
一种球窝锻造成型工艺.pdf

Wi****m7


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种球窝锻造成型工艺.pdf
本发明涉及一种球窝锻造成型工艺,步骤为:根据球窝尺寸选择坯料;采用中频炉将坯料进行加热;将加热后的坯料置于球窝半成品锻造模具内,将坯料预锻成具有成品外形的球窝半成品,该球窝半成品呈T字形状,在球窝半成品的一侧具有一中心孔;将球窝半成品送至专用金加工生产线上进行车压接外圆;将球窝半成品利用专用金加工生产线进行车平面钻孔。本发明的优点在于:本发明的生产工艺,通过球窝半成品锻造模具、专用金加工生产线之间的配合,并配合锻造、车压接外圆、车平面钻孔等步骤的配合,使得球窝金加工更加的方便,而且锻造处的球窝金具致密性高
一种复合绝缘子球窝金具锻造成型工艺.pdf
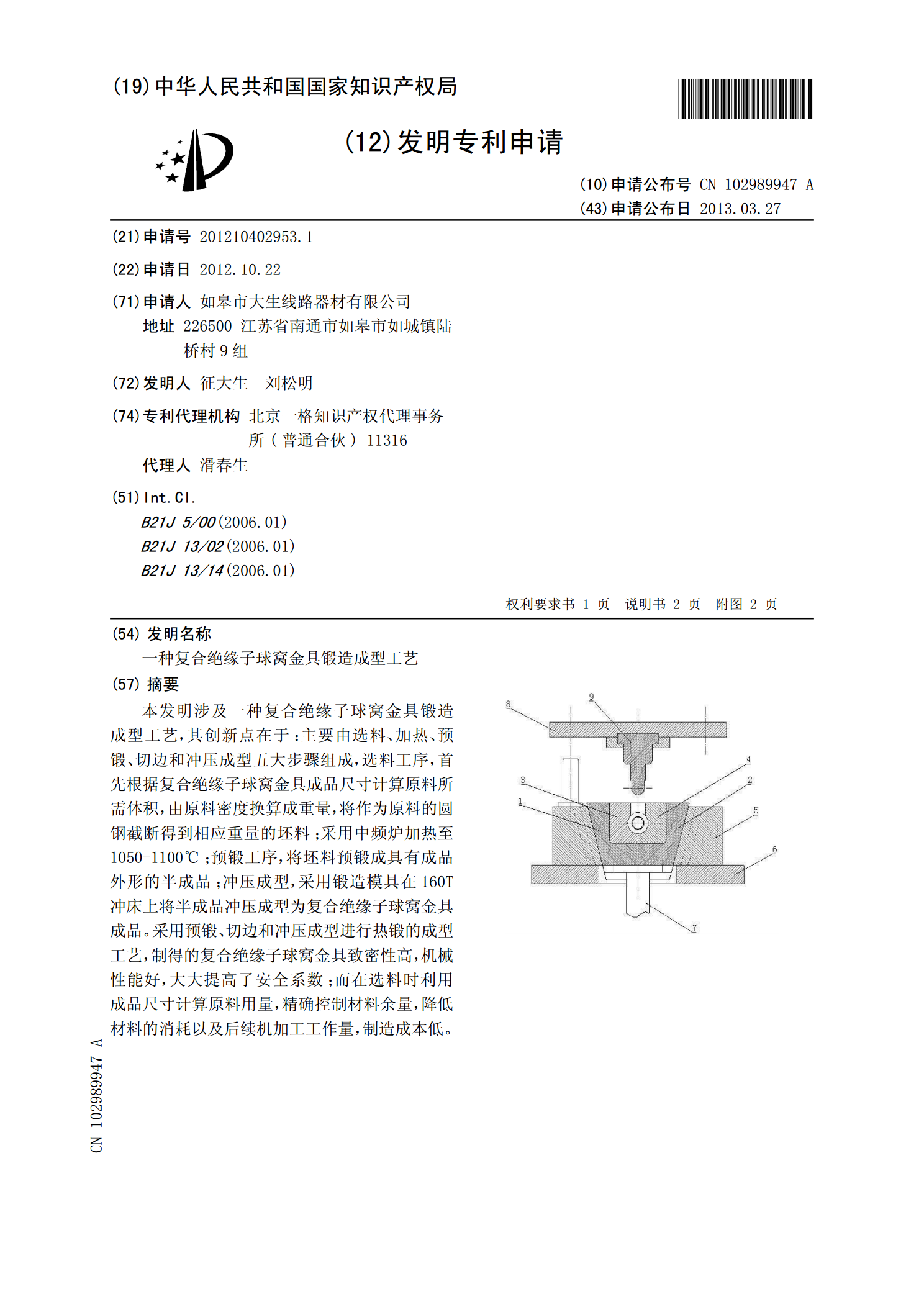
本发明涉及一种复合绝缘子球窝金具锻造成型工艺,其创新点在于:主要由选料、加热、预锻、切边和冲压成型五大步骤组成,选料工序,首先根据复合绝缘子球窝金具成品尺寸计算原料所需体积,由原料密度换算成重量,将作为原料的圆钢截断得到相应重量的坯料;采用中频炉加热至1050-1100℃;预锻工序,将坯料预锻成具有成品外形的半成品;冲压成型,采用锻造模具在160T冲床上将半成品冲压成型为复合绝缘子球窝金具成品。采用预锻、切边和冲压成型进行热锻的成型工艺,制得的复合绝缘子球窝金具致密性高,机械性能好,大大提高了安全系数;而

一种球窝金具内腔一次锻造成型工艺.pdf
本发明涉及一种球窝金具内腔一次锻造成型工艺,包括下述步骤:首先根据球窝金具成品尺寸选择坯料,采用中频炉将坯料进行加热,将加热后的坯料置于630T摩擦压力机的锻造模具内,将坯料预锻成具有成品外形的球窝金具半成品,球窝金具半成品不具有球窝内腔;将球窝金具半成品送至中频炉将坯料进行加热,将加热后的球窝金具半成品置于球窝金具专用锻造模具内,利用160T冲床将球窝金具半成品精锻成具有内孔的球窝金具成品。本发明的优点在于:采用一次加热、初锻、二次加热、精锻的方式,完成坯料至球窝金具成品的锻造,制得的球窝金具的致密性好

链轮锻造成型工艺.pdf
本发明链轮锻造成型工艺属于链轮制造的技术领域;所要解决的技术问题为:提供一种链轮锻造成型工艺,直接锻出成型坯件,后期加工余量少,节省加工材料,提高加工效率,提高链轮体产品的综合机械性能并延长其使用寿命;采用的技术方案包括以下步骤:第一步,计算用料,第二步,下料,第三步,加热,第四步,墩粗,第五步,终锻,第六步,去毛边,第七步,机加工;本发明采用直接锻出成型坯件后加工的工艺,在保证齿部全部加工起来的前提下,比直接用自由锻造节省了20‑30%的材料,节省了插齿时的加工量以及加工工时,降低了能耗,提高了生产效率
一种金属型材锻造成型的工艺.pdf
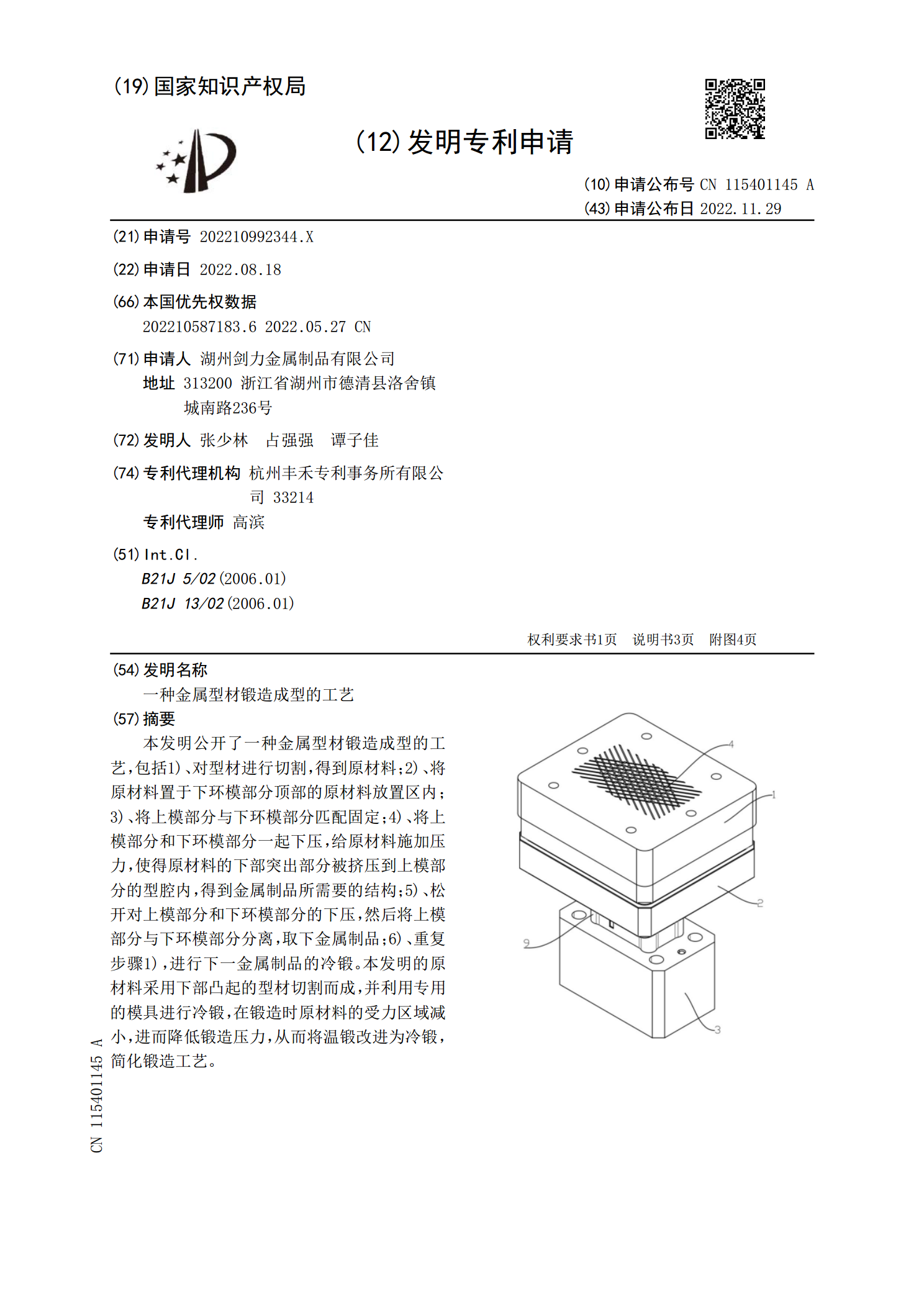
本发明公开了一种金属型材锻造成型的工艺,包括1)、对型材进行切割,得到原材料;2)、将原材料置于下环模部分顶部的原材料放置区内;3)、将上模部分与下环模部分匹配固定;4)、将上模部分和下环模部分一起下压,给原材料施加压力,使得原材料的下部突出部分被挤压到上模部分的型腔内,得到金属制品所需要的结构;5)、松开对上模部分和下环模部分的下压,然后将上模部分与下环模部分分离,取下金属制品;6)、重复步骤1),进行下一金属制品的冷锻。本发明的原材料采用下部凸起的型材切割而成,并利用专用的模具进行冷锻,在锻造时原材料