
发动机凸轮轴正时工装.pdf

Wi****m7

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
发动机凸轮轴正时工装.pdf
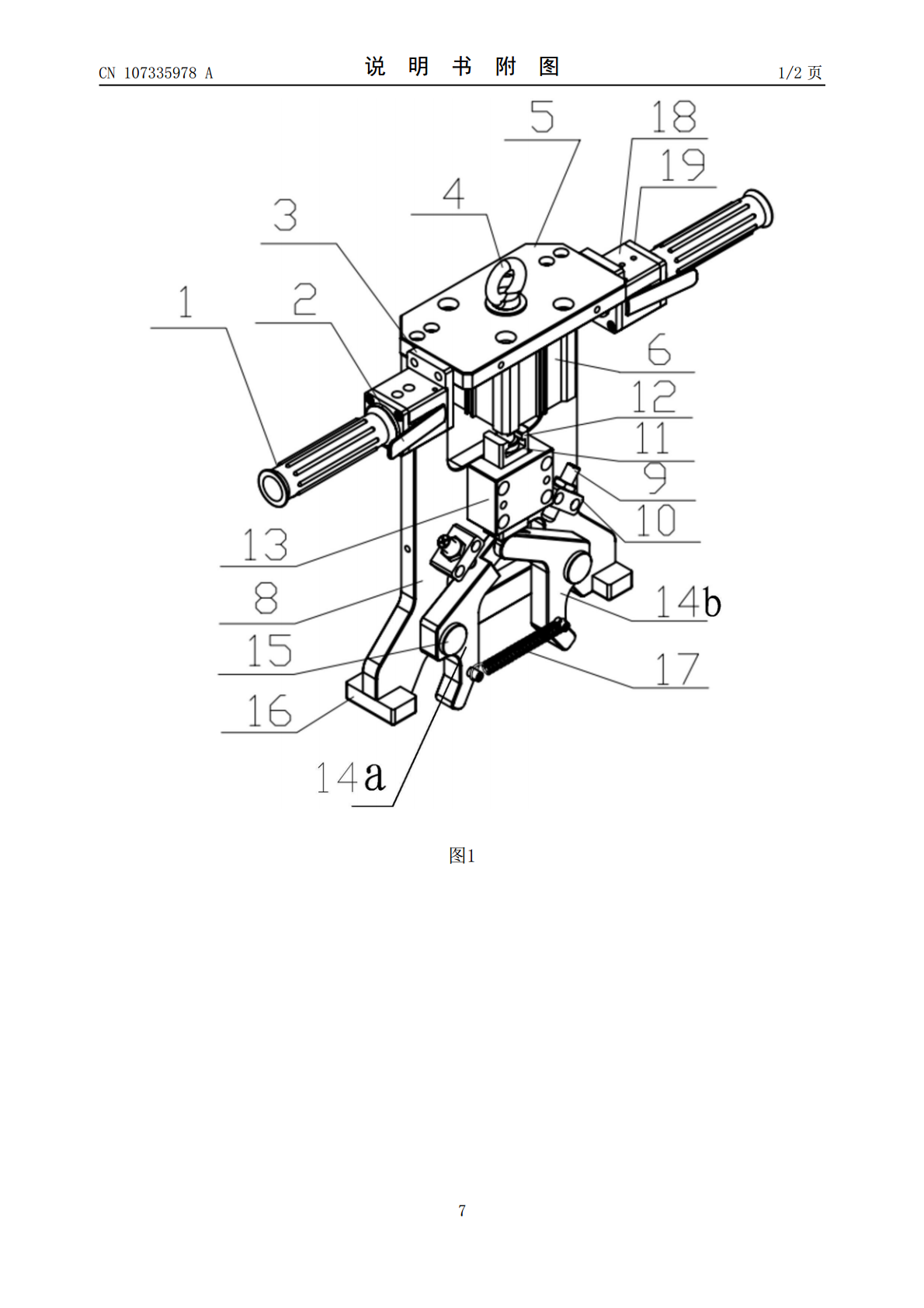
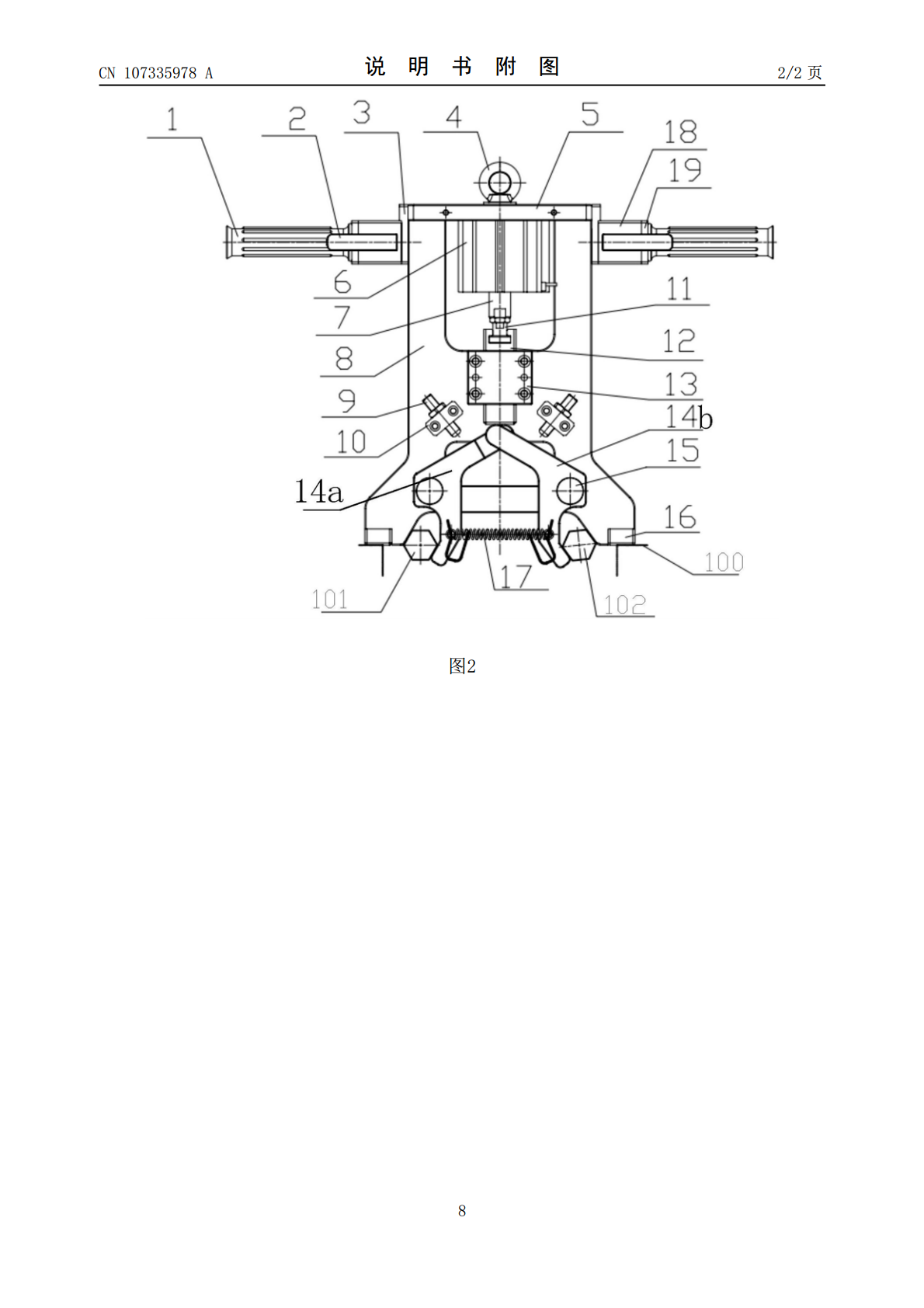
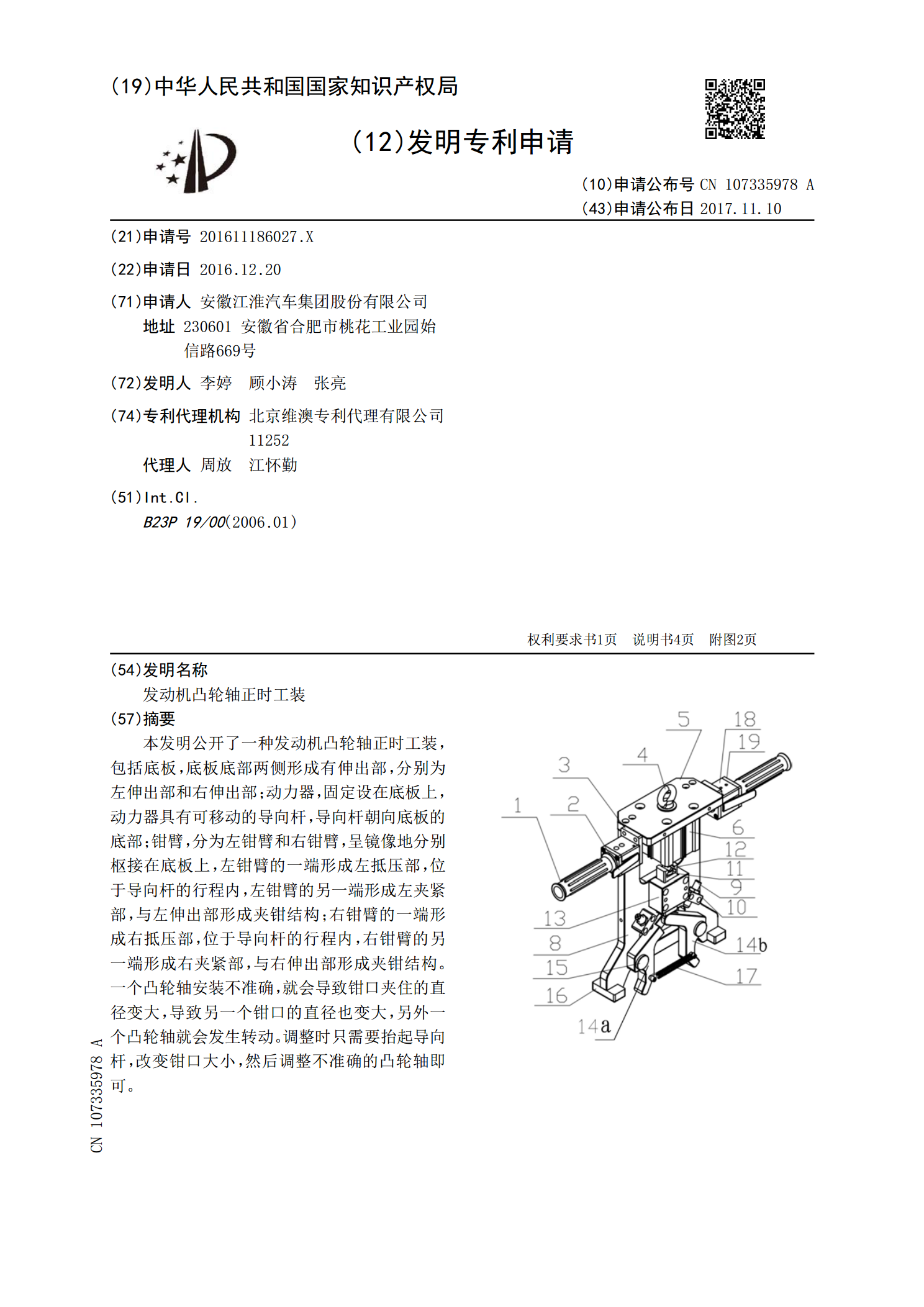
本发明公开了一种发动机凸轮轴正时工装,包括底板,底板底部两侧形成有伸出部,分别为左伸出部和右伸出部;动力器,固定设在底板上,动力器具有可移动的导向杆,导向杆朝向底板的底部;钳臂,分为左钳臂和右钳臂,呈镜像地分别枢接在底板上,左钳臂的一端形成左抵压部,位于导向杆的行程内,左钳臂的另一端形成左夹紧部,与左伸出部形成夹钳结构;右钳臂的一端形成右抵压部,位于导向杆的行程内,右钳臂的另一端形成右夹紧部,与右伸出部形成夹钳结构。一个凸轮轴安装不准确,就会导致钳口夹住的直径变大,导致另一个钳口的直径也变大,另外一个凸轮
凸轮轴正时工装.pdf
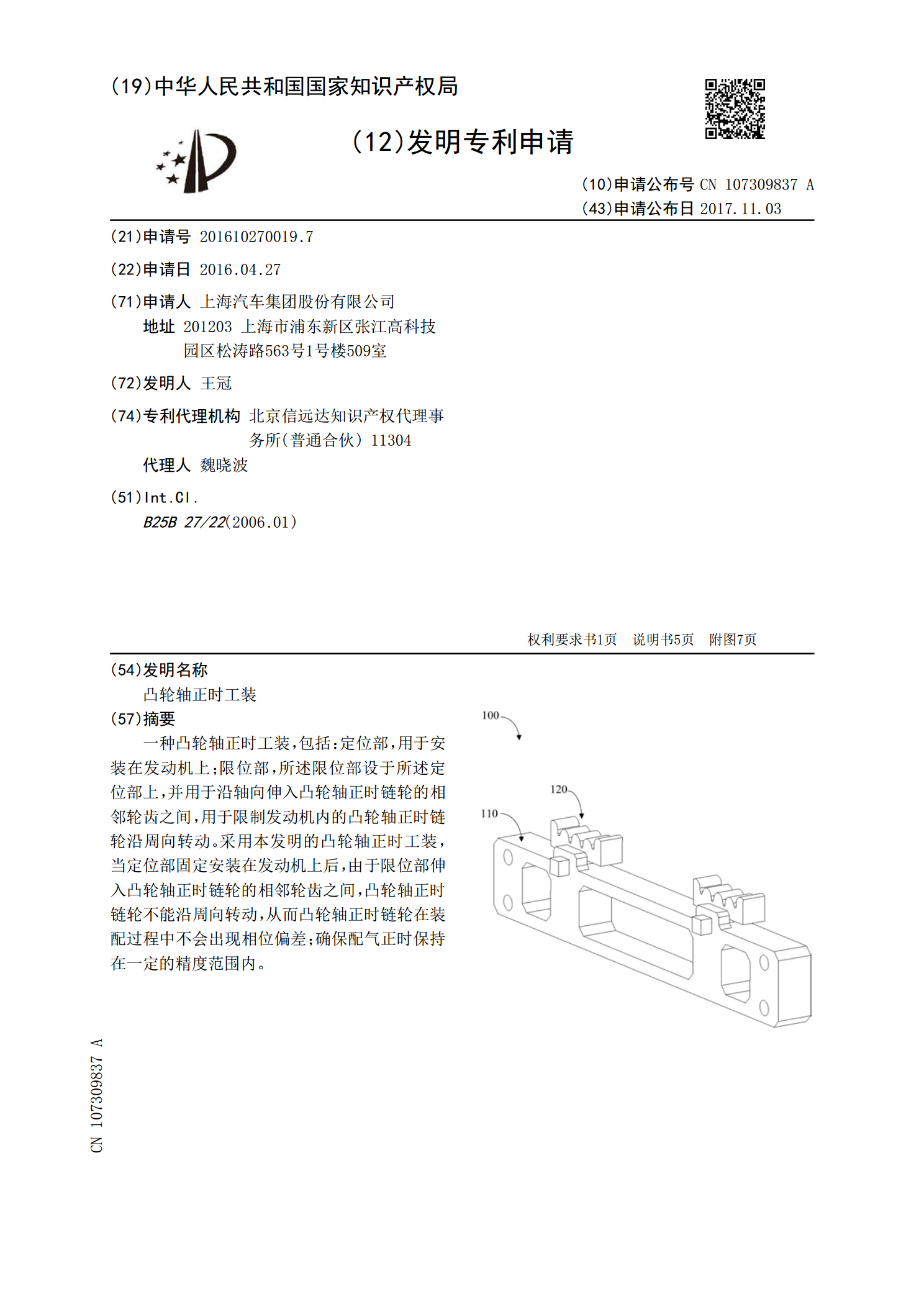
一种凸轮轴正时工装,包括:定位部,用于安装在发动机上;限位部,所述限位部设于所述定位部上,并用于沿轴向伸入凸轮轴正时链轮的相邻轮齿之间,用于限制发动机内的凸轮轴正时链轮沿周向转动。采用本发明的凸轮轴正时工装,当定位部固定安装在发动机上后,由于限位部伸入凸轮轴正时链轮的相邻轮齿之间,凸轮轴正时链轮不能沿周向转动,从而凸轮轴正时链轮在装配过程中不会出现相位偏差;确保配气正时保持在一定的精度范围内。

凸轮轴正时工装.pdf
本发明涉及一种用于装配发动机的凸轮轴的正时工装,所述正时工装包括工装主体以及设置在所述工装主体上的定位元件、紧固元件以及正时销,所述定位元件适于将所述正时工装定位在所述发动机的缸盖上,所述紧固元件适于将所述正时工装紧固在所述发动机的缸盖上,所述正时销的销末端适于与所述凸轮轴上的正时孔配合以实现凸轮轴的正时定位,其中,所述正时销的销末端以及所述凸轮轴的正时孔均设置成截头圆锥形,并且所述销末端的锥度大于所述正时孔的锥度。本发明的凸轮轴正时工装可以提高发动机的正时系统装配精度和装配效率。

一种可调式发动机凸轮轴正时工装.pdf
本发明提供一种可调式发动机凸轮轴正时工装。该凸轮轴正时工装包括基板、第一和第二紧固件和第一和第二定位块,第一定位块上设有孔和适用于装配于排气凸轮轴的凹槽中的凸起块,第二定位块上设有孔和适用于装配于进气凸轮轴的凹槽中的凸起块,基板上设有第一滑槽和第二滑槽,第一紧固件穿过第一滑槽将第一定位块固定于基板,第二紧固件穿过第二滑槽将第二定位块固定于基板,其中紧固件能够在滑槽中移动,从而使得能够转动第一和第二定位块。利用本发明,可以调节排气和/或进气凸轮轴正时。
发动机正时系统检查工装及方法.pdf
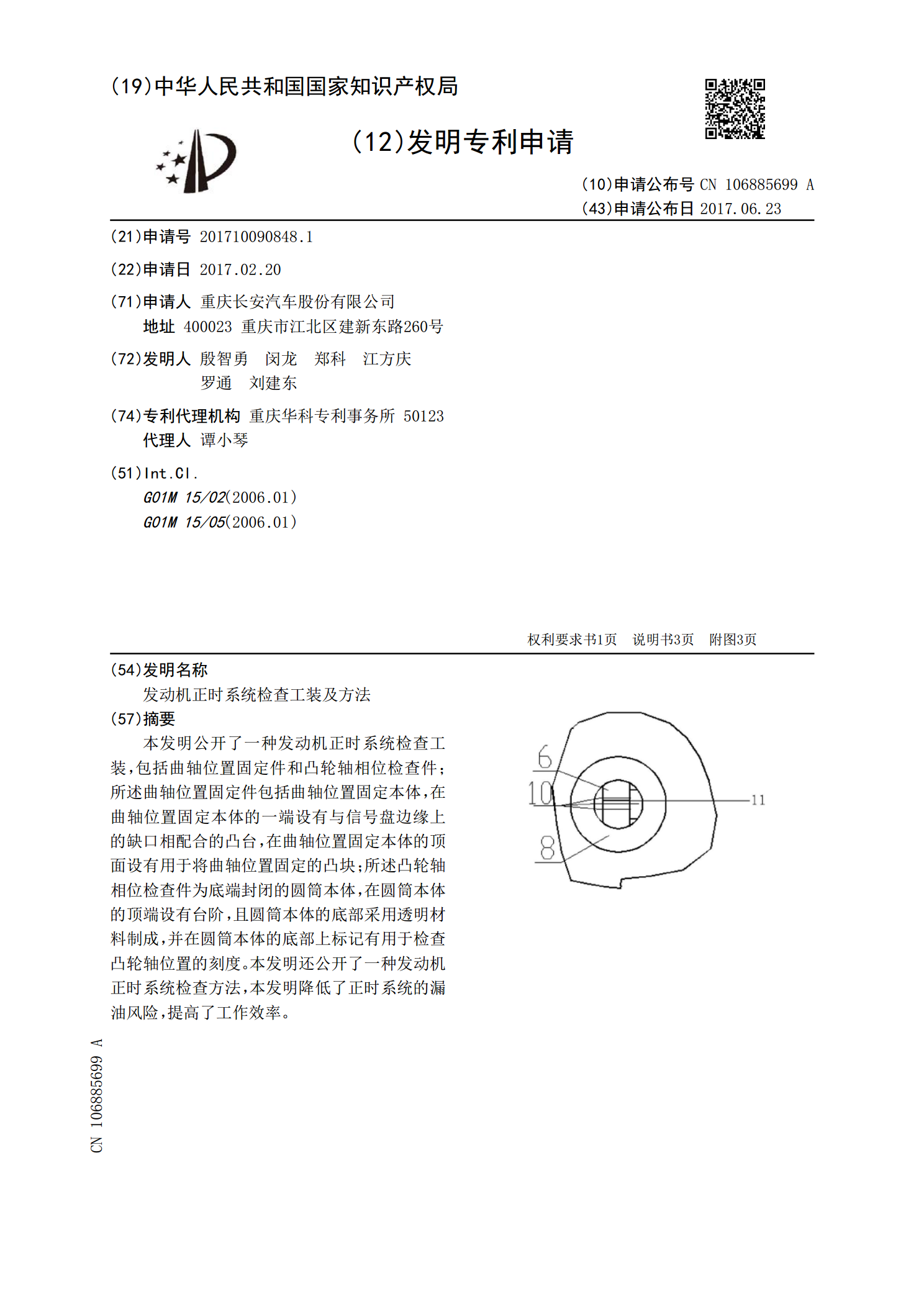
本发明公开了一种发动机正时系统检查工装,包括曲轴位置固定件和凸轮轴相位检查件;所述曲轴位置固定件包括曲轴位置固定本体,在曲轴位置固定本体的一端设有与信号盘边缘上的缺口相配合的凸台,在曲轴位置固定本体的顶面设有用于将曲轴位置固定的凸块;所述凸轮轴相位检查件为底端封闭的圆筒本体,在圆筒本体的顶端设有台阶,且圆筒本体的底部采用透明材料制成,并在圆筒本体的底部上标记有用于检查凸轮轴位置的刻度。本发明还公开了一种发动机正时系统检查方法,本发明降低了正时系统的漏油风险,提高了工作效率。