
一种外圆、端面同步磨削用砂轮及其制备方法.pdf

念珊****写意


1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种外圆、端面同步磨削用砂轮及其制备方法.pdf
本发明公开了一种外圆、端面同步磨削用砂轮,包括基体和磨料层,基体由以下重量份的原料制成:亚胺树脂粉10‑20份,金属粉60‑85份,树脂胶2‑10份,金属胶1‑5份,硅烷偶联剂2.5‑5.5份,磨料层为树脂砂轮环、陶瓷砂轮环或砂轮结块。本发明选用树脂胶、金属胶混合使用浇注基体,有效的粘接树脂、金属物相,提升了粘接和其他性能的效用,增加了基体的刚性、韧性、导热性和耐高温性能,在砂轮磨削加工过程中可与磨料层同步损耗,不影响砂轮的性能和加工工件的表面质量。

一种磨削用CBN砂轮及其制备方法.pdf
一种磨削用CBN砂轮及其制备方法,砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂结合剂树脂胶粘结剂结合;烧结前磨料圈按质量百分比由CBN磨料、金属结合剂和辅助粘结剂制备而成;金属结合剂由Cu粉和TiH
一种钨电极磨削用砂轮及其制备方法.pdf
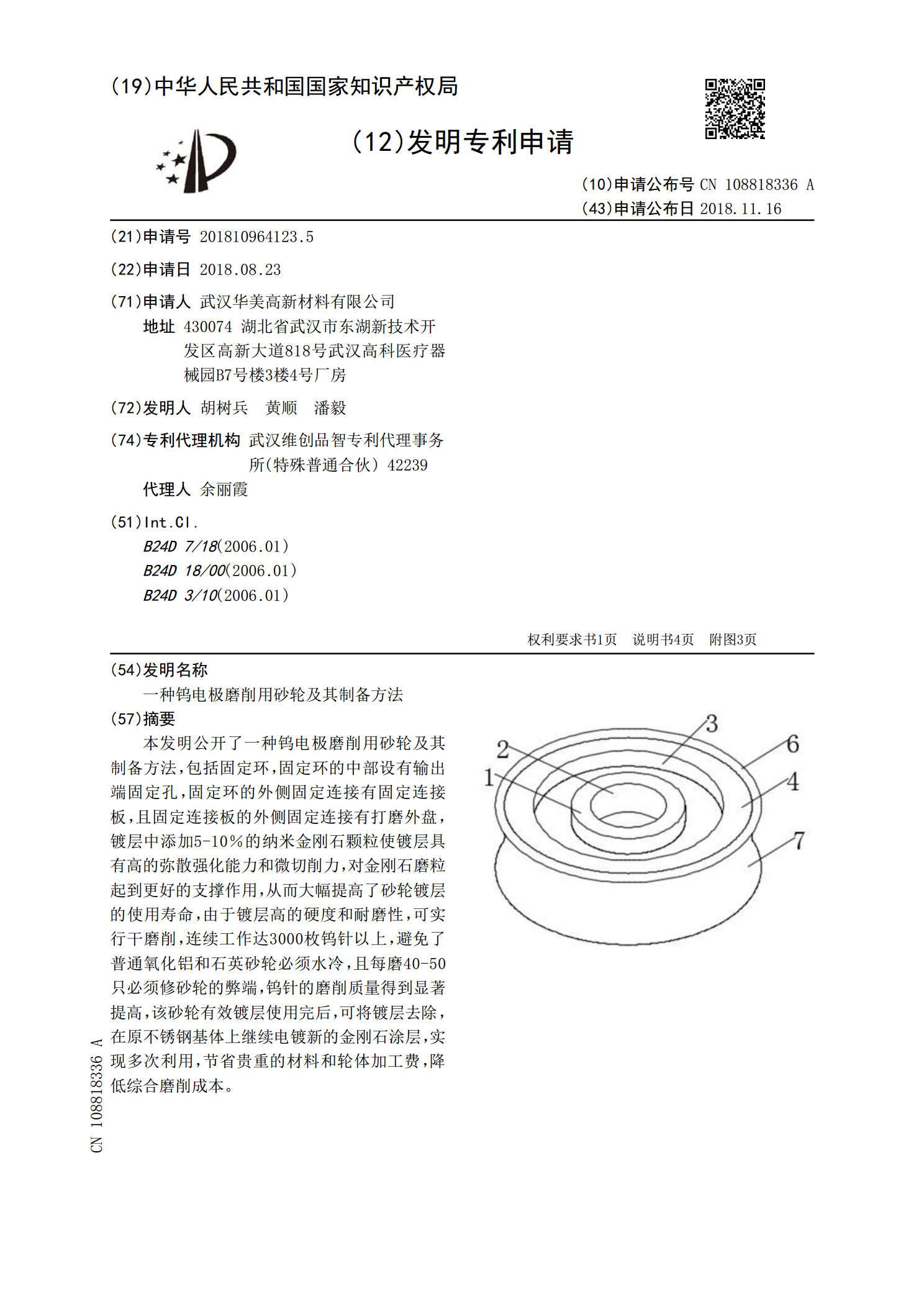
本发明公开了一种钨电极磨削用砂轮及其制备方法,包括固定环,固定环的中部设有输出端固定孔,固定环的外侧固定连接有固定连接板,且固定连接板的外侧固定连接有打磨外盘,镀层中添加5‑10%的纳米金刚石颗粒使镀层具有高的弥散强化能力和微切削力,对金刚石磨粒起到更好的支撑作用,从而大幅提高了砂轮镀层的使用寿命,由于镀层高的硬度和耐磨性,可实行干磨削,连续工作达3000枚钨针以上,避免了普通氧化铝和石英砂轮必须水冷,且每磨40‑50只必须修砂轮的弊端,钨针的磨削质量得到显著提高,该砂轮有效镀层使用完后,可将镀层去除,在

一种外圆磨削用超硬砂轮修整工具及修整方法.pdf
本发明公开了一种外圆磨削用超硬砂轮修整工具及修整方法,外圆磨削用超硬砂轮修整工具包括轴套,轴套外侧设有修整盘,修整盘外圈上间隔设置有修整条、修锐块和排屑槽,修整条镶嵌于修整盘上。应用本发明公开的外圆磨削用超硬砂轮的修整工具,使得修整CBN砂轮的时间减少50%以上;修整金刚石砂轮的时间减少60%以上;磨削工件的废品率降低20%以上,生产效率提高了50%以上。
一种不锈钢端面磨削用大气孔树脂结合剂超硬材料砂轮及其制备方法.pdf
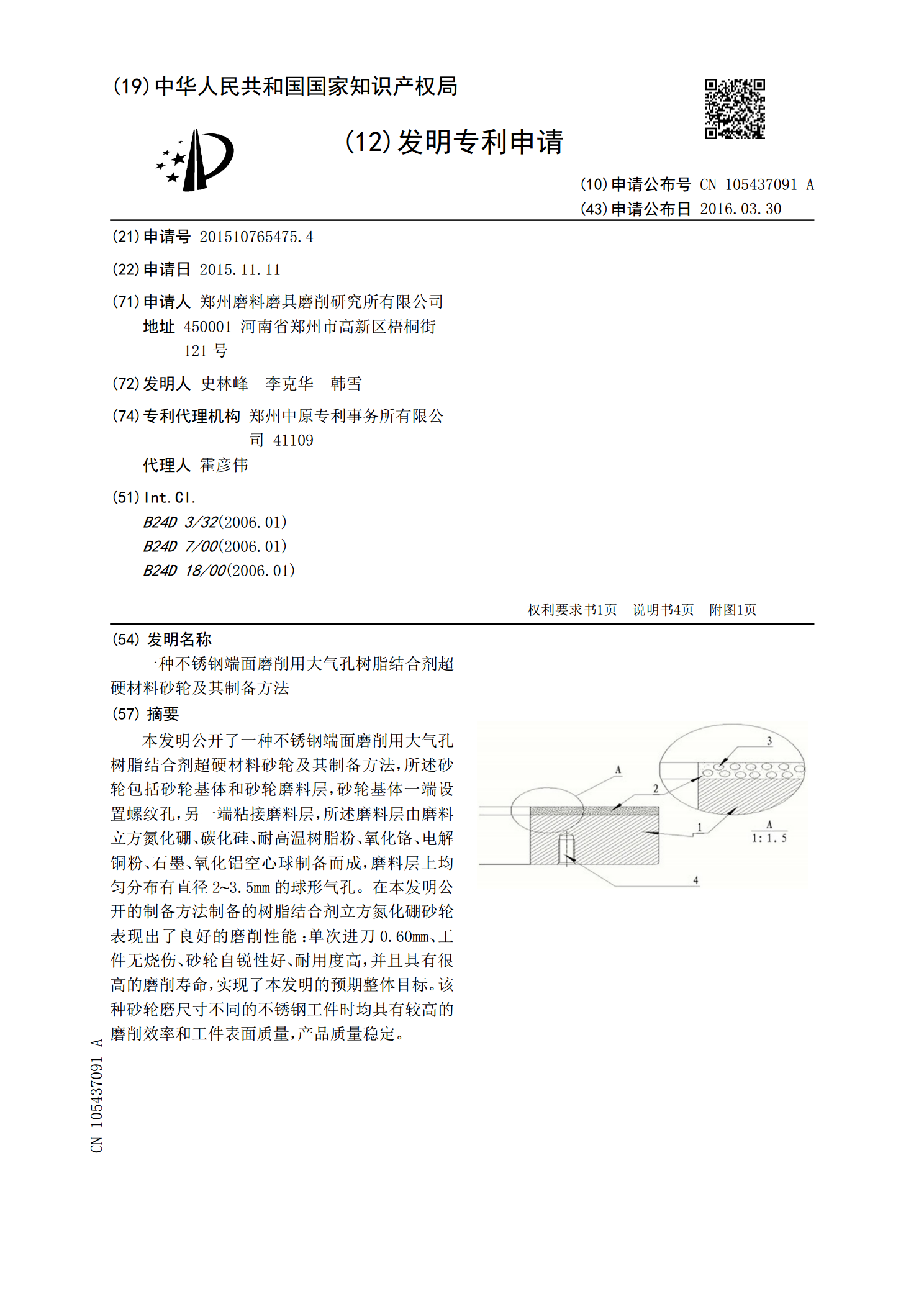
本发明公开了一种不锈钢端面磨削用大气孔树脂结合剂超硬材料砂轮及其制备方法,所述砂轮包括砂轮基体和砂轮磨料层,砂轮基体一端设置螺纹孔,另一端粘接磨料层,所述磨料层由磨料立方氮化硼、碳化硅、耐高温树脂粉、氧化铬、电解铜粉、石墨、氧化铝空心球制备而成,磨料层上均匀分布有直径2~3.5mm的球形气孔。在本发明公开的制备方法制备的树脂结合剂立方氮化硼砂轮表现出了良好的磨削性能:单次进刀0.60mm、工件无烧伤、砂轮自锐性好、耐用度高,并且具有很高的磨削寿命,实现了本发明的预期整体目标。该种砂轮磨尺寸不同的不锈钢工件