
一种用于对工件钻斜孔和绞孔的加工设备.pdf

一条****杉淑

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于对工件钻斜孔和绞孔的加工设备.pdf
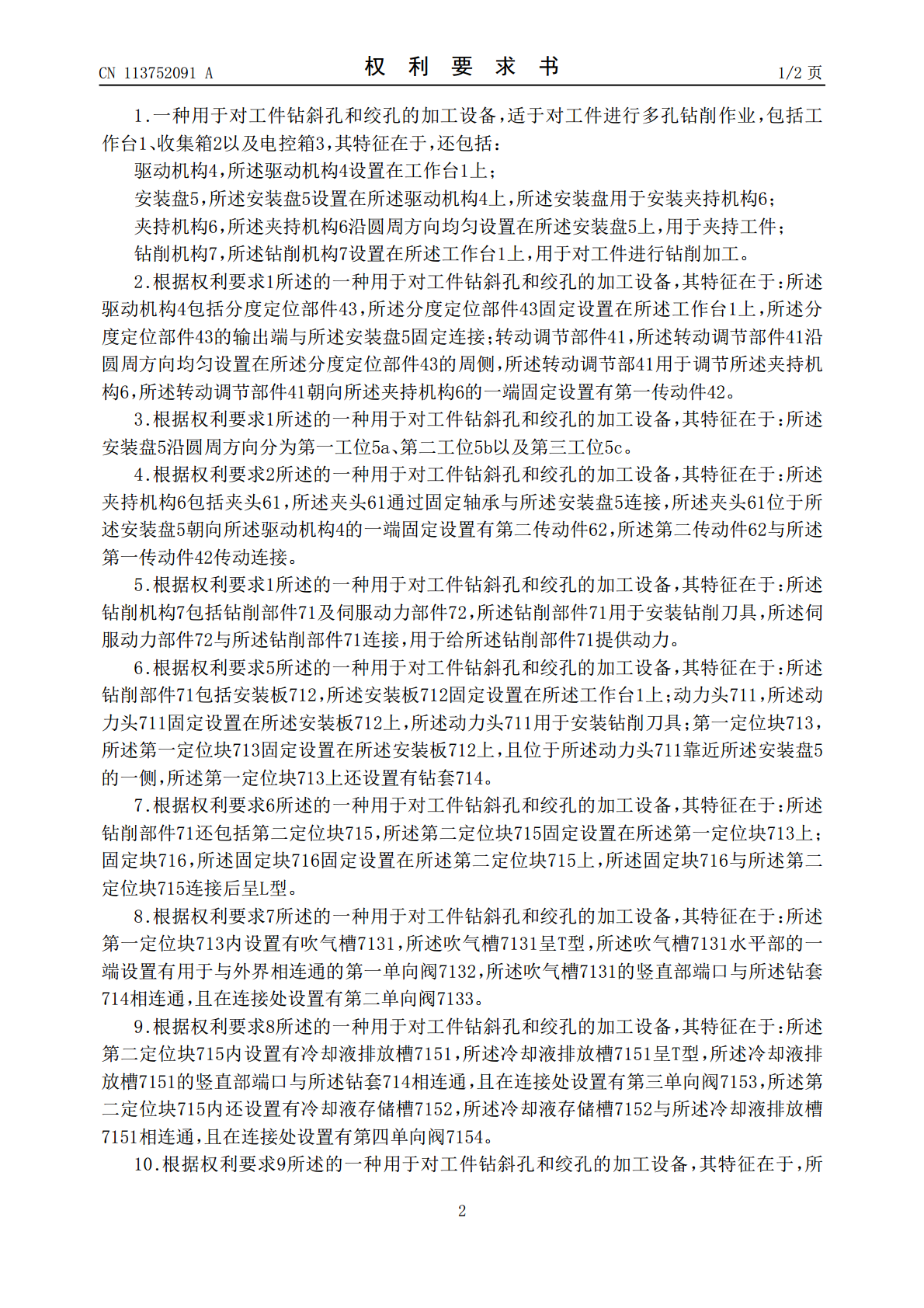
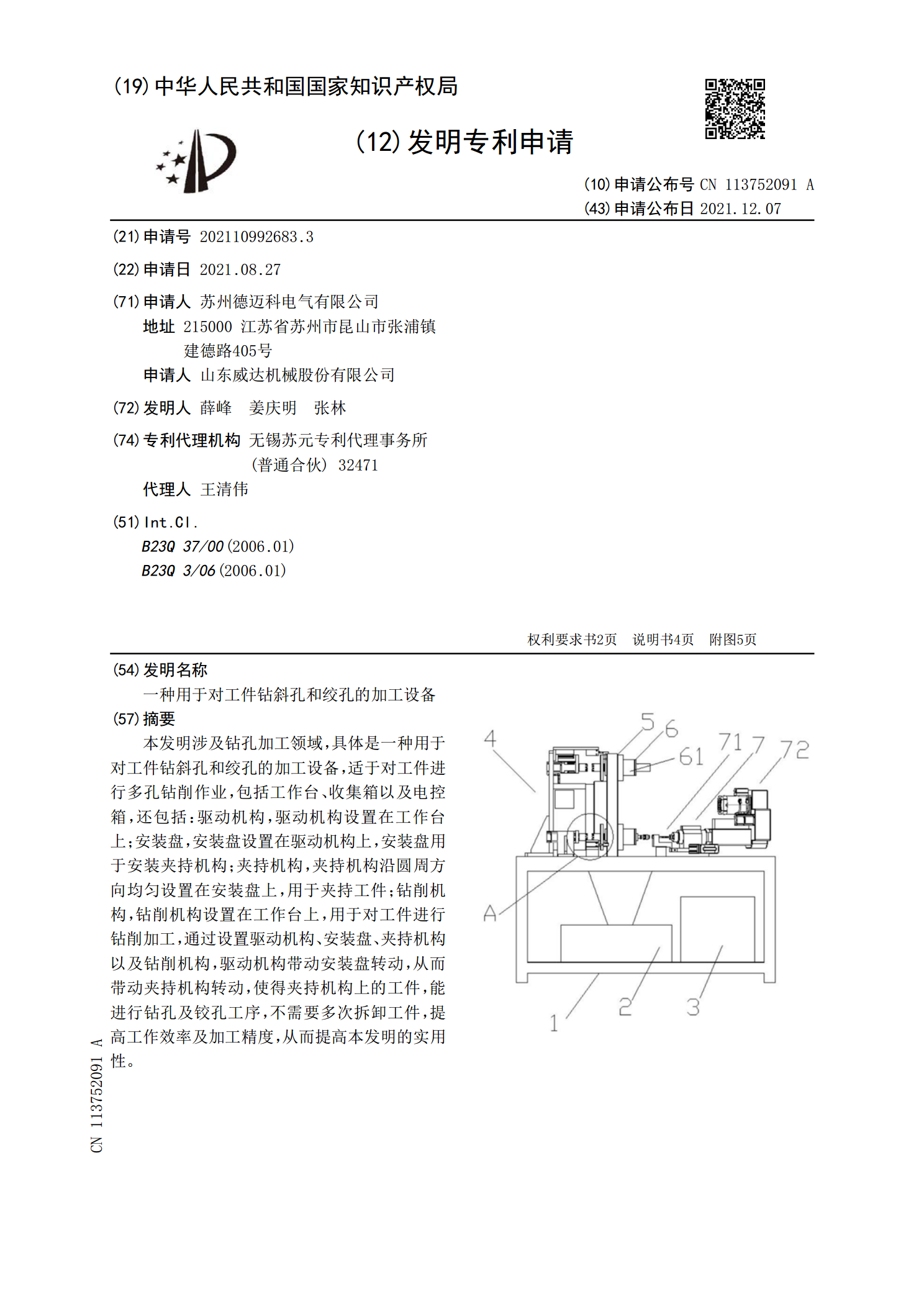
本发明涉及钻孔加工领域,具体是一种用于对工件钻斜孔和绞孔的加工设备,适于对工件进行多孔钻削作业,包括工作台、收集箱以及电控箱,还包括:驱动机构,驱动机构设置在工作台上;安装盘,安装盘设置在驱动机构上,安装盘用于安装夹持机构;夹持机构,夹持机构沿圆周方向均匀设置在安装盘上,用于夹持工件;钻削机构,钻削机构设置在工作台上,用于对工件进行钻削加工,通过设置驱动机构、安装盘、夹持机构以及钻削机构,驱动机构带动安装盘转动,从而带动夹持机构转动,使得夹持机构上的工件,能进行钻孔及铰孔工序,不需要多次拆卸工件,提高工作
一种轴类工件自动钻斜孔设备.pdf
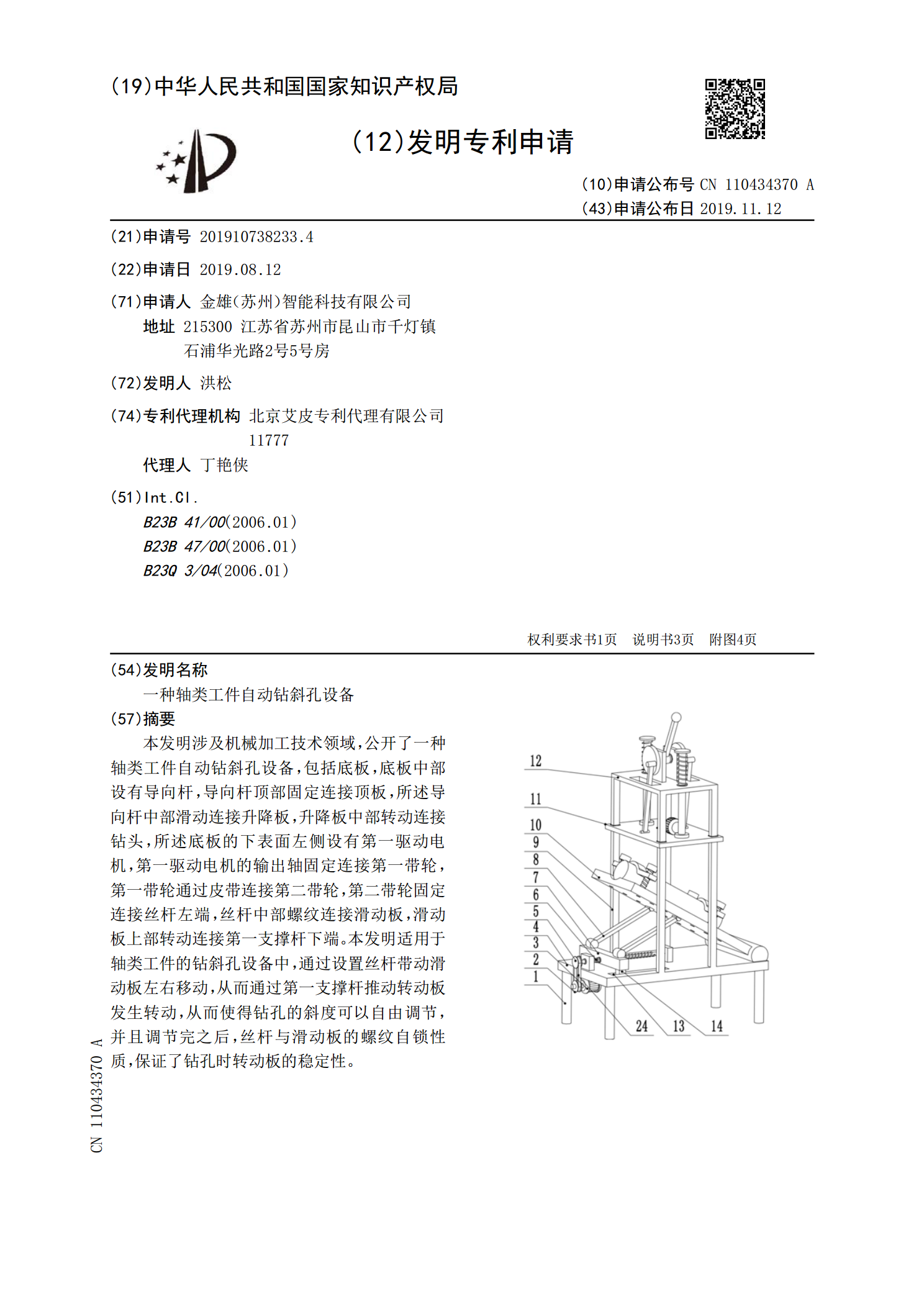
本发明涉及机械加工技术领域,公开了一种轴类工件自动钻斜孔设备,包括底板,底板中部设有导向杆,导向杆顶部固定连接顶板,所述导向杆中部滑动连接升降板,升降板中部转动连接钻头,所述底板的下表面左侧设有第一驱动电机,第一驱动电机的输出轴固定连接第一带轮,第一带轮通过皮带连接第二带轮,第二带轮固定连接丝杆左端,丝杆中部螺纹连接滑动板,滑动板上部转动连接第一支撑杆下端。本发明适用于轴类工件的钻斜孔设备中,通过设置丝杆带动滑动板左右移动,从而通过第一支撑杆推动转动板发生转动,从而使得钻孔的斜度可以自由调节,并且调节完之
一种钻模板斜孔的加工方法.pdf
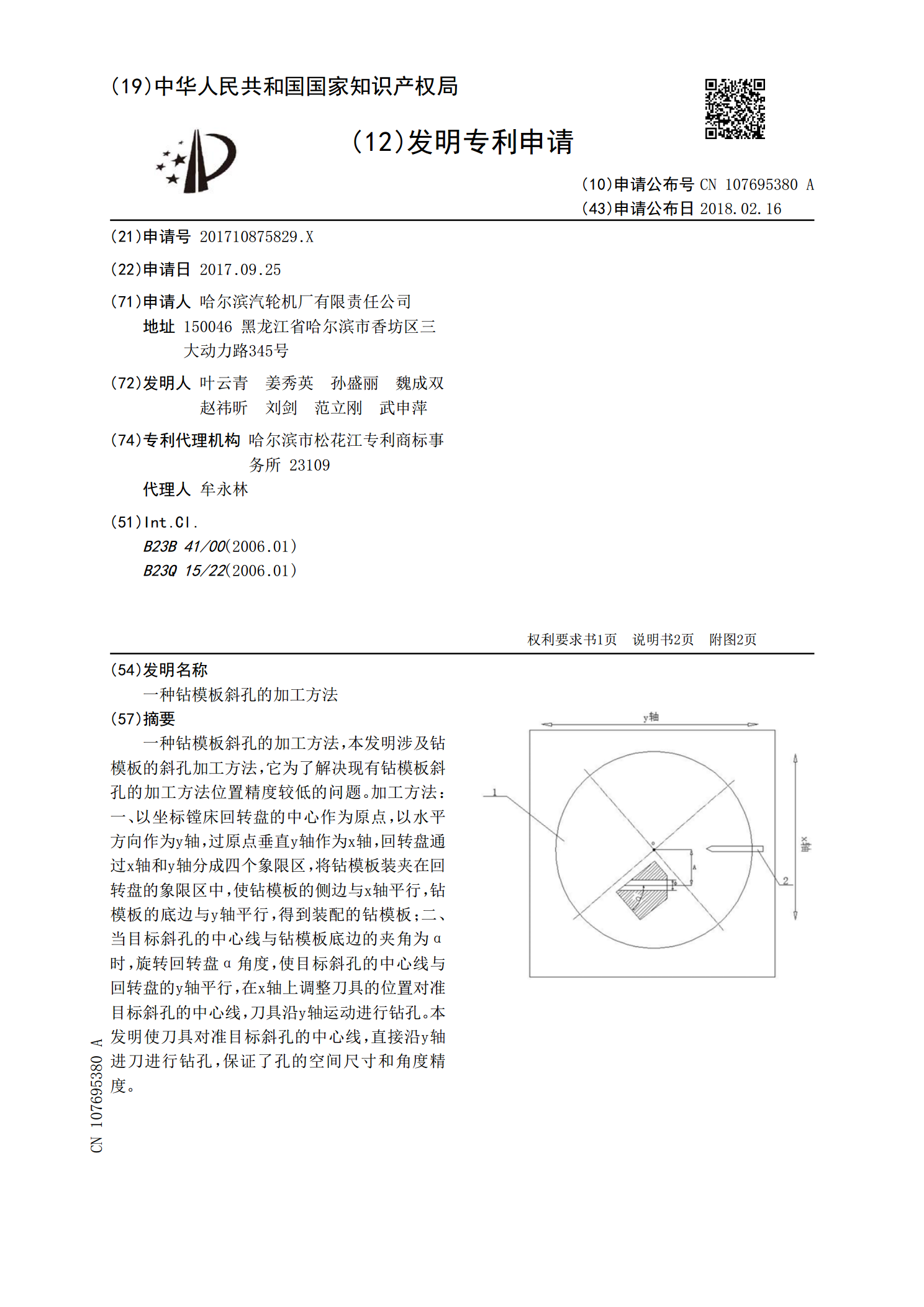
一种钻模板斜孔的加工方法,本发明涉及钻模板的斜孔加工方法,它为了解决现有钻模板斜孔的加工方法位置精度较低的问题。加工方法:一、以坐标镗床回转盘的中心作为原点,以水平方向作为y轴,过原点垂直y轴作为x轴,回转盘通过x轴和y轴分成四个象限区,将钻模板装夹在回转盘的象限区中,使钻模板的侧边与x轴平行,钻模板的底边与y轴平行,得到装配的钻模板;二、当目标斜孔的中心线与钻模板底边的夹角为α时,旋转回转盘α角度,使目标斜孔的中心线与回转盘的y轴平行,在x轴上调整刀具的位置对准目标斜孔的中心线,刀具沿y轴运动进行钻孔。
一种加工斜孔钻模的方法.pdf
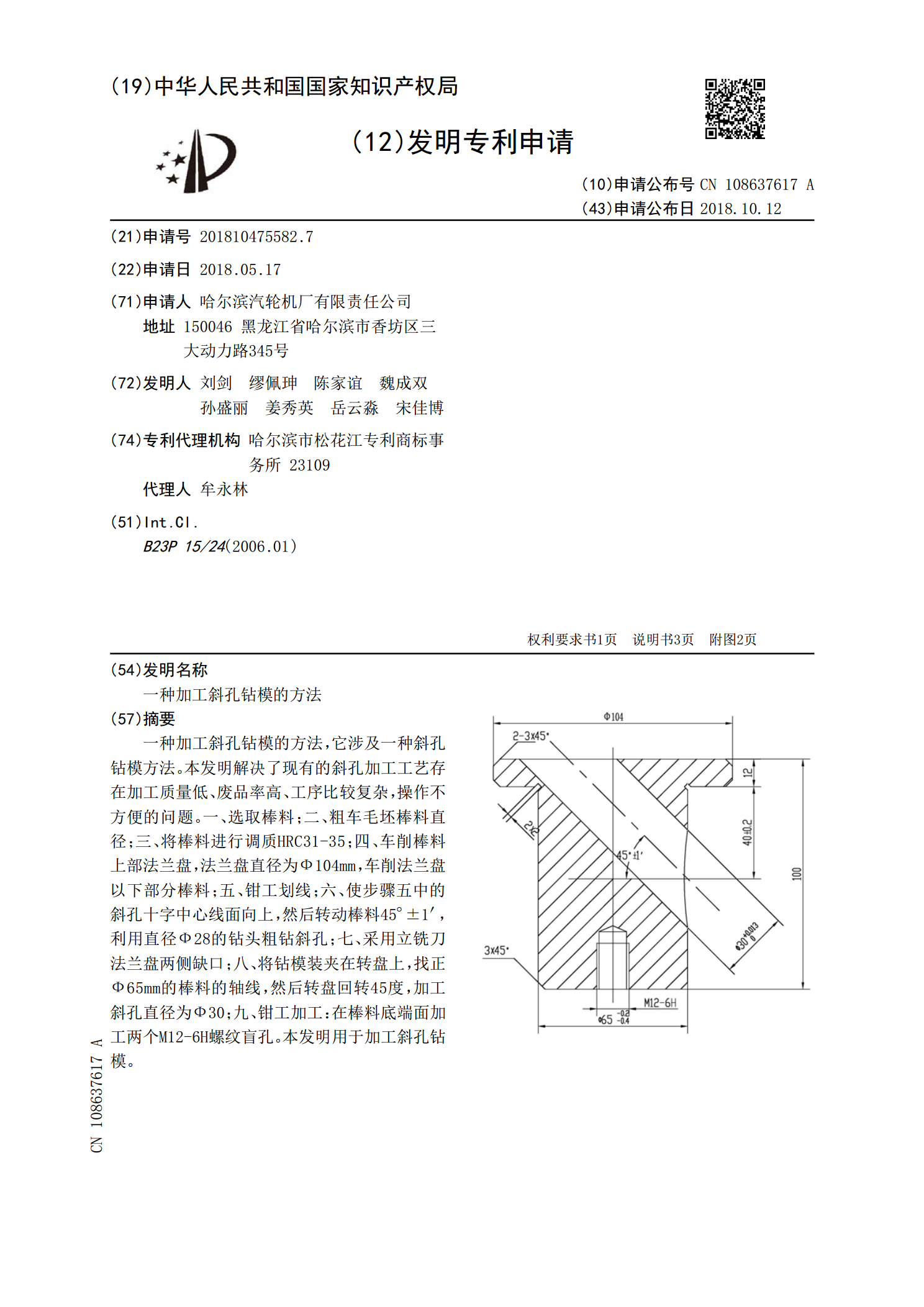
一种加工斜孔钻模的方法,它涉及一种斜孔钻模方法。本发明解决了现有的斜孔加工工艺存在加工质量低、废品率高、工序比较复杂,操作不方便的问题。一、选取棒料;二、粗车毛坯棒料直径;三、将棒料进行调质HRC31‑35;四、车削棒料上部法兰盘,法兰盘直径为Ф104mm,车削法兰盘以下部分棒料;五、钳工划线;六、使步骤五中的斜孔十字中心线面向上,然后转动棒料45°±1′,利用直径Ф28的钻头粗钻斜孔;七、采用立铣刀法兰盘两侧缺口;八、将钻模装夹在转盘上,找正Ф65mm的棒料的轴线,然后转盘回转45度,加工斜孔直径为Ф3
用于加工工件螺纹孔的方法.pdf
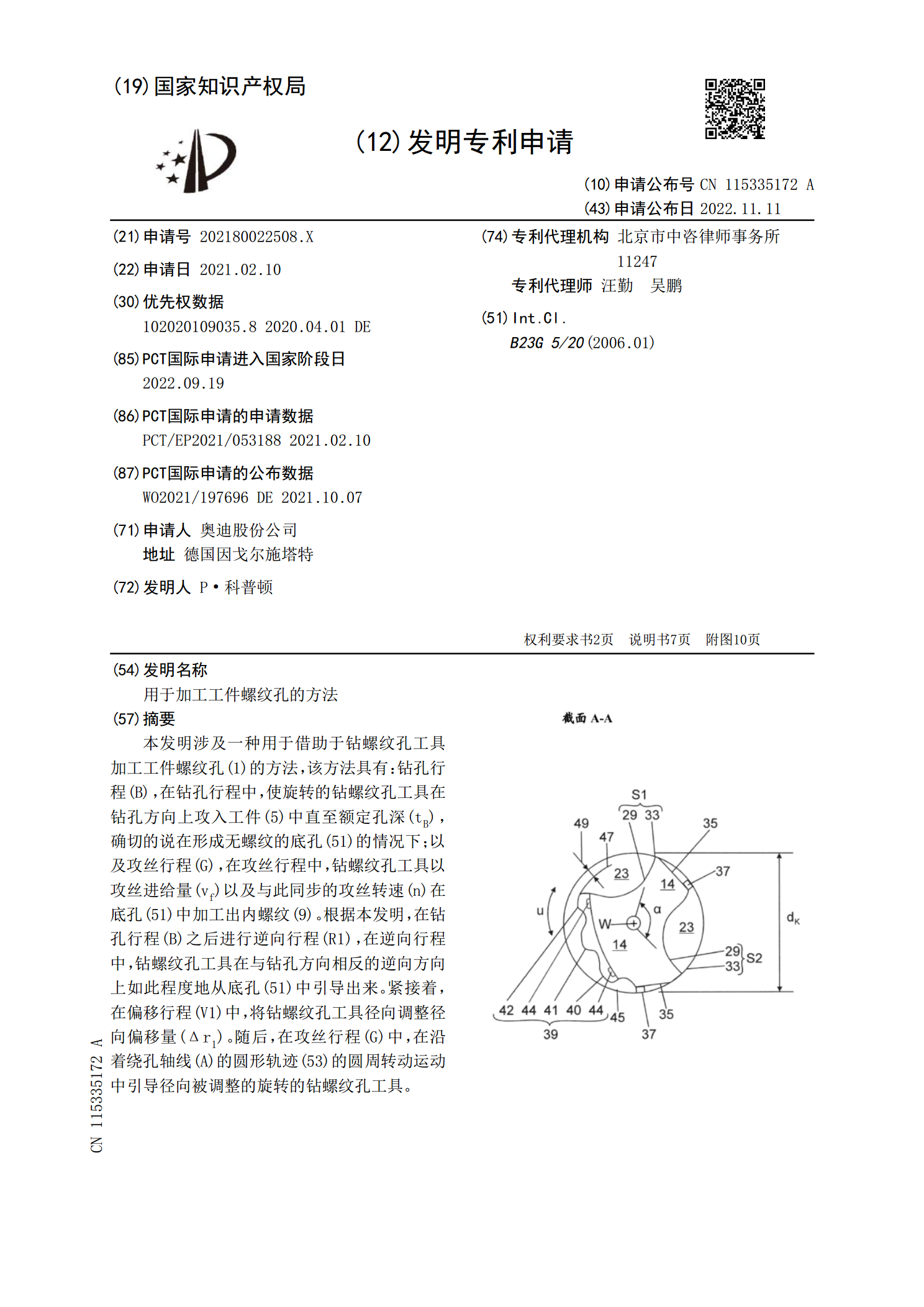
本发明涉及一种用于借助于钻螺纹孔工具加工工件螺纹孔(1)的方法,该方法具有:钻孔行程(B),在钻孔行程中,使旋转的钻螺纹孔工具在钻孔方向上攻入工件(5)中直至额定孔深(t<base:Sub>B</base:Sub>),确切的说在形成无螺纹的底孔(51)的情况下;以及攻丝行程(G),在攻丝行程中,钻螺纹孔工具以攻丝进给量(v<base:Sub>f</base:Sub>)以及与此同步的攻丝转速(n)在底孔(51)中加工出内螺纹(9)。根据本发明,在钻孔行程(B)之后进行逆向行程(R1),在逆向行程中,钻螺纹孔