
一种汽车用长柄滑套成型工艺.pdf

是来****文章


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车用长柄滑套成型工艺.pdf
本发明提出了一种汽车用长柄滑套成型工艺,其特征在于:其依次包括如下步骤:下料:准备棒状坯料;制坯:使用车床除去棒状坯料表面的氧化皮及细微裂纹,获得具有高质量表面的棒状坯料;镦粗:将棒状坯料放入具有第一预定形状的挤压模具内并对所述棒状坯料的上端进行挤压镦粗,以将棒状坯料挤压成上端形成有头部轮廓的毛坯;反挤:将毛坯放入具有第二预定形状的反挤模具内并对所述毛坯的头部进行反挤,以将毛坯反挤成上端形成有空心头部的初成品;杆部拉长:使用液压设备对所述初成品的杆部进行至少一次拉长操作,使得所述杆部的长度达到预定值;精整

一种滑套的复合锻造成型工艺.pdf
本发明提出了一种滑套的复合锻造成型工艺,其包括:下料:准备棒状坯料;制坯:使用车床除去棒状坯料表面的氧化皮及细微裂纹;温锻正挤:将棒状坯料加热至预定温度,然后将棒状坯料放入正挤模具内并对所述棒状坯料的上端进行正挤;温锻镦粗:将棒状坯料放入镦粗模具内并对所述棒状坯料的上端镦粗,以将棒状坯料挤压成上端形成有头部轮廓的毛坯;温锻反挤:将毛坯放入反挤模具内并对所述毛坯的头部进行反挤,以将毛坯反挤成上端形成有空心头部的初成品;冷锻减径:将初成品放入具有第四预定形状的减径模具内并对所述初成品的杆部进行减径挤压;冷锻精

一种汽车排挡的成型模具及成型工艺.pdf
本发明涉及汽车排挡成型技术领域,公开了一种汽车排挡的成型模具及成型工艺,本发明中包括底座、下模、L形板、液压缸、升降柱、上模、型腔和顶升仓,顶升仓和型腔的内部容腔通过通槽相连通,顶升仓的相对内侧壁固定连接有U型槽体,U型槽体的内表面滑动连接有滑板,滑板的上表面两端固定连接有防脱块,滑板的外表面固定连接有凸条,凸条的上端外表面延伸进通槽内部容腔后固定连接有弧形块,凸条远离滑板的一侧面设置有齿牙,顶升仓的内侧壁固定连接有电机,电机的输出端固定连接有转动轴,转动轴远离电机的一端固定连接有齿轮,齿轮的外表面与齿牙

一种汽车传动轴用一次冲压成型工艺.pdf
本发明公开了一种汽车传动轴用一次冲压成型工艺,先将棒料放入预热管道中进行预热处理,预热温度为140‑160℃,预热时间为10‑20min,得到预热棒料;再将上述预热棒料放入加热炉内进行加热处理,加热温度为380‑420℃,并保温30‑50min,得到高温棒料;接着将上述高温棒料转移至冲压工装中,利用冲压气缸逐渐将高温棒料压入冲压工装的型腔中,并且冲压气缸继续保持冲压状态;最终采用冷却气枪对准工装的冲压型腔进行气冷,冷却80‑100min后将冲压气缸复位,取出产品,通过上述方式,本发明只需一次冲压即可制得汽
汽车用特殊套管的冷镦成型工艺.pdf
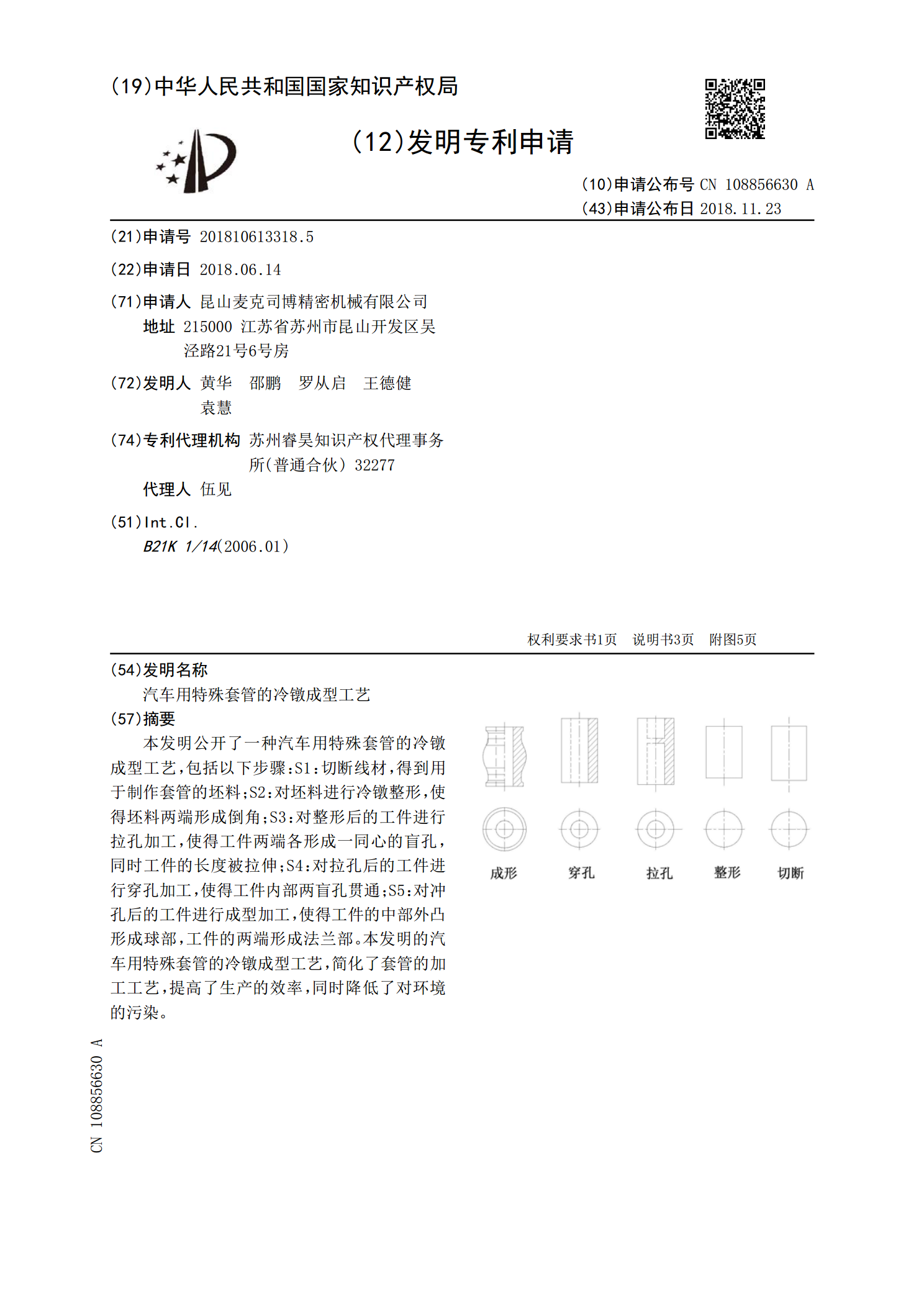
本发明公开了一种汽车用特殊套管的冷镦成型工艺,包括以下步骤:S1:切断线材,得到用于制作套管的坯料;S2:对坯料进行冷镦整形,使得坯料两端形成倒角;S3:对整形后的工件进行拉孔加工,使得工件两端各形成一同心的盲孔,同时工件的长度被拉伸;S4:对拉孔后的工件进行穿孔加工,使得工件内部两盲孔贯通;S5:对冲孔后的工件进行成型加工,使得工件的中部外凸形成球部,工件的两端形成法兰部。本发明的汽车用特殊套管的冷镦成型工艺,简化了套管的加工工艺,提高了生产的效率,同时降低了对环境的污染。