
一种钻模板斜孔的加工方法.pdf

一条****丹淑


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钻模板斜孔的加工方法.pdf
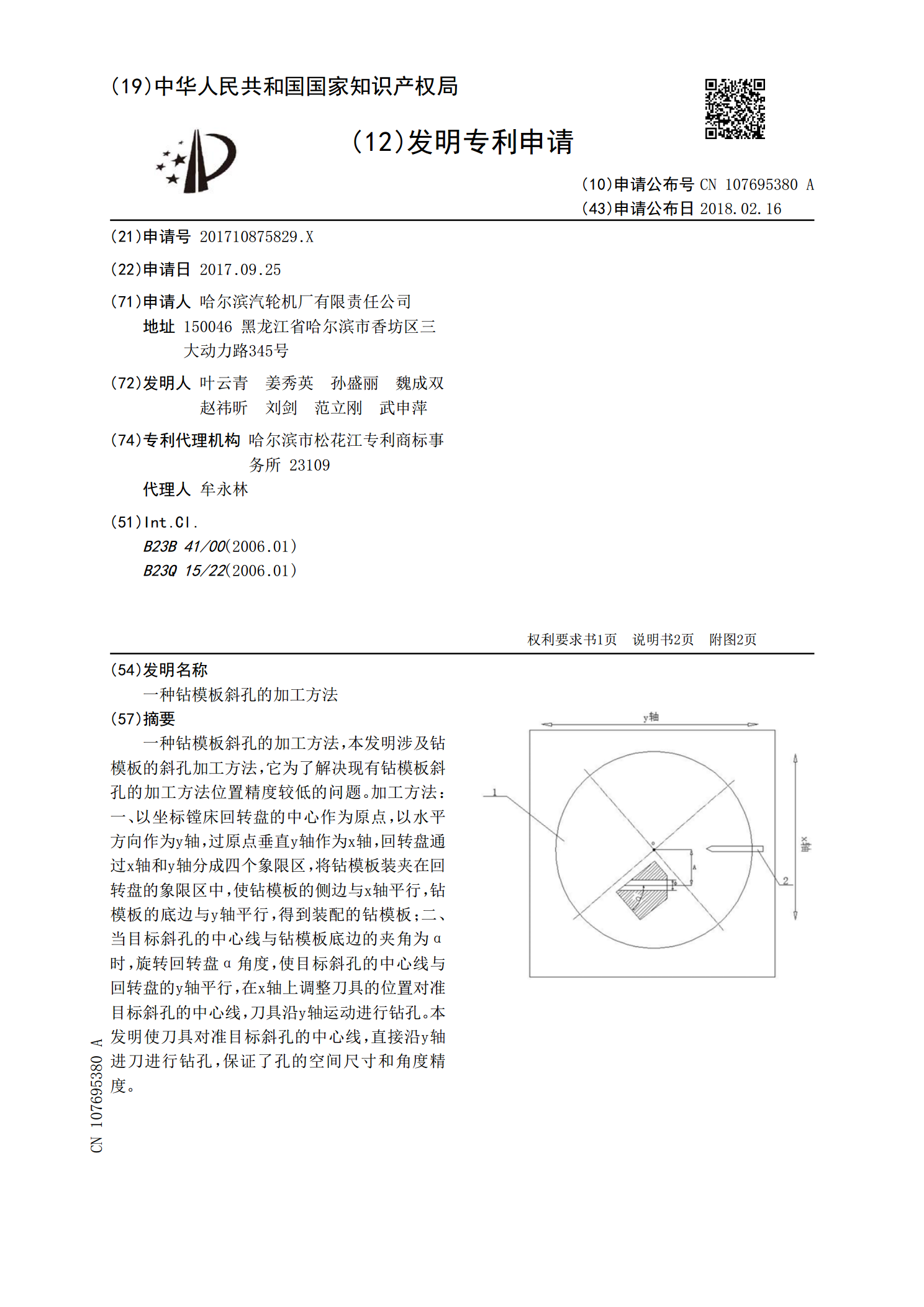
一种钻模板斜孔的加工方法,本发明涉及钻模板的斜孔加工方法,它为了解决现有钻模板斜孔的加工方法位置精度较低的问题。加工方法:一、以坐标镗床回转盘的中心作为原点,以水平方向作为y轴,过原点垂直y轴作为x轴,回转盘通过x轴和y轴分成四个象限区,将钻模板装夹在回转盘的象限区中,使钻模板的侧边与x轴平行,钻模板的底边与y轴平行,得到装配的钻模板;二、当目标斜孔的中心线与钻模板底边的夹角为α时,旋转回转盘α角度,使目标斜孔的中心线与回转盘的y轴平行,在x轴上调整刀具的位置对准目标斜孔的中心线,刀具沿y轴运动进行钻孔。
一种加工斜孔钻模的方法.pdf
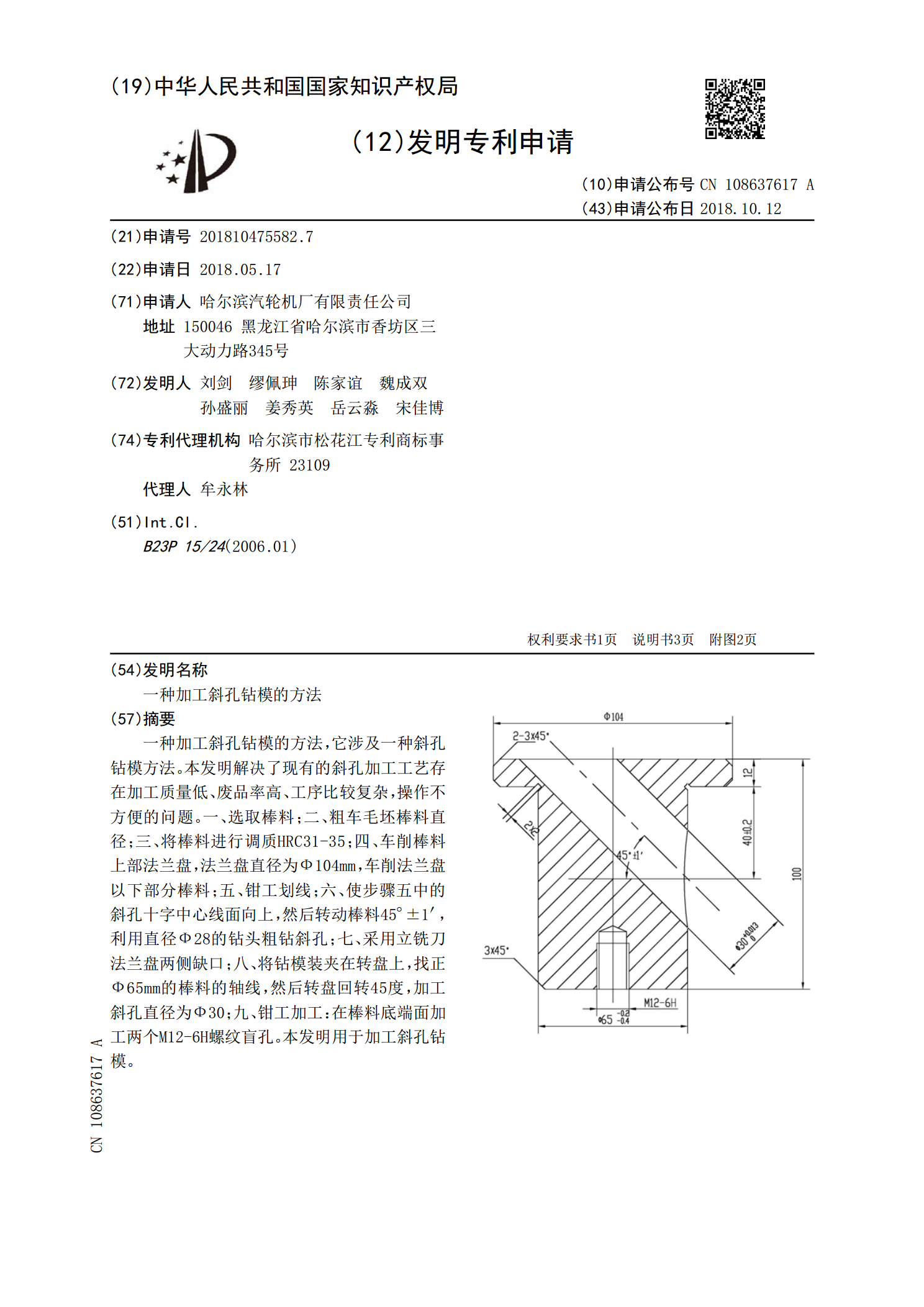
一种加工斜孔钻模的方法,它涉及一种斜孔钻模方法。本发明解决了现有的斜孔加工工艺存在加工质量低、废品率高、工序比较复杂,操作不方便的问题。一、选取棒料;二、粗车毛坯棒料直径;三、将棒料进行调质HRC31‑35;四、车削棒料上部法兰盘,法兰盘直径为Ф104mm,车削法兰盘以下部分棒料;五、钳工划线;六、使步骤五中的斜孔十字中心线面向上,然后转动棒料45°±1′,利用直径Ф28的钻头粗钻斜孔;七、采用立铣刀法兰盘两侧缺口;八、将钻模装夹在转盘上,找正Ф65mm的棒料的轴线,然后转盘回转45度,加工斜孔直径为Ф3
一种用于对工件钻斜孔和绞孔的加工设备.pdf
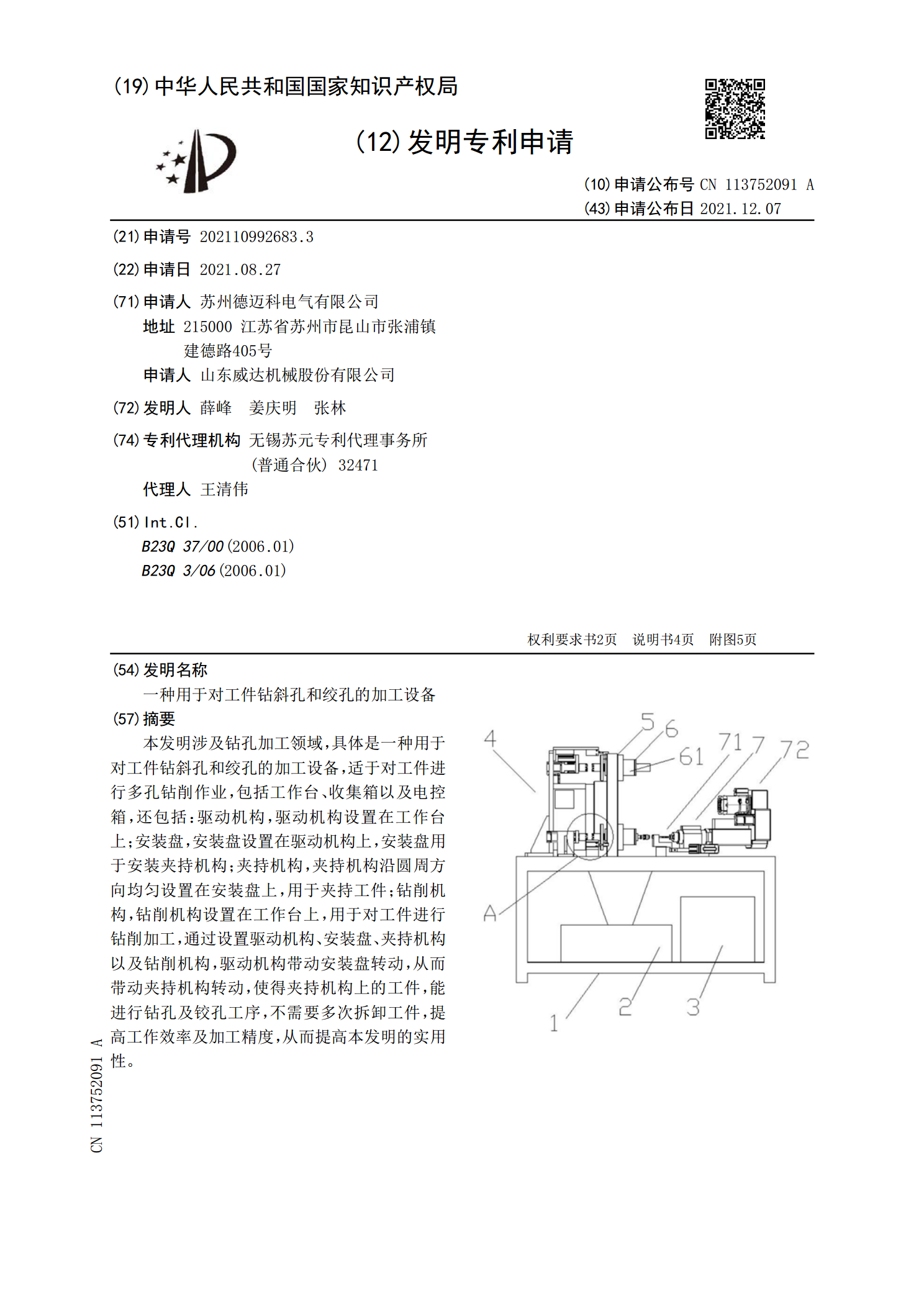
本发明涉及钻孔加工领域,具体是一种用于对工件钻斜孔和绞孔的加工设备,适于对工件进行多孔钻削作业,包括工作台、收集箱以及电控箱,还包括:驱动机构,驱动机构设置在工作台上;安装盘,安装盘设置在驱动机构上,安装盘用于安装夹持机构;夹持机构,夹持机构沿圆周方向均匀设置在安装盘上,用于夹持工件;钻削机构,钻削机构设置在工作台上,用于对工件进行钻削加工,通过设置驱动机构、安装盘、夹持机构以及钻削机构,驱动机构带动安装盘转动,从而带动夹持机构转动,使得夹持机构上的工件,能进行钻孔及铰孔工序,不需要多次拆卸工件,提高工作
一种斜孔切割组件及其加工斜孔的方法.pdf
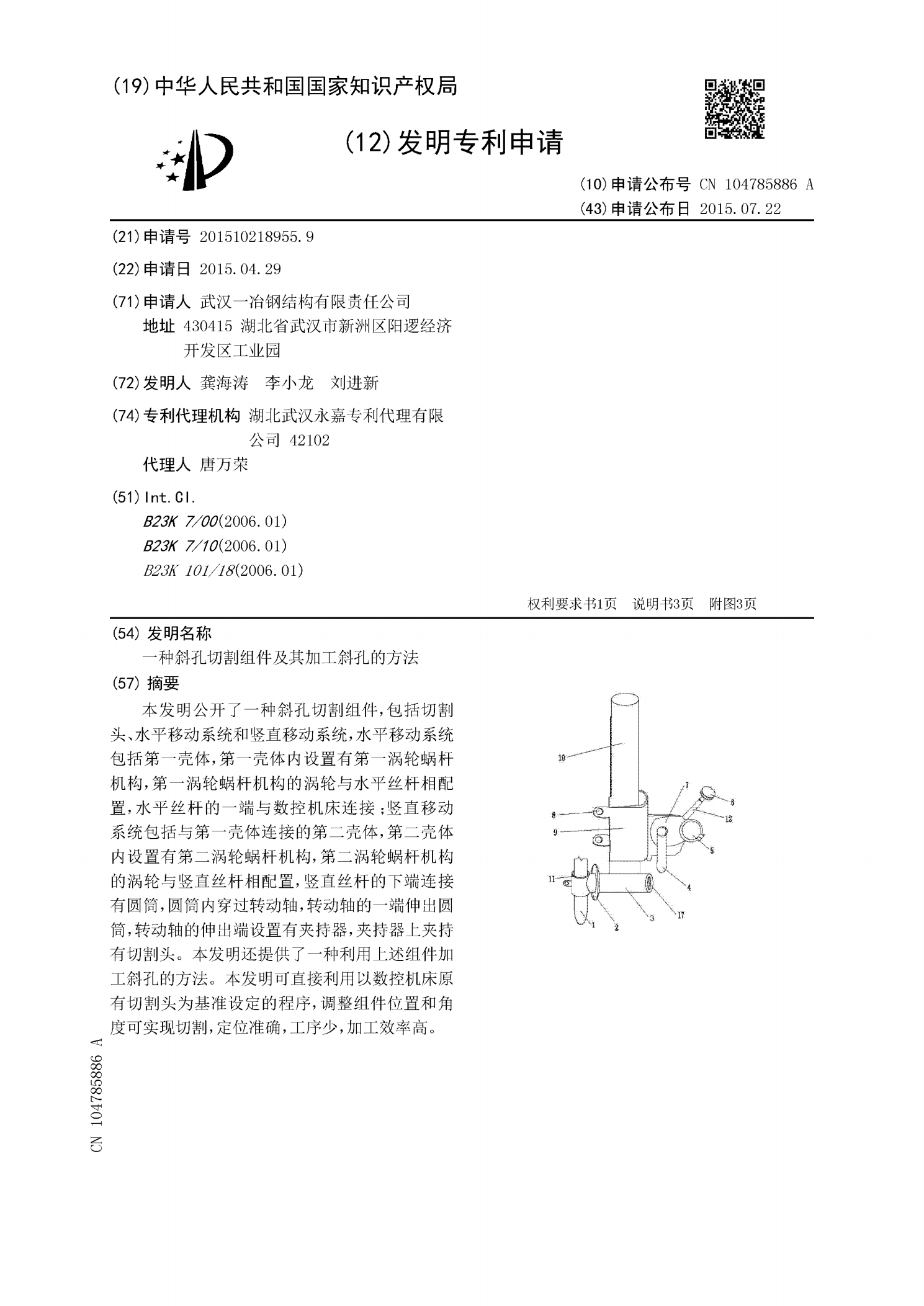
本发明公开了一种斜孔切割组件,包括切割头、水平移动系统和竖直移动系统,水平移动系统包括第一壳体,第一壳体内设置有第一涡轮蜗杆机构,第一涡轮蜗杆机构的涡轮与水平丝杆相配置,水平丝杆的一端与数控机床连接;竖直移动系统包括与第一壳体连接的第二壳体,第二壳体内设置有第二涡轮蜗杆机构,第二涡轮蜗杆机构的涡轮与竖直丝杆相配置,竖直丝杆的下端连接有圆筒,圆筒内穿过转动轴,转动轴的一端伸出圆筒,转动轴的伸出端设置有夹持器,夹持器上夹持有切割头。本发明还提供了一种利用上述组件加工斜孔的方法。本发明可直接利用以数控机床原有切

一种斜孔加工方法.pdf
本发明提供一种斜孔加工方法,包括以下步骤:a1、测量刻画:根据图纸计算斜孔中心线与工件侧壁交点的尺寸,刻画所述交点位置点并描绘椭圆;a2、工装:做一个角度装夹工装,将工件装夹在工装内;a3、定位:台钻上预装铣刀,以所述交点进行对刀,铣出一个在所述椭圆内的浅孔;a4、加工:保持台钻主轴不动更换为中心钻,先钻中心孔,再一步步更换钻头进行扩孔,最后预留0.1~0.2mm的铰孔余量,通过铰刀粗精二次铰孔达到规定尺寸;a5、通过检测设备对斜孔进行检测,并倒角;a6、对工件进行清理。本发明斜孔加工方法,加工步骤清晰,