
一种磨削用CBN砂轮及其制备方法.pdf

邻家****曼玉

1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种磨削用CBN砂轮及其制备方法.pdf
一种磨削用CBN砂轮及其制备方法,砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂结合剂树脂胶粘结剂结合;烧结前磨料圈按质量百分比由CBN磨料、金属结合剂和辅助粘结剂制备而成;金属结合剂由Cu粉和TiH
一种CBN砂轮及其制备方法.pdf
一种CBN砂轮及其制备方法,属于超硬磨料领域;砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂胶粘结剂结合;磨料圈由CBN磨料、金属结合剂和辅助粘结剂制备而成:金属结合剂含有Cu粉和Ti粉;磨料圈组成:CBN磨料、金属结合剂和孔隙;制备方法:1)将CBN磨料、Cu粉和Ti粉混合得混合料A;2)将辅助粘结剂与混合料A混合得混合料B;3)将混合料B烘干;4)将烘干后的混合料B过筛;5)将过筛后的混合料B,冷压成型,制得磨料圈生坯;6)将磨料圈生坯在惰性气体气氛下烧结后冷却,得磨料圈坯体;7)用树脂胶粘结剂,将磨料圈

一种CBN砂轮及其制备方法.pdf
本发明公开一种CBN砂轮,该CBN砂轮由下列重量份的原料制成:具有金属镀层的CBN磨粒60‑70份,糊精液2‑4份,以及由陶瓷成分和金属成分组成的陶瓷结合剂;陶瓷成分由以下重量份的原料组成:SiO
一种高速磨削用自修复型超细粒度CBN砂轮及其制备方法.pdf
本发明公开了一种高速磨削用自修复型超细粒度CBN砂轮,该砂轮在制备过程中先对超细粒度的CBN磨料、棕刚玉磨料进行预处理,改善其力学性能以及与粘结剂的粘接性能,而以聚苯乙烯磺酸钠、聚乙烯亚胺等配制的溶液处理后的磨料及纳米二氧化钛、纳米氧化锡等粉体间的分散性佳,不易团聚,磨料在溶液中形成不沉淀、絮凝的稳定体系,干燥后的粉体与粘结剂的润湿性和相容性更佳,粘结强度大,且以氟碳树脂为主的粘结剂使得砂轮表面更为光洁,易于清理;本发明制备的超细粒度CBN砂轮胚体硬度高,自锐性好,磨削快速,润滑性好,表面有自我修复能力,
一种钨电极磨削用砂轮及其制备方法.pdf
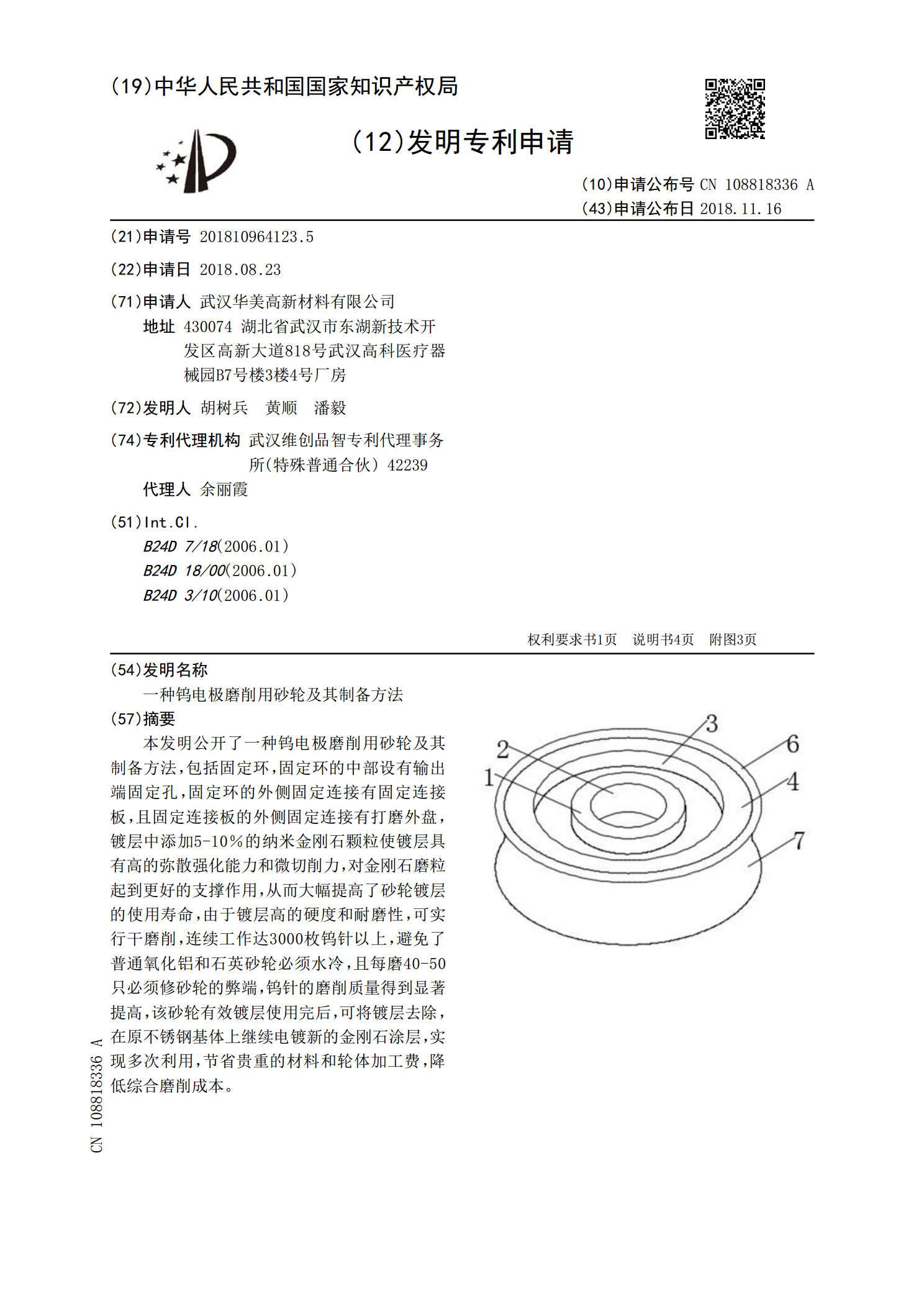
本发明公开了一种钨电极磨削用砂轮及其制备方法,包括固定环,固定环的中部设有输出端固定孔,固定环的外侧固定连接有固定连接板,且固定连接板的外侧固定连接有打磨外盘,镀层中添加5‑10%的纳米金刚石颗粒使镀层具有高的弥散强化能力和微切削力,对金刚石磨粒起到更好的支撑作用,从而大幅提高了砂轮镀层的使用寿命,由于镀层高的硬度和耐磨性,可实行干磨削,连续工作达3000枚钨针以上,避免了普通氧化铝和石英砂轮必须水冷,且每磨40‑50只必须修砂轮的弊端,钨针的磨削质量得到显著提高,该砂轮有效镀层使用完后,可将镀层去除,在