
汽车铝合金轮毂表面油漆金涂工艺.pdf

书生****文章

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车铝合金轮毂表面油漆金涂工艺.pdf
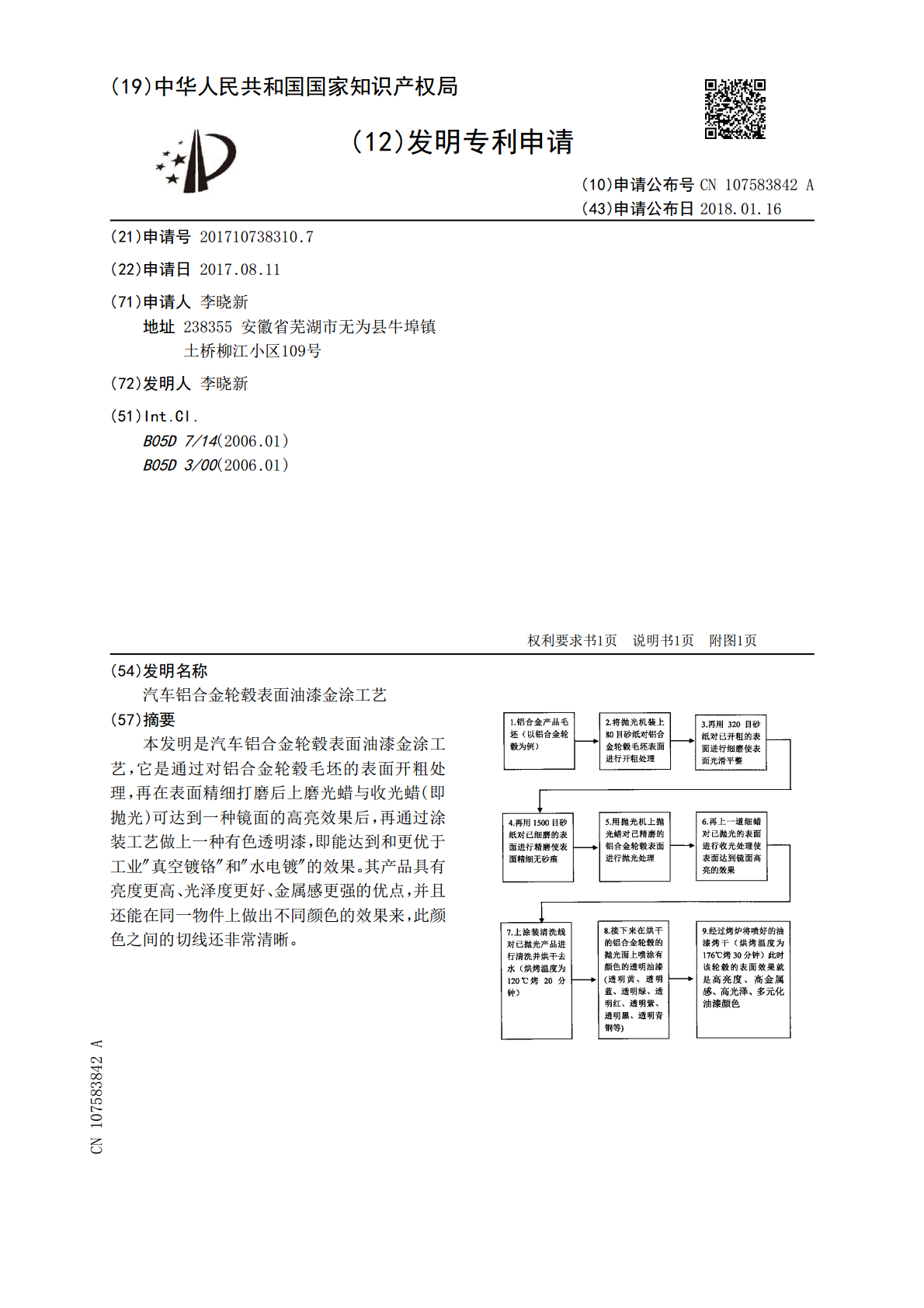
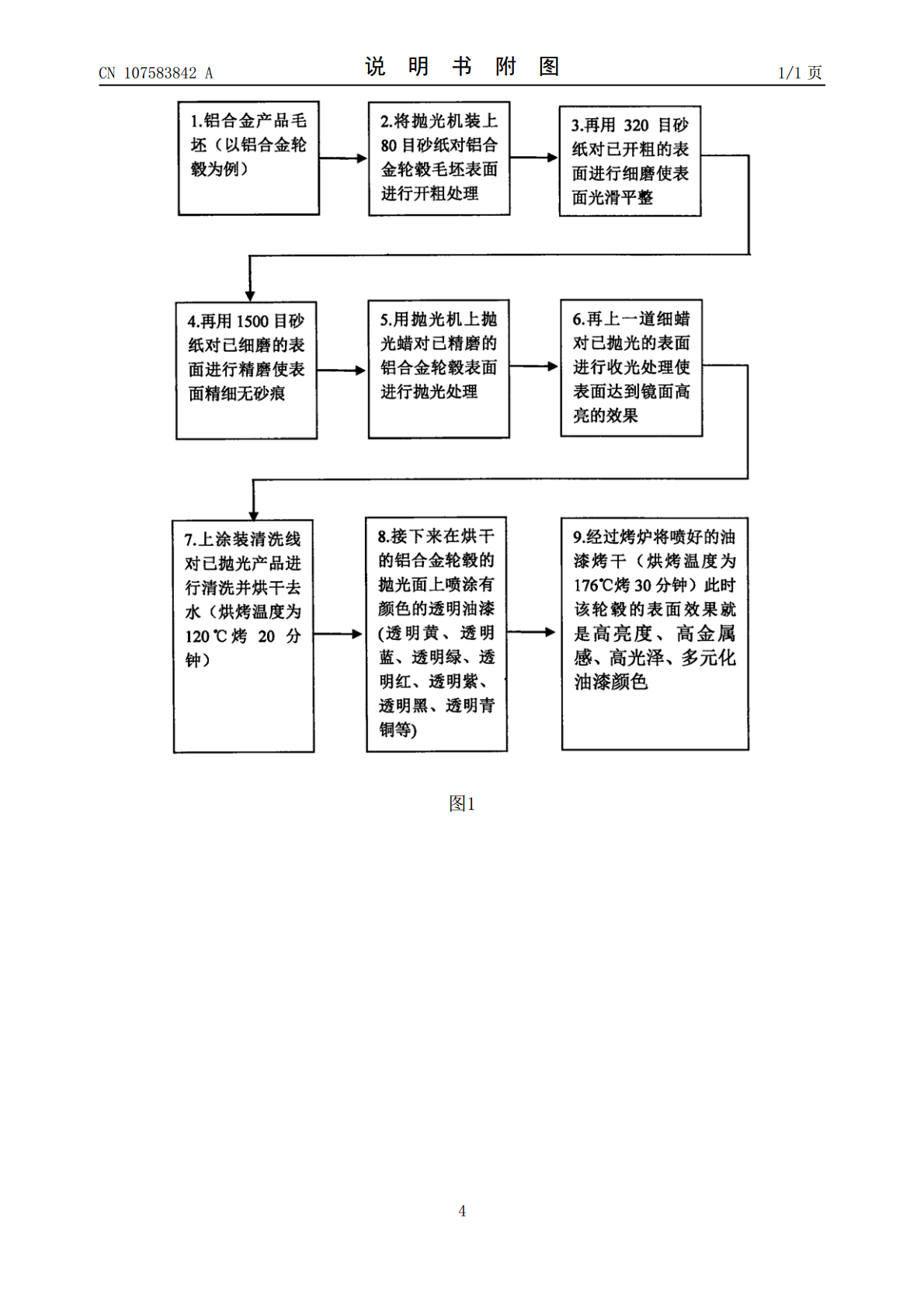
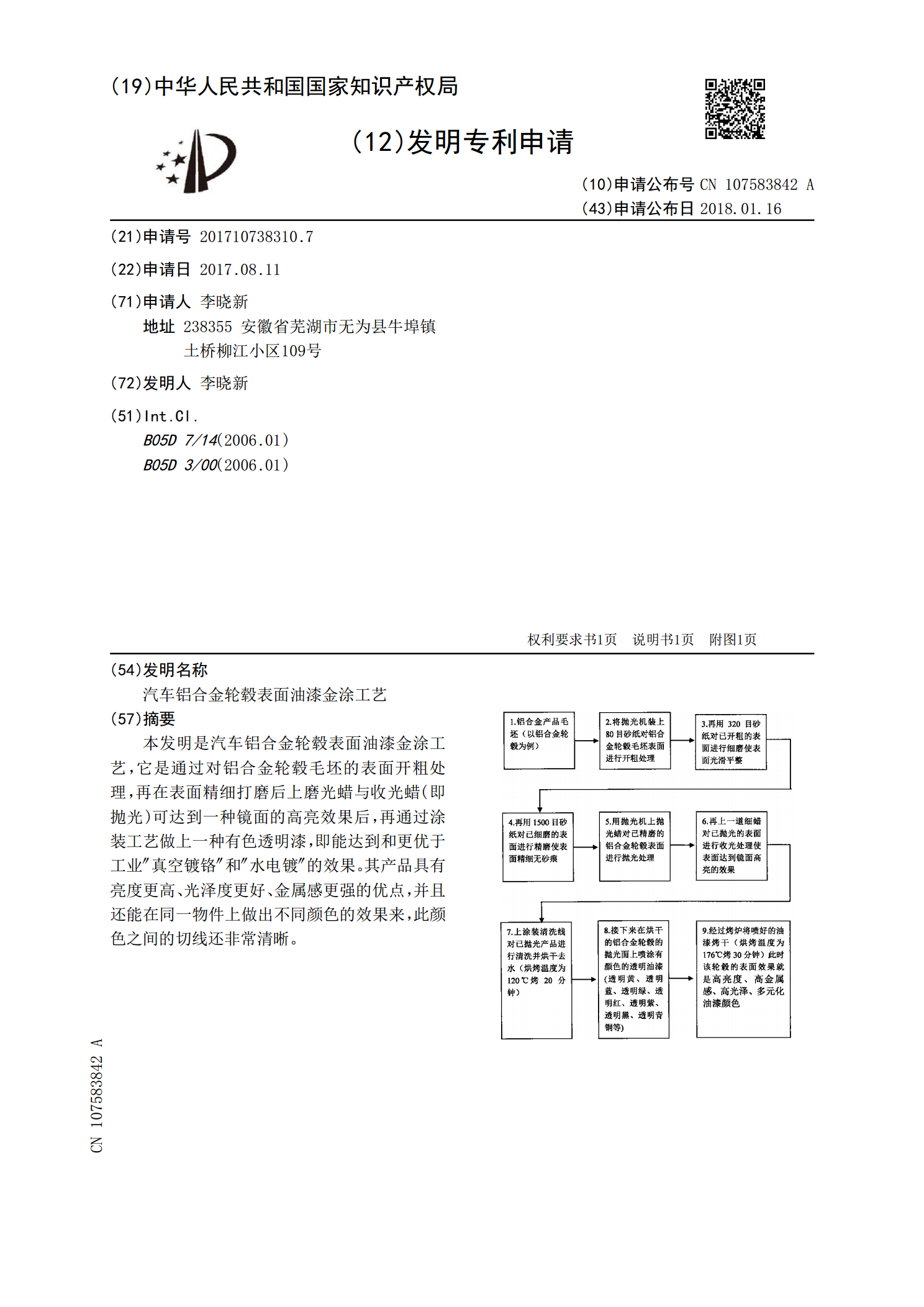
本发明是汽车铝合金轮毂表面油漆金涂工艺,它是通过对铝合金轮毂毛坯的表面开粗处理,再在表面精细打磨后上磨光蜡与收光蜡(即抛光)可达到一种镜面的高亮效果后,再通过涂装工艺做上一种有色透明漆,即能达到和更优于工业″真空镀铬″和″水电镀″的效果。其产品具有亮度更高、光泽度更好、金属感更强的优点,并且还能在同一物件上做出不同颜色的效果来,此颜色之间的切线还非常清晰。
用于在汽车轮毂表面镀铝或铝合金的工艺.pdf
本发明公开了用于在汽车轮毂表面镀铝或铝合金的工艺,涉及轮毂表面处理技术领域,旨在解决高污染的问题;其技术方案要点是:第一步,对轮毂基材表面进行预处理;第二步,喷底粉涂层;第三步,喷介质粉涂层;第四步,PVD工艺;第五步,喷透明粉涂层。本发明的用于在汽车轮毂表面镀铝或铝合金的工艺能够解决现有技术中高污染的问题。
汽车铝合金轮毂旋压工艺.pdf
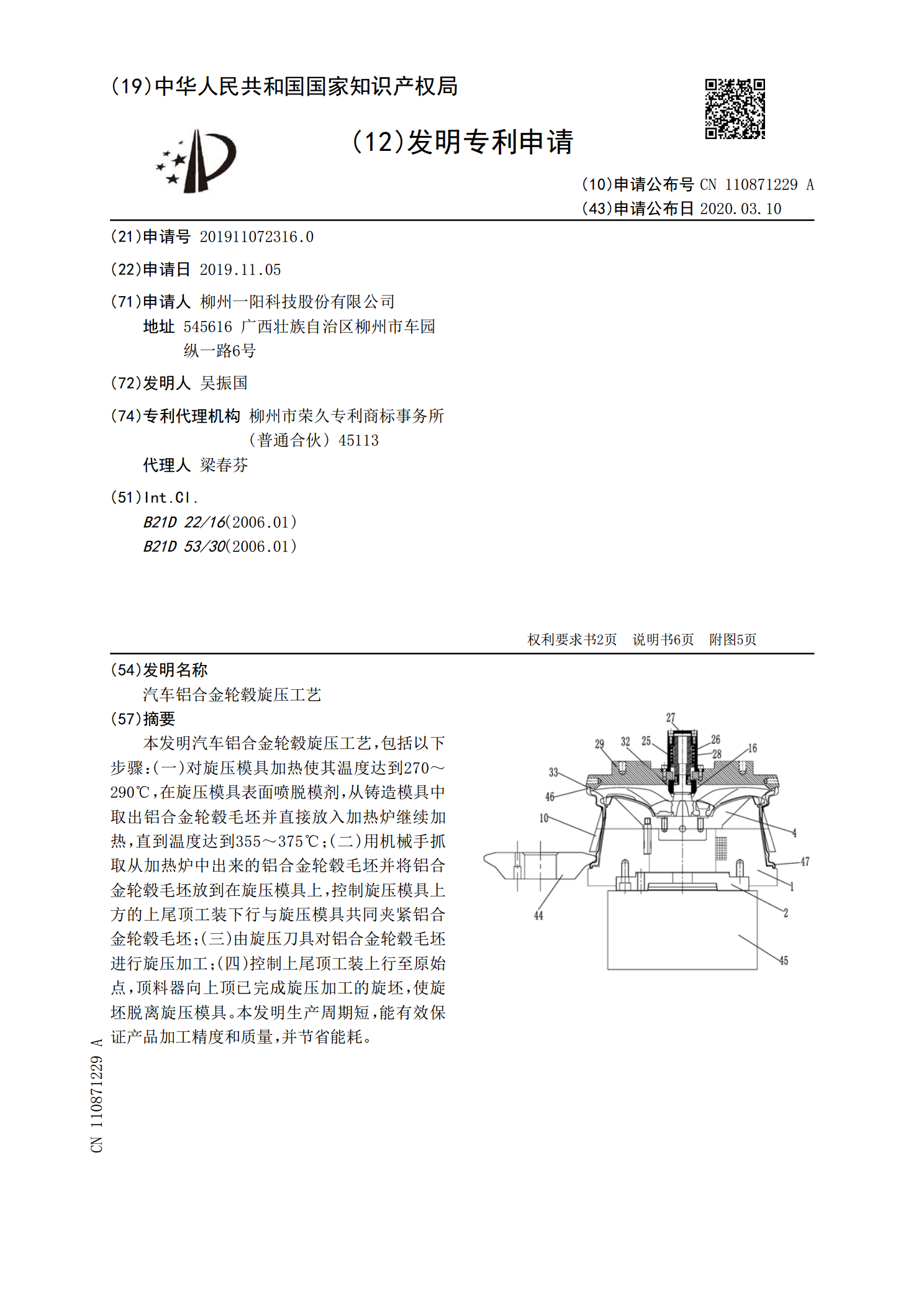
本发明汽车铝合金轮毂旋压工艺,包括以下步骤:(一)对旋压模具加热使其温度达到270~290℃,在旋压模具表面喷脱模剂,从铸造模具中取出铝合金轮毂毛坯并直接放入加热炉继续加热,直到温度达到355~375℃;(二)用机械手抓取从加热炉中出来的铝合金轮毂毛坯并将铝合金轮毂毛坯放到在旋压模具上,控制旋压模具上方的上尾顶工装下行与旋压模具共同夹紧铝合金轮毂毛坯;(三)由旋压刀具对铝合金轮毂毛坯进行旋压加工;(四)控制上尾顶工装上行至原始点,顶料器向上顶已完成旋压加工的旋坯,使旋坯脱离旋压模具。本发明生产周期短,能有
汽车铝合金轮毂低温铸造工艺.pdf
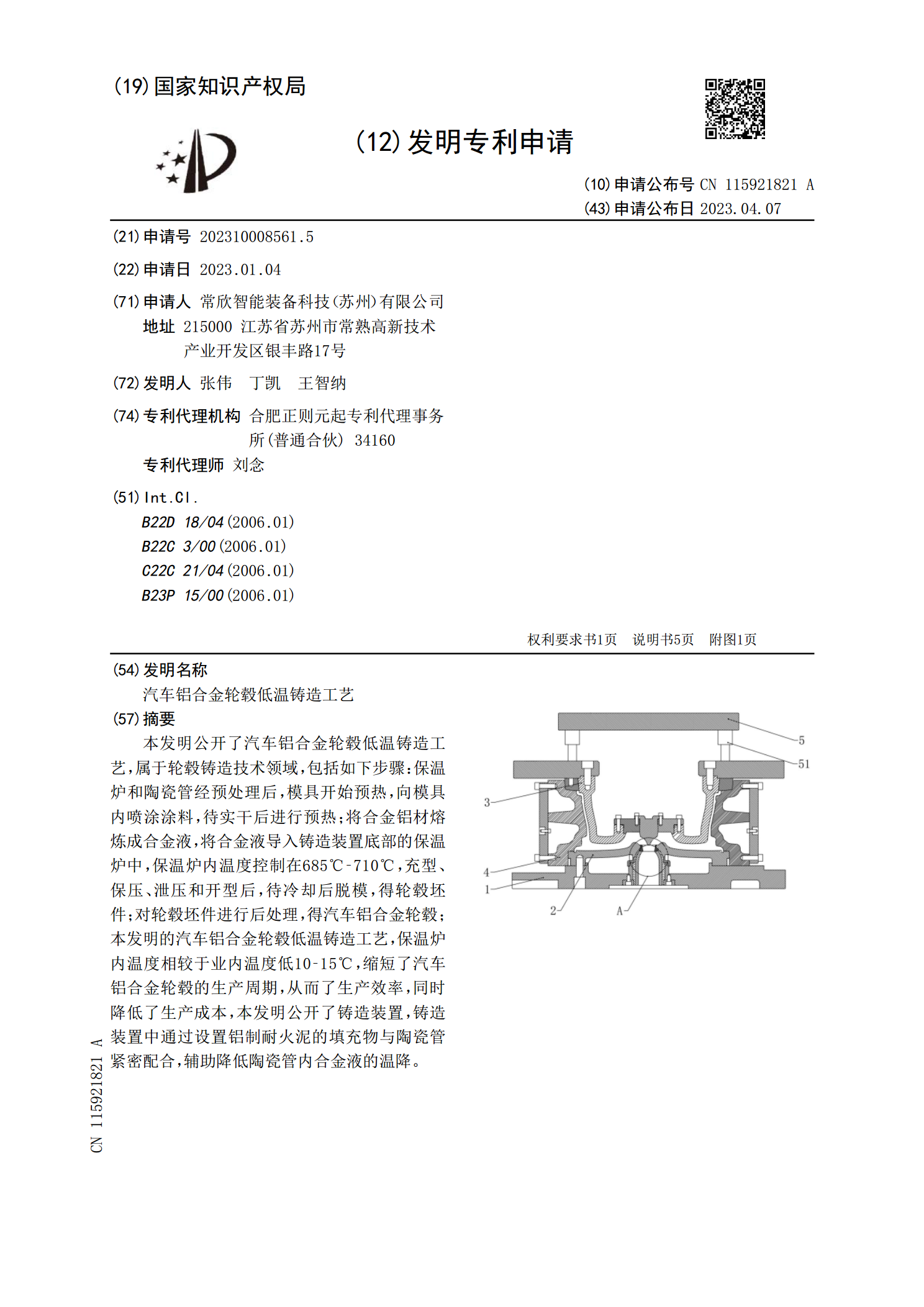
本发明公开了汽车铝合金轮毂低温铸造工艺,属于轮毂铸造技术领域,包括如下步骤:保温炉和陶瓷管经预处理后,模具开始预热,向模具内喷涂涂料,待实干后进行预热;将合金铝材熔炼成合金液,将合金液导入铸造装置底部的保温炉中,保温炉内温度控制在685℃‑710℃,充型、保压、泄压和开型后,待冷却后脱模,得轮毂坯件;对轮毂坯件进行后处理,得汽车铝合金轮毂;本发明的汽车铝合金轮毂低温铸造工艺,保温炉内温度相较于业内温度低10‑15℃,缩短了汽车铝合金轮毂的生产周期,从而了生产效率,同时降低了生产成本,本发明公开了铸造装置,

汽车铝合金轮毂低温铸造工艺.pdf
本发明汽车铝合金轮毂低温铸造工艺,涉及一种铸造工艺,将液态铝合金转注入保温炉后,再进行升液、充型、增压、保压、自然冷却,保温炉内液态铝合金的体积不得低于保温炉容积的三分之一,每一次将液态铝合金转注入保温炉的时间为30‑60秒,保温炉内的液态铝合金温度控制在660℃‑675℃范围内,升液的压力为150‑250mbar,每一次压铸一个轮毂的升液的时间为5‑11秒,保压压力为680‑730mbar,保压时间为100‑140s。采用本发明工艺后,保温炉内的液态铝合金温度较业内一般工艺控制的液态铝合金温度要低20