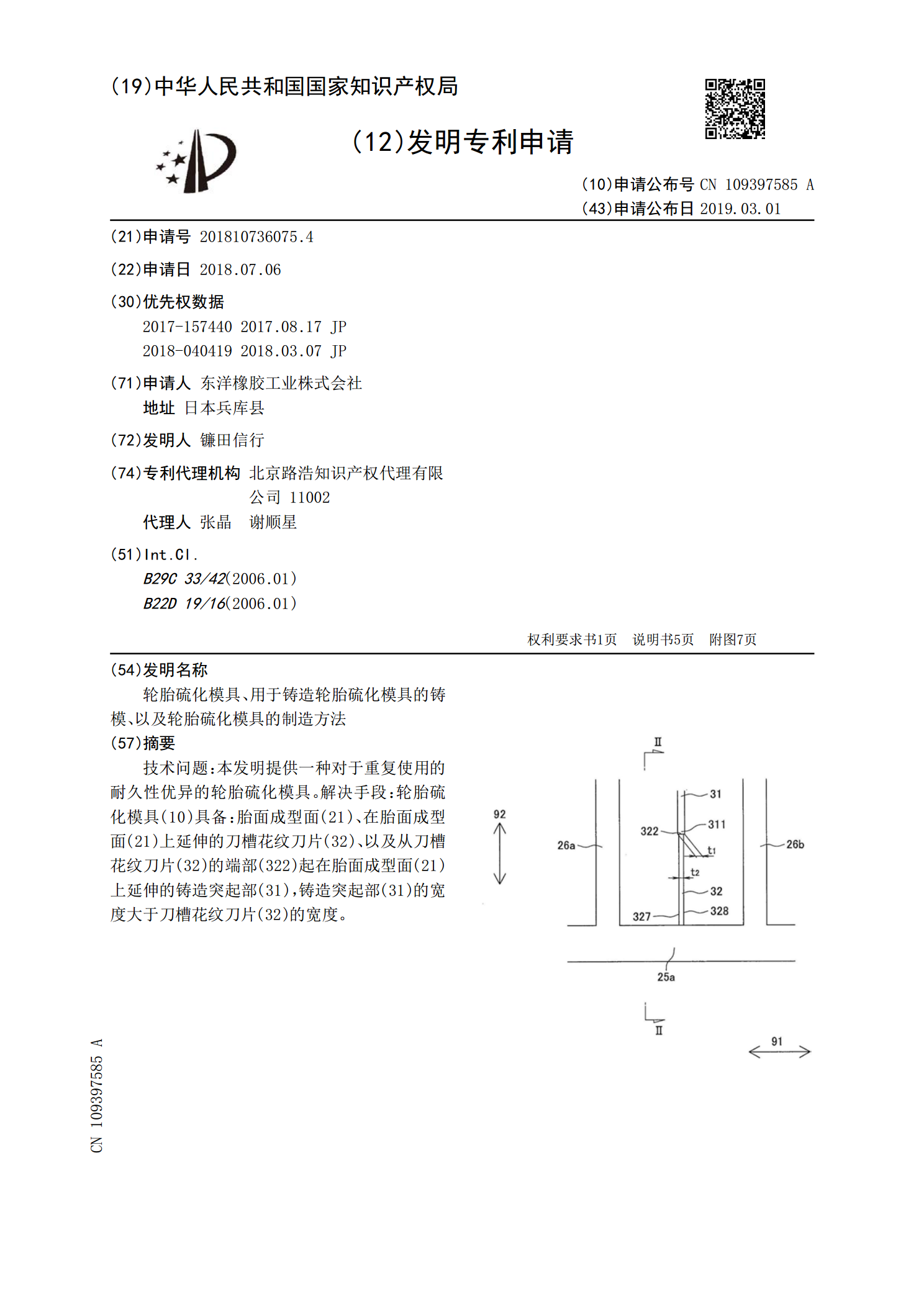
技术问题:本发明提供一种对于重复使用的耐久性优异的轮胎硫化模具。解决手段:轮胎硫化模具(10)具备:胎面成型面(21)、在胎面成型面(21)上延伸的刀槽花纹刀片(32)、以及从刀槽花纹刀片(32)的端部(322)起在胎面成型面(21)上延伸的铸造突起部(31),铸造突起部(31)的宽度大于刀槽花纹刀片(32)的宽度。

轮胎硫化用模具的制造方法以及轮胎硫化用模具.pdf
设为刀槽花纹用板7的从石膏铸模12的表面12a突出的根基部分7a用由易崩溃性耐火材料制成的覆盖层10覆盖、并且由铸造用耐火材料制成的绳状的排气孔形成部件11安装于刀槽花纹用板7以与覆盖层10接触的状态。铸造使熔融金属M流入该状态的石膏铸模12的表面12a而转印了表面12a的形状、并且铸入有刀槽花纹用板7的根基部分7a的模具。然后,通过去除覆盖层10而在刀槽花纹用板7的根基部分7a的周围形成狭槽,通过去除排气孔形成部件11而形成与铸件的外部连通的排气孔,从而使狭槽和排气孔连通。由此,能够简便地铸造具备排气机

轮胎硫化用模具的制造方法以及轮胎硫化用模具.pdf
本发明提供轮胎硫化用模具的制造方法以及轮胎硫化用模具,能够以较少的工序形成可确保充分排气的排气机构,在石膏铸模(11)的表面(11a)流入熔融金属(M)并使其固化而制造转印石膏铸模(11)表面(11a)的模具时,将具有使空洞内部(7a)与外部连通的狭缝(8)的筒状体(7)按照狭缝(8)与石膏铸模(11)的表面(11a)接触的方式配置后,在石膏铸模(11)的表面(11a)流入熔融金属(M)并使其固化而将筒状体(7)埋设在模具中,且使狭缝(8)露出于模具的轮胎成形面上。

轮胎硫化模具以及轮胎制造方法.pdf
技术问题:提供一种能够提高槽底隆起的外观品质的轮胎硫化模具、以及使用了该轮胎硫化模具的轮胎的制造方法。解决方案:本发明的轮胎硫化模具具有:胎面成型面(1),其与设置于型腔(15)的轮胎的胎面接触;槽部形成用的凸部(2),其从胎面成型面(1)向轮胎径向内侧突出;槽底隆起形成用的凹槽(3),其以使凸部(2)的顶面凹陷的方式形成;排气孔(4),其在胎面成型面(1)开口;排气孔(5),其在凹槽(3)的底面开口;以及弹簧排气件(50),其安装于排气孔(5)。