
一种滑套的复合锻造成型工艺.pdf

努力****甲寅


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种滑套的复合锻造成型工艺.pdf
本发明提出了一种滑套的复合锻造成型工艺,其包括:下料:准备棒状坯料;制坯:使用车床除去棒状坯料表面的氧化皮及细微裂纹;温锻正挤:将棒状坯料加热至预定温度,然后将棒状坯料放入正挤模具内并对所述棒状坯料的上端进行正挤;温锻镦粗:将棒状坯料放入镦粗模具内并对所述棒状坯料的上端镦粗,以将棒状坯料挤压成上端形成有头部轮廓的毛坯;温锻反挤:将毛坯放入反挤模具内并对所述毛坯的头部进行反挤,以将毛坯反挤成上端形成有空心头部的初成品;冷锻减径:将初成品放入具有第四预定形状的减径模具内并对所述初成品的杆部进行减径挤压;冷锻精

一种汽车用长柄滑套成型工艺.pdf
本发明提出了一种汽车用长柄滑套成型工艺,其特征在于:其依次包括如下步骤:下料:准备棒状坯料;制坯:使用车床除去棒状坯料表面的氧化皮及细微裂纹,获得具有高质量表面的棒状坯料;镦粗:将棒状坯料放入具有第一预定形状的挤压模具内并对所述棒状坯料的上端进行挤压镦粗,以将棒状坯料挤压成上端形成有头部轮廓的毛坯;反挤:将毛坯放入具有第二预定形状的反挤模具内并对所述毛坯的头部进行反挤,以将毛坯反挤成上端形成有空心头部的初成品;杆部拉长:使用液压设备对所述初成品的杆部进行至少一次拉长操作,使得所述杆部的长度达到预定值;精整
一种齿轮复合锻造成型设备.pdf
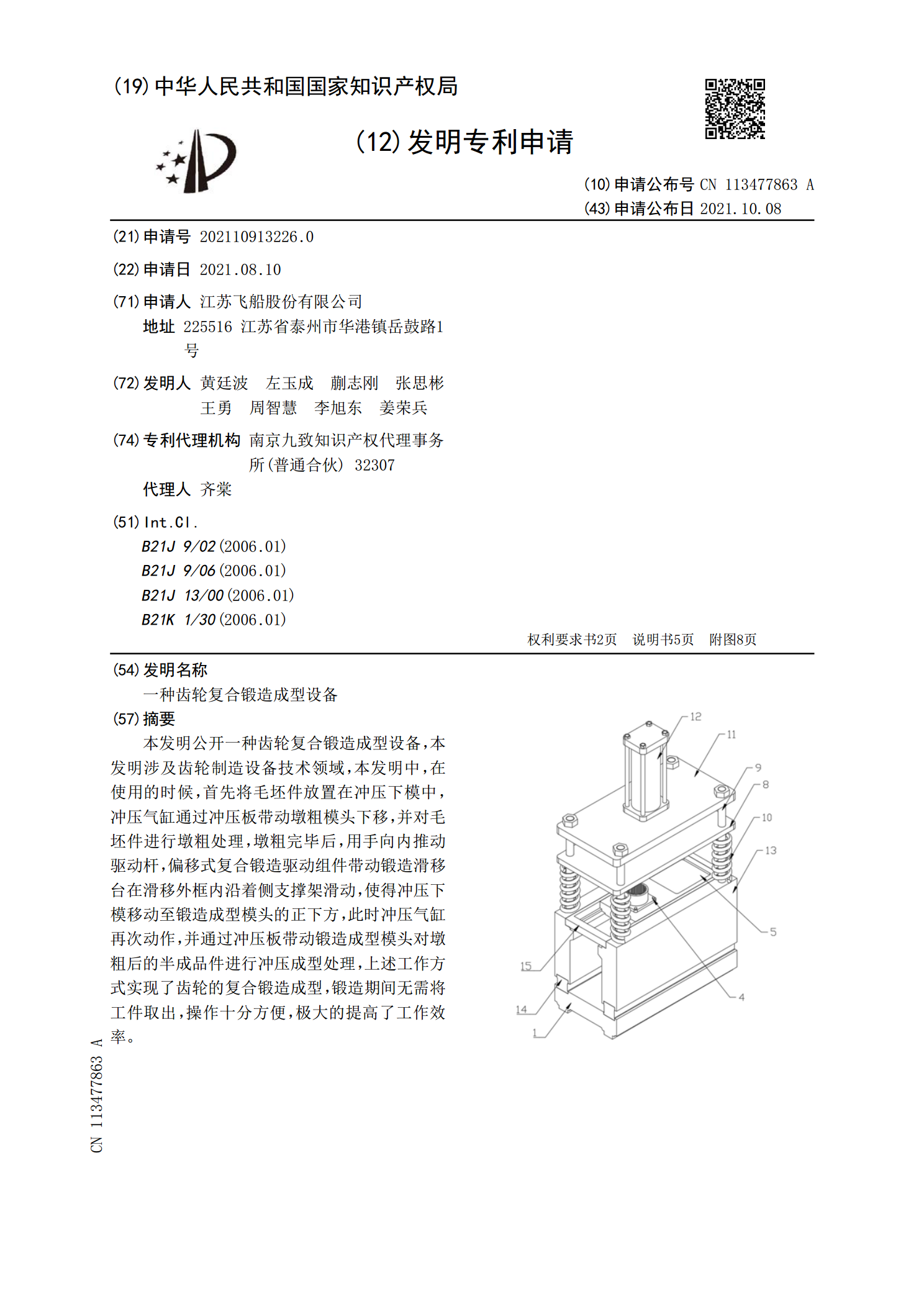
本发明公开一种齿轮复合锻造成型设备,本发明涉及齿轮制造设备技术领域,本发明中,在使用的时候,首先将毛坯件放置在冲压下模中,冲压气缸通过冲压板带动墩粗模头下移,并对毛坯件进行墩粗处理,墩粗完毕后,用手向内推动驱动杆,偏移式复合锻造驱动组件带动锻造滑移台在滑移外框内沿着侧支撑架滑动,使得冲压下模移动至锻造成型模头的正下方,此时冲压气缸再次动作,并通过冲压板带动锻造成型模头对墩粗后的半成品件进行冲压成型处理,上述工作方式实现了齿轮的复合锻造成型,锻造期间无需将工件取出,操作十分方便,极大的提高了工作效率。
一种复合绝缘子球窝金具锻造成型工艺.pdf
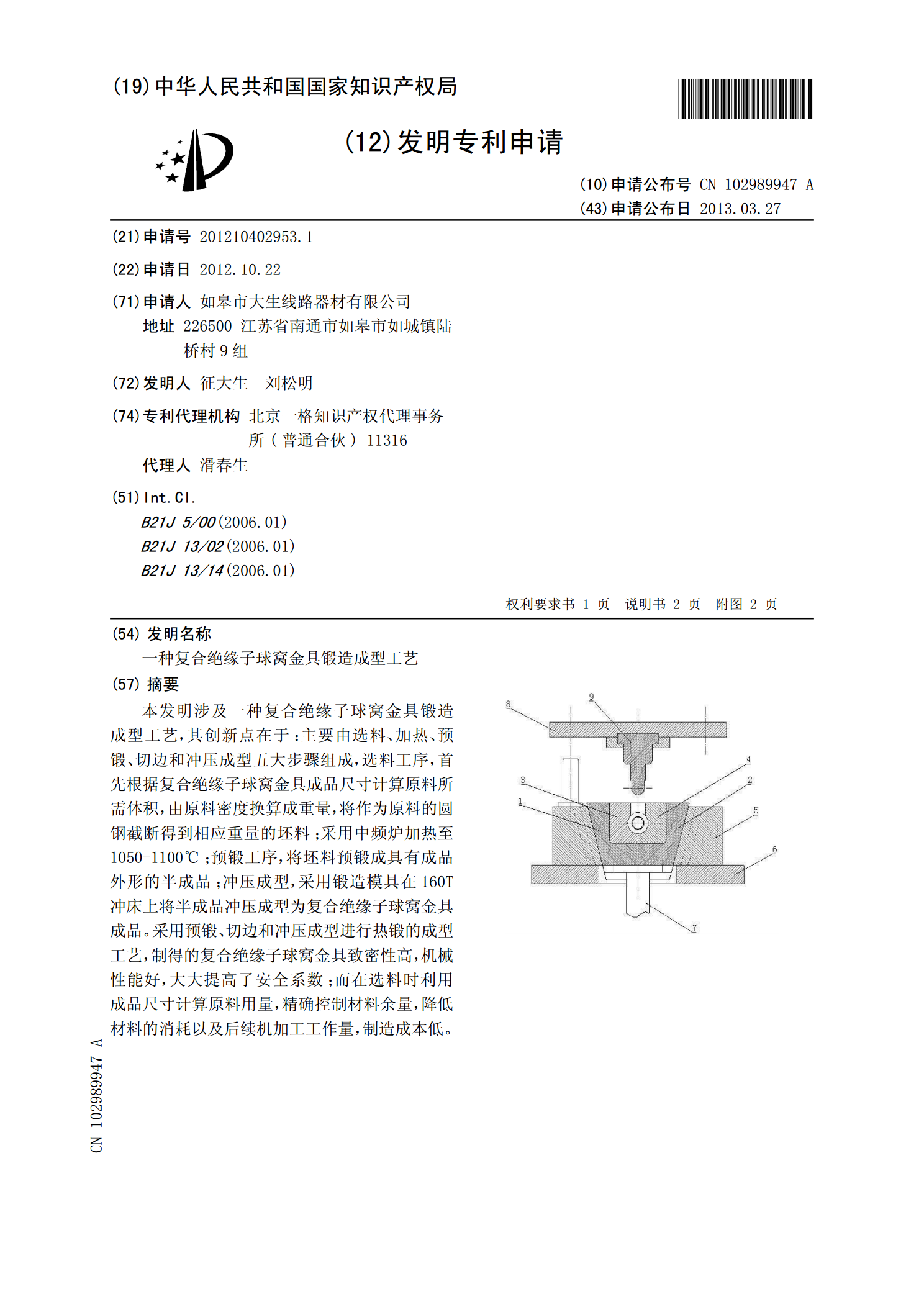
本发明涉及一种复合绝缘子球窝金具锻造成型工艺,其创新点在于:主要由选料、加热、预锻、切边和冲压成型五大步骤组成,选料工序,首先根据复合绝缘子球窝金具成品尺寸计算原料所需体积,由原料密度换算成重量,将作为原料的圆钢截断得到相应重量的坯料;采用中频炉加热至1050-1100℃;预锻工序,将坯料预锻成具有成品外形的半成品;冲压成型,采用锻造模具在160T冲床上将半成品冲压成型为复合绝缘子球窝金具成品。采用预锻、切边和冲压成型进行热锻的成型工艺,制得的复合绝缘子球窝金具致密性高,机械性能好,大大提高了安全系数;而

一种球窝锻造成型工艺.pdf
本发明涉及一种球窝锻造成型工艺,步骤为:根据球窝尺寸选择坯料;采用中频炉将坯料进行加热;将加热后的坯料置于球窝半成品锻造模具内,将坯料预锻成具有成品外形的球窝半成品,该球窝半成品呈T字形状,在球窝半成品的一侧具有一中心孔;将球窝半成品送至专用金加工生产线上进行车压接外圆;将球窝半成品利用专用金加工生产线进行车平面钻孔。本发明的优点在于:本发明的生产工艺,通过球窝半成品锻造模具、专用金加工生产线之间的配合,并配合锻造、车压接外圆、车平面钻孔等步骤的配合,使得球窝金加工更加的方便,而且锻造处的球窝金具致密性高