
汽车铝合金轮毂低温铸造工艺.pdf

秀华****魔王


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车铝合金轮毂低温铸造工艺.pdf
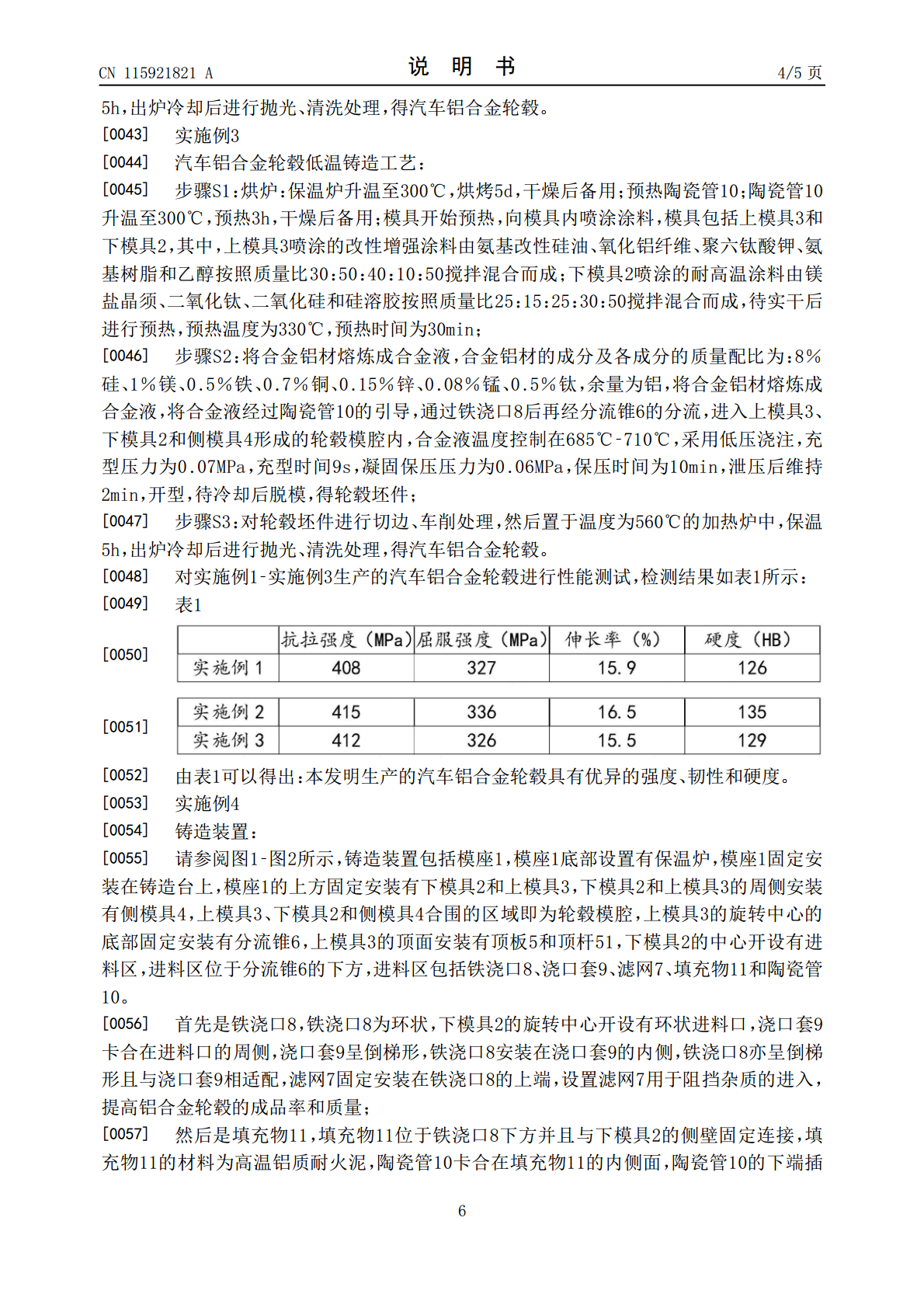
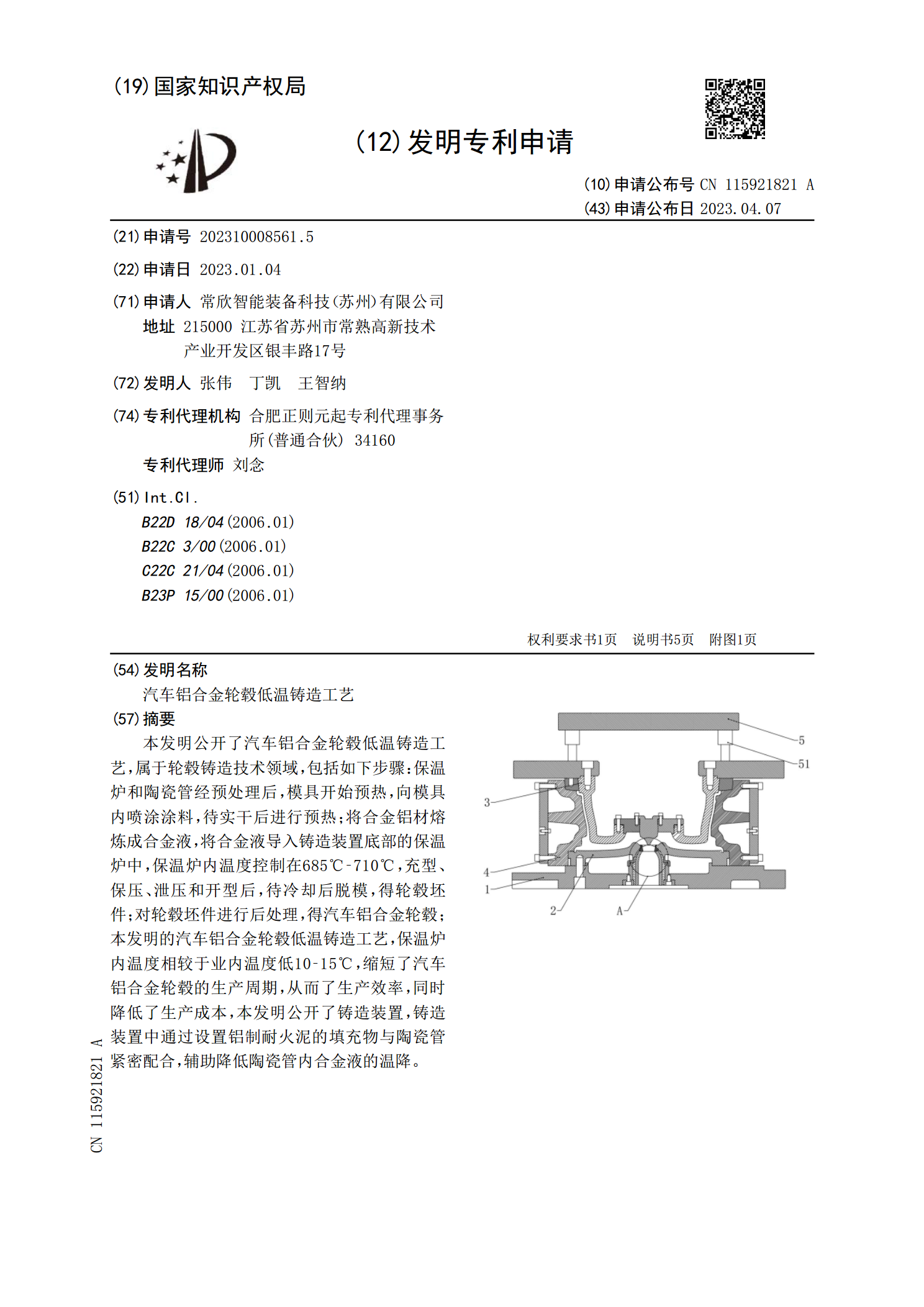
本发明公开了汽车铝合金轮毂低温铸造工艺,属于轮毂铸造技术领域,包括如下步骤:保温炉和陶瓷管经预处理后,模具开始预热,向模具内喷涂涂料,待实干后进行预热;将合金铝材熔炼成合金液,将合金液导入铸造装置底部的保温炉中,保温炉内温度控制在685℃‑710℃,充型、保压、泄压和开型后,待冷却后脱模,得轮毂坯件;对轮毂坯件进行后处理,得汽车铝合金轮毂;本发明的汽车铝合金轮毂低温铸造工艺,保温炉内温度相较于业内温度低10‑15℃,缩短了汽车铝合金轮毂的生产周期,从而了生产效率,同时降低了生产成本,本发明公开了铸造装置,

汽车铝合金轮毂低温铸造工艺.pdf
本发明汽车铝合金轮毂低温铸造工艺,涉及一种铸造工艺,将液态铝合金转注入保温炉后,再进行升液、充型、增压、保压、自然冷却,保温炉内液态铝合金的体积不得低于保温炉容积的三分之一,每一次将液态铝合金转注入保温炉的时间为30‑60秒,保温炉内的液态铝合金温度控制在660℃‑675℃范围内,升液的压力为150‑250mbar,每一次压铸一个轮毂的升液的时间为5‑11秒,保压压力为680‑730mbar,保压时间为100‑140s。采用本发明工艺后,保温炉内的液态铝合金温度较业内一般工艺控制的液态铝合金温度要低20

汽车铝合金轮毂铸造技术工艺应用研究.pptx
,CONTENTS01.02.铝合金轮毂的优势铸造技术简介铝合金轮毂铸造工艺流程03.铝合金材料种类铝合金材料性能铝合金材料选择依据04.熔炼及配料工艺模具设计与制造工艺浇注系统设计及控制铸造工艺参数及控制热处理工艺及控制表面处理工艺及控制05.铝合金轮毂在汽车行业的应用现状铝合金轮毂铸造技术应用案例分析铝合金轮毂铸造技术应用前景展望06.铝合金轮毂铸造技术发展面临的挑战铝合金轮毂铸造技术发展机遇与趋势铝合金轮毂铸造技术未来发展方向07.对铝合金轮毂铸造技术应用研究的结论对铝合金轮毂铸造技术发展的建议感谢

一种铝合金汽车轮毂铸造工艺.pdf
本发明公开了一种铝合金汽车轮毂铸造工艺,包括如下步骤:a、金属熔炼:采用Al-Si-Mg三元合金铝材熔炼成合金液;b、浇注:采用低压浇注,浇注温度控制在600-700℃,充型压力为0.02-0.03MPa,充型时间7-9s,凝固保压压力为0.05-0.06MPa,保压时间为8-10min,泄压冷却后脱模。通过上述方式,本发明工艺简单易控,采用自行配方的Al-Si-Mg三元合金低压浇注成型,该合金流动性好、线收缩小、无热裂倾向,使铸得的汽车轮毂具有较高的强度、良好的塑性和高冲击韧性,且铸件表面质量好,无需后

汽车铝合金轮毂铸造技术工艺应用研究.docx
汽车铝合金轮毂铸造技术工艺应用研究汽车铝合金轮毂的铸造技术工艺应用研究摘要:随着汽车工业的发展,轮毂作为车辆的重要组成部分,其质量和性能对整车的安全性和驾驶舒适性起着至关重要的作用。汽车铝合金轮毂由于其优异的性能,在轻量化、节能环保方面具有巨大的优势,成为各大汽车生产企业的首选。然而,汽车铝合金轮毂在铸造过程中面临着一系列的工艺问题,如铸造温度控制、阳极氧化处理等。本文通过综合分析,总结了汽车铝合金轮毂铸造技术的应用研究现状,并对未来的发展方向进行了展望,以期促进该领域的进一步发展。关键词:汽车铝合金轮毂