
汽车铝合金轮毂旋压工艺.pdf

是你****馨呀


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车铝合金轮毂旋压工艺.pdf
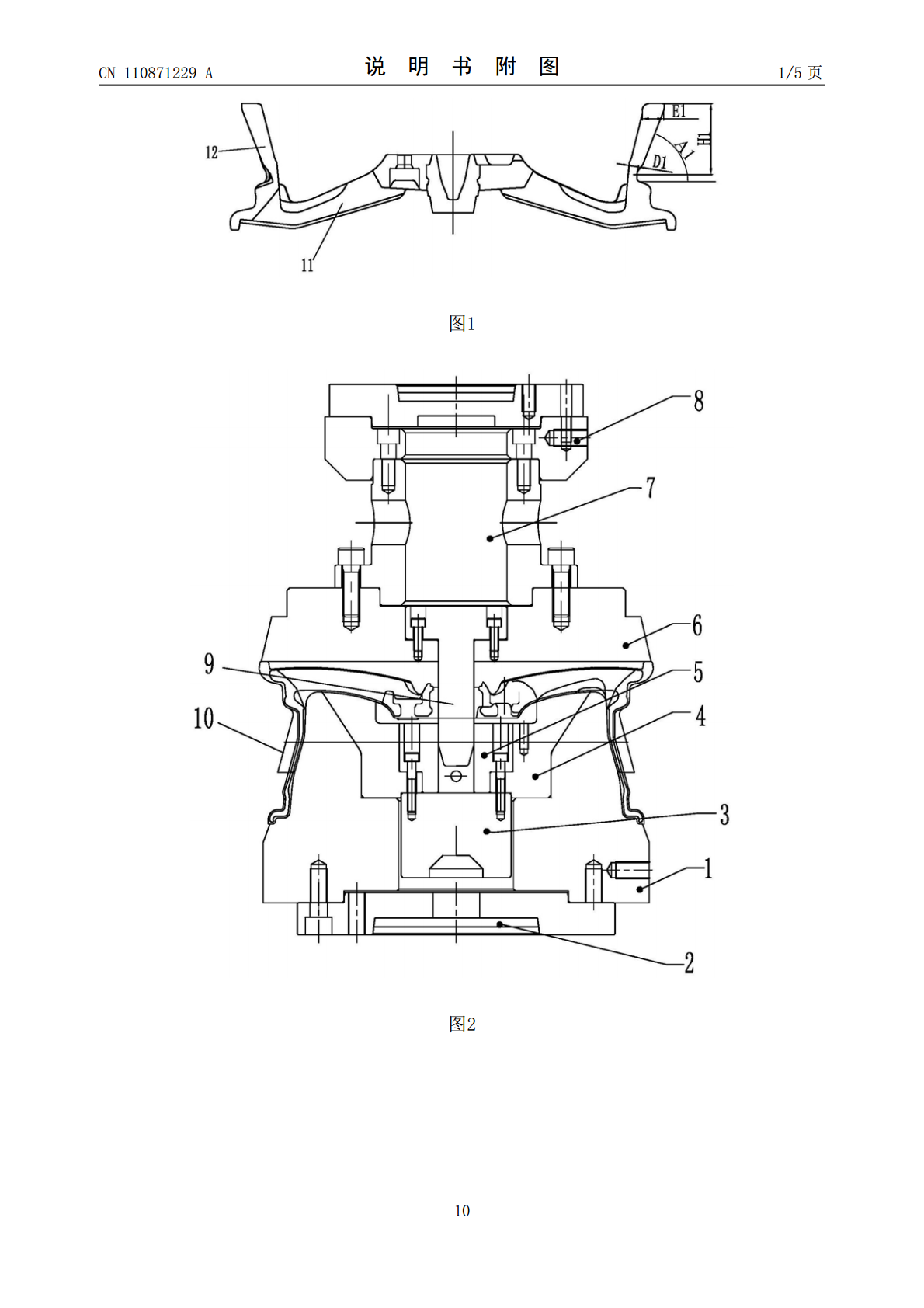
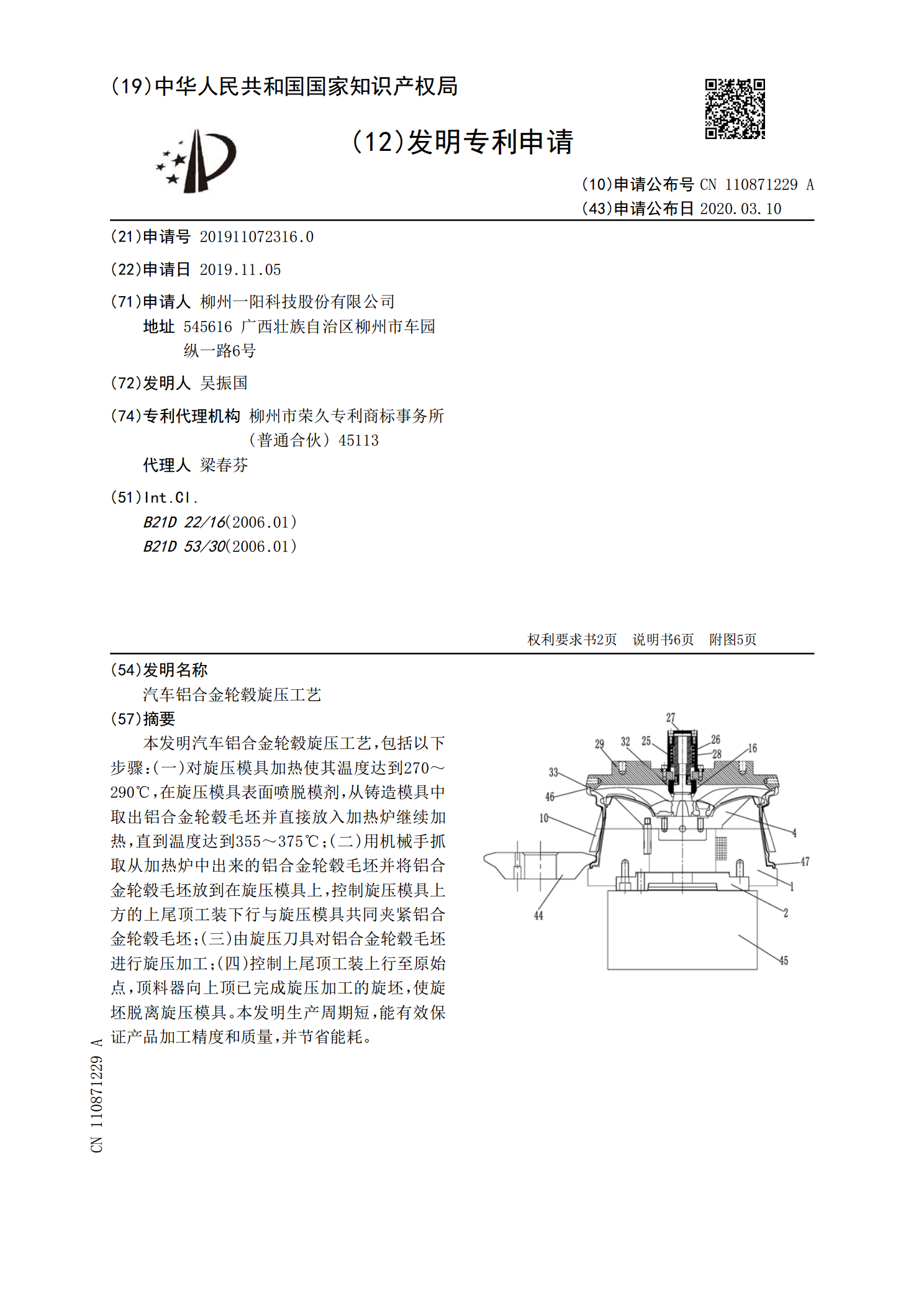
本发明汽车铝合金轮毂旋压工艺,包括以下步骤:(一)对旋压模具加热使其温度达到270~290℃,在旋压模具表面喷脱模剂,从铸造模具中取出铝合金轮毂毛坯并直接放入加热炉继续加热,直到温度达到355~375℃;(二)用机械手抓取从加热炉中出来的铝合金轮毂毛坯并将铝合金轮毂毛坯放到在旋压模具上,控制旋压模具上方的上尾顶工装下行与旋压模具共同夹紧铝合金轮毂毛坯;(三)由旋压刀具对铝合金轮毂毛坯进行旋压加工;(四)控制上尾顶工装上行至原始点,顶料器向上顶已完成旋压加工的旋坯,使旋坯脱离旋压模具。本发明生产周期短,能有
汽车6061铝合金轮毂旋压成型工艺设计.pdf
目录设计概述......................................................................................................31毕业设计任务分析及思路...........................................................................................41.1任务分析...................................

汽车铝合金轮毂强力旋压成形工艺研究.docx
汽车铝合金轮毂强力旋压成形工艺研究汽车铝合金轮毂强力旋压成形工艺研究摘要:随着汽车工业的快速发展,轮毂作为汽车重要的组件之一,对其性能和质量要求也越来越高。铝合金轮毂具有重量轻、强度高、耐腐蚀等优点,在汽车制造中得到越来越广泛的应用。本文以汽车铝合金轮毂的强力旋压成形工艺为研究对象,通过实验和数值模拟的方法,探讨了铝合金轮毂强力旋压成形过程中的工艺参数对成形过程和成形品质的影响,为提高铝合金轮毂的生产效率和质量提供了一定的理论依据。关键词:汽车铝合金轮毂,强力旋压,成形工艺,数值模拟,工艺参数第1章引言1

汽车铝合金轮毂强力旋压成形工艺研究的中期报告.docx
汽车铝合金轮毂强力旋压成形工艺研究的中期报告该篇中期报告主要介绍了汽车铝合金轮毂强力旋压成形工艺的研究进展情况,包括研究背景、研究目的、研究内容,以及采用的研究方法和初步实验结果。研究背景:汽车轮毂作为车辆外观的重要组成部分,除了美观外还必须具备优秀的安全性和性能,其中材料的选择和成形技术的应用起着至关重要的作用。随着轮毂的功能越来越多元化、复杂化,传统的成形技术已经难以满足设计要求和市场需求,因此需要寻求新的成形工艺。研究目的:本研究旨在探索汽车铝合金轮毂强力旋压成形工艺,并研究其成形特点、成形规律和工

耐摩擦铝合金轮毂旋压工艺.pdf
耐摩擦铝合金轮毂旋压工艺,该工艺主要流程为,熔化‑铸造预成型‑均匀化处理‑加温旋压‑预热处理‑喷丸‑旋压‑热处理‑喷丸‑机加‑涂装。热旋压塑性变形可以弥合微细的疏松缺陷,从而提高了轮毂的力学性能,铸旋新工艺大幅提高了车轮的整体强度和耐腐蚀性,而机械加工余量大幅减少,车轮使用寿命和安全性显著提高,有利于车辆减重节油,车轮生产成本下降。