
发动机正时系统检查工装及方法.pdf

建英****66

1/8

2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
发动机正时系统检查工装及方法.pdf
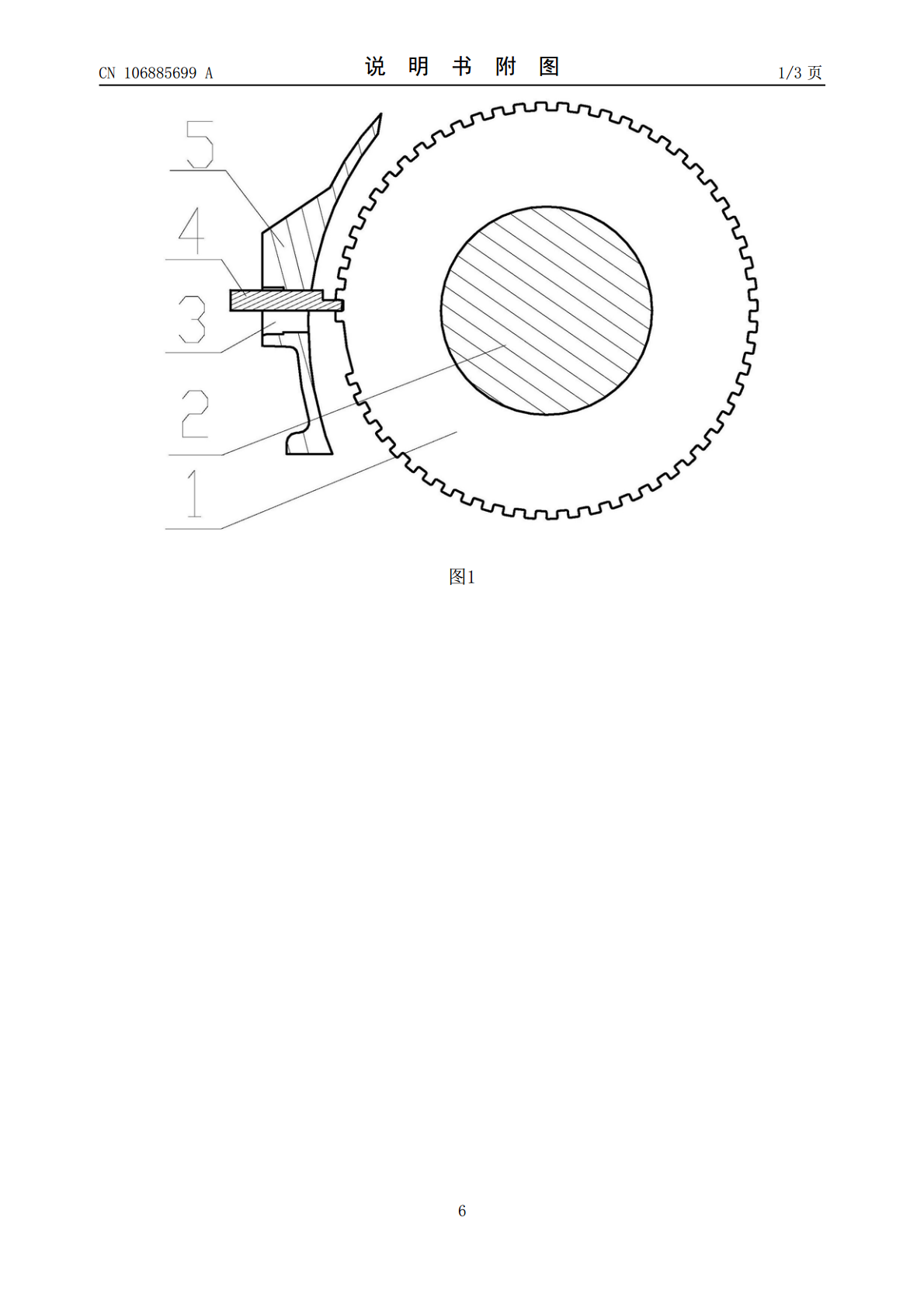
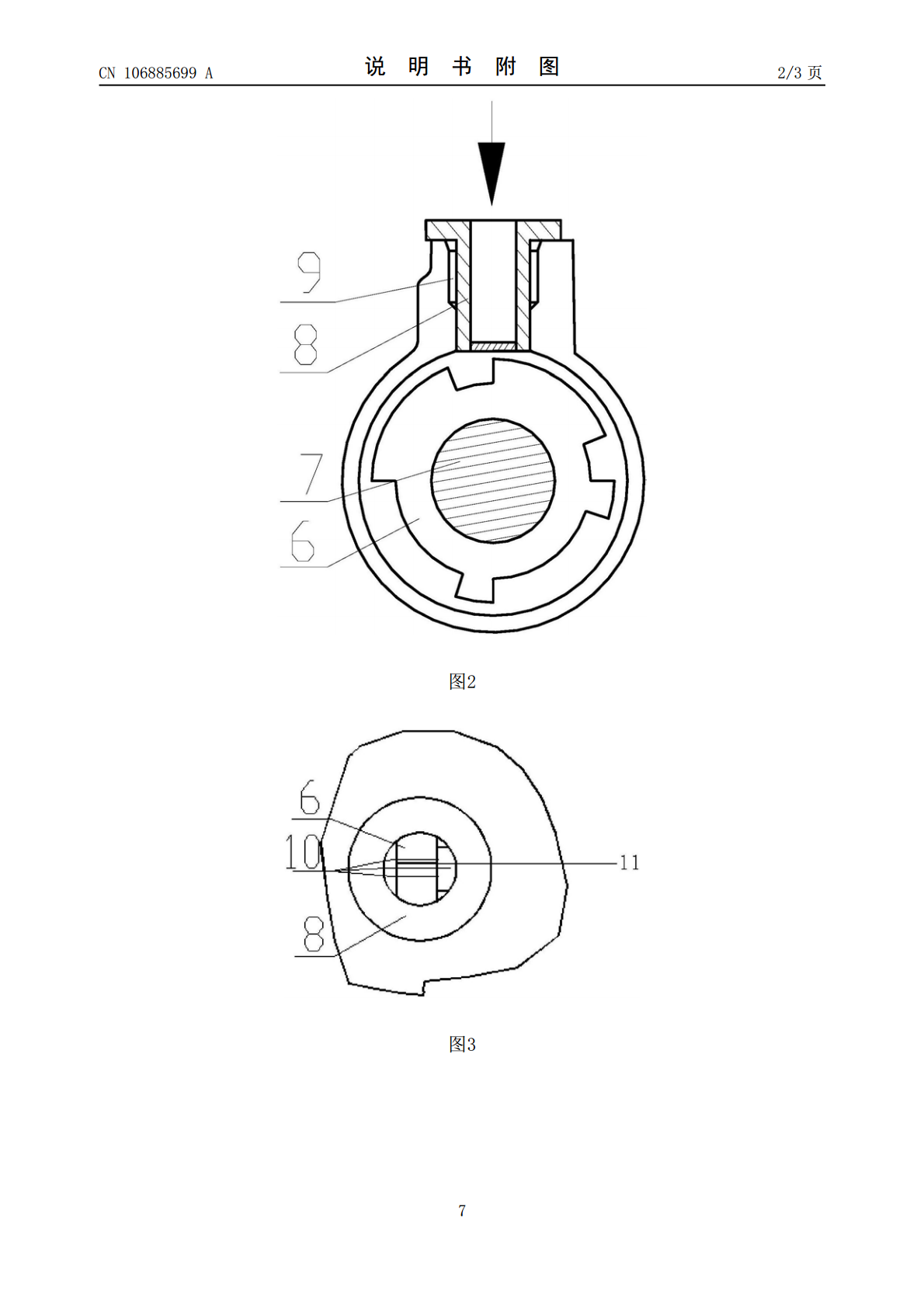
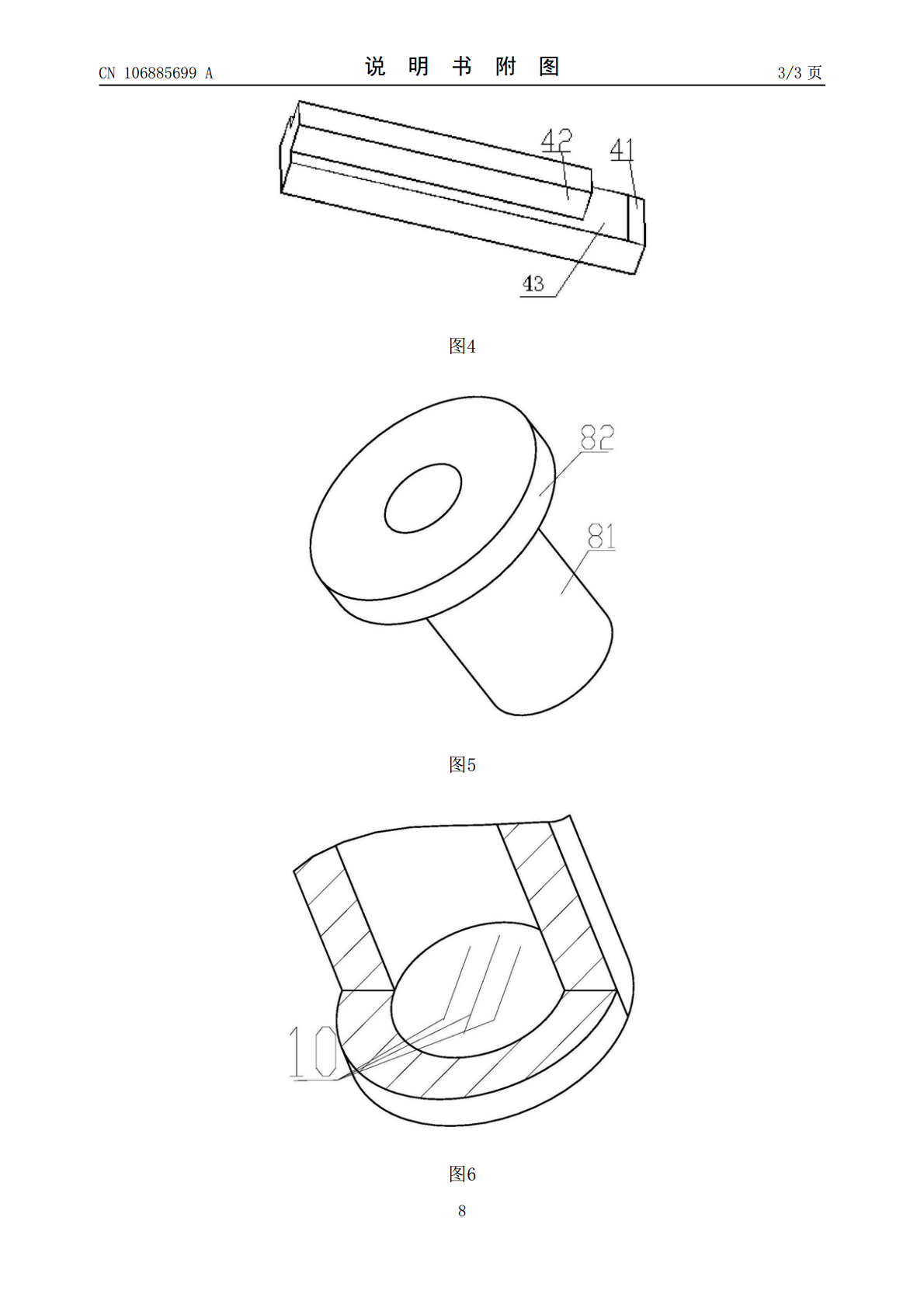
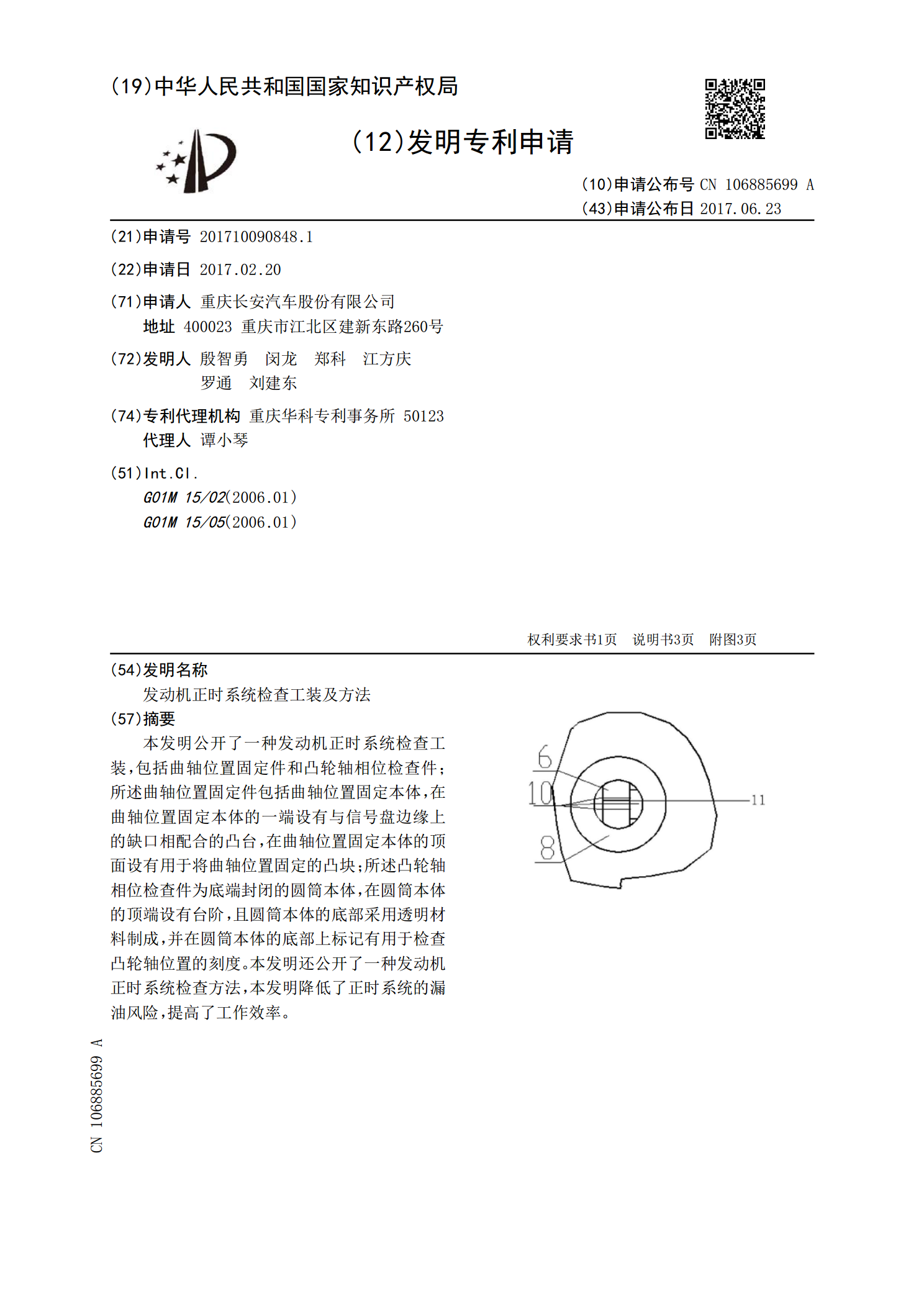
本发明公开了一种发动机正时系统检查工装,包括曲轴位置固定件和凸轮轴相位检查件;所述曲轴位置固定件包括曲轴位置固定本体,在曲轴位置固定本体的一端设有与信号盘边缘上的缺口相配合的凸台,在曲轴位置固定本体的顶面设有用于将曲轴位置固定的凸块;所述凸轮轴相位检查件为底端封闭的圆筒本体,在圆筒本体的顶端设有台阶,且圆筒本体的底部采用透明材料制成,并在圆筒本体的底部上标记有用于检查凸轮轴位置的刻度。本发明还公开了一种发动机正时系统检查方法,本发明降低了正时系统的漏油风险,提高了工作效率。
一种发动机正时系统装配工装.pdf
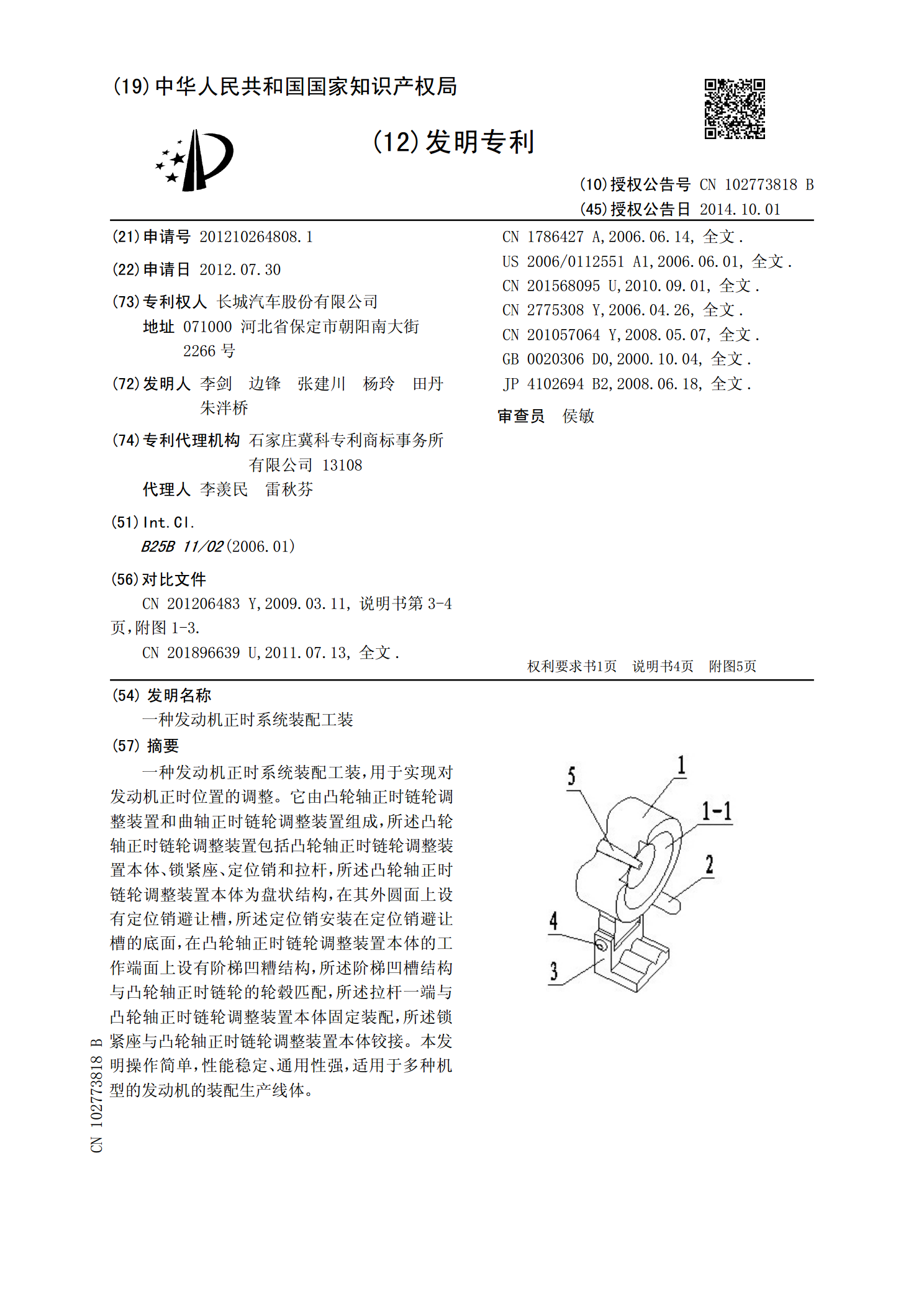
一种发动机正时系统装配工装,用于实现对发动机正时位置的调整。它由凸轮轴正时链轮调整装置和曲轴正时链轮调整装置组成,所述凸轮轴正时链轮调整装置包括凸轮轴正时链轮调整装置本体、锁紧座、定位销和拉杆,所述凸轮轴正时链轮调整装置本体为盘状结构,在其外圆面上设有定位销避让槽,所述定位销安装在定位销避让槽的底面,在凸轮轴正时链轮调整装置本体的工作端面上设有阶梯凹糟结构,所述阶梯凹槽结构与凸轮轴正时链轮的轮毂匹配,所述拉杆一端与凸轮轴正时链轮调整装置本体固定装配,所述锁紧座与凸轮轴正时链轮调整装置本体铰接。本发明操作简
一种发动机正时链条系统的装配工装及装配方法.pdf
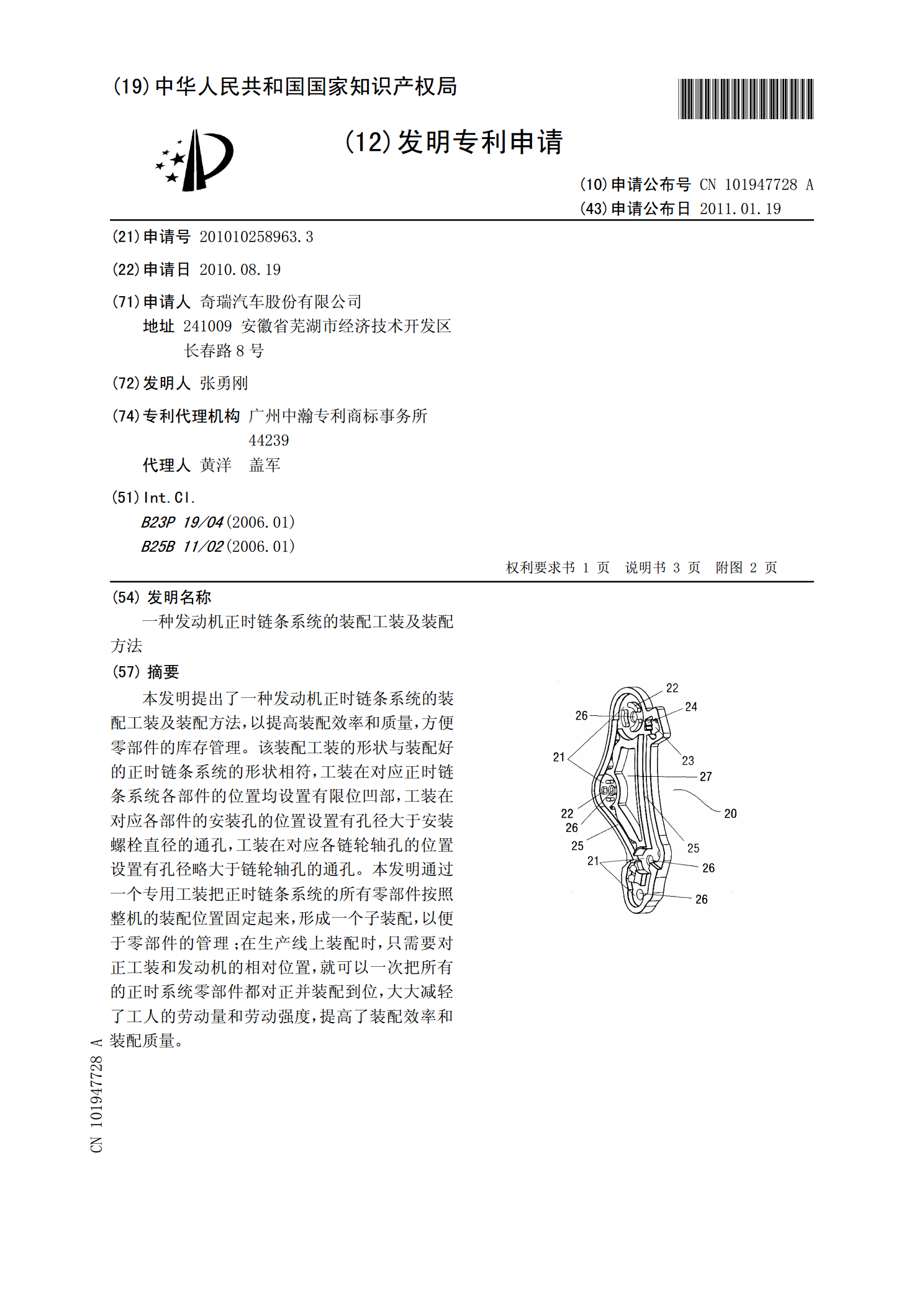
本发明提出了一种发动机正时链条系统的装配工装及装配方法,以提高装配效率和质量,方便零部件的库存管理。该装配工装的形状与装配好的正时链条系统的形状相符,工装在对应正时链条系统各部件的位置均设置有限位凹部,工装在对应各部件的安装孔的位置设置有孔径大于安装螺栓直径的通孔,工装在对应各链轮轴孔的位置设置有孔径略大于链轮轴孔的通孔。本发明通过一个专用工装把正时链条系统的所有零部件按照整机的装配位置固定起来,形成一个子装配,以便于零部件的管理;在生产线上装配时,只需要对正工装和发动机的相对位置,就可以一次把所有的正时
发动机凸轮轴正时工装.pdf
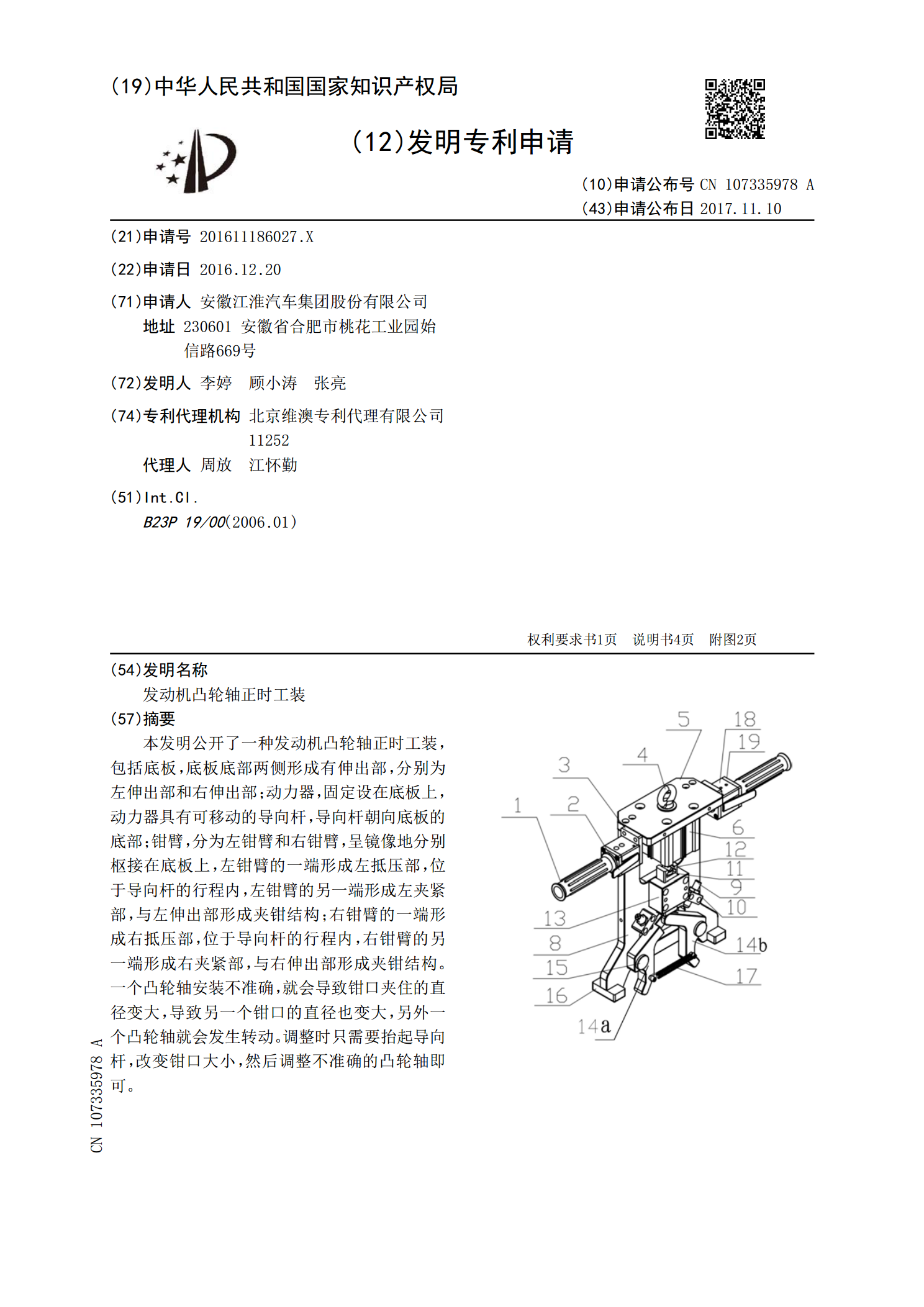
本发明公开了一种发动机凸轮轴正时工装,包括底板,底板底部两侧形成有伸出部,分别为左伸出部和右伸出部;动力器,固定设在底板上,动力器具有可移动的导向杆,导向杆朝向底板的底部;钳臂,分为左钳臂和右钳臂,呈镜像地分别枢接在底板上,左钳臂的一端形成左抵压部,位于导向杆的行程内,左钳臂的另一端形成左夹紧部,与左伸出部形成夹钳结构;右钳臂的一端形成右抵压部,位于导向杆的行程内,右钳臂的另一端形成右夹紧部,与右伸出部形成夹钳结构。一个凸轮轴安装不准确,就会导致钳口夹住的直径变大,导致另一个钳口的直径也变大,另外一个凸轮
发动机的正时系统的装配方法.pdf
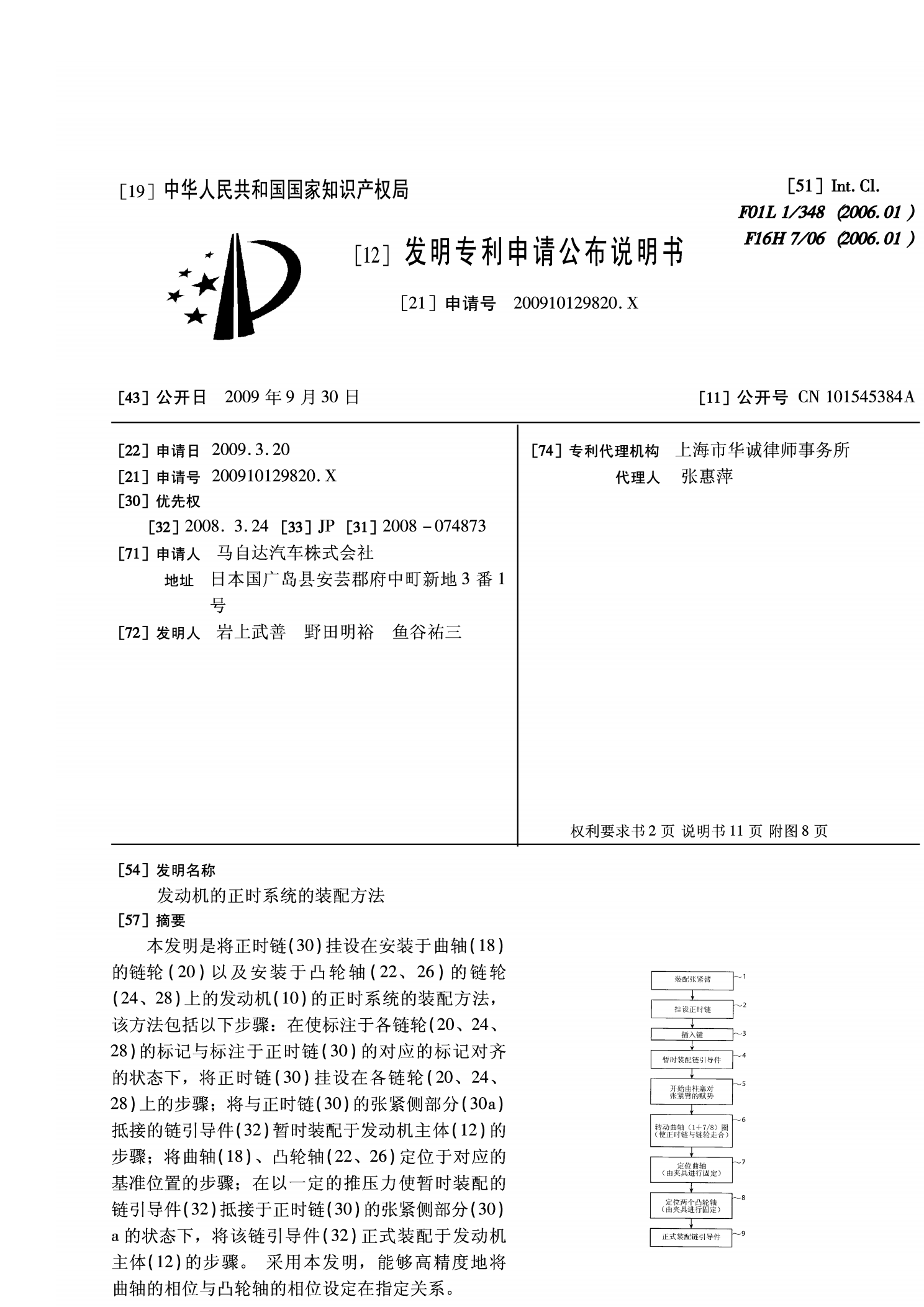
本发明是将正时链(30)挂设在安装于曲轴(18)的链轮(20)以及安装于凸轮轴(22、26)的链轮(24、28)上的发动机(10)的正时系统的装配方法,该方法包括以下步骤:在使标注于各链轮(20、24、28)的标记与标注于正时链(30)的对应的标记对齐的状态下,将正时链(30)挂设在各链轮(20、24、28)上的步骤;将与正时链(30)的张紧侧部分(30a)抵接的链引导件(32)暂时装配于发动机主体(12)的步骤;将曲轴(18)、凸轮轴(22、26)定位于对应的基准位置的步骤;在以一定的推压力使暂