
一种齿轮的精密加工模具及其齿轮加工方法.pdf

猫巷****觅蓉


1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮的精密加工模具及其齿轮加工方法.pdf
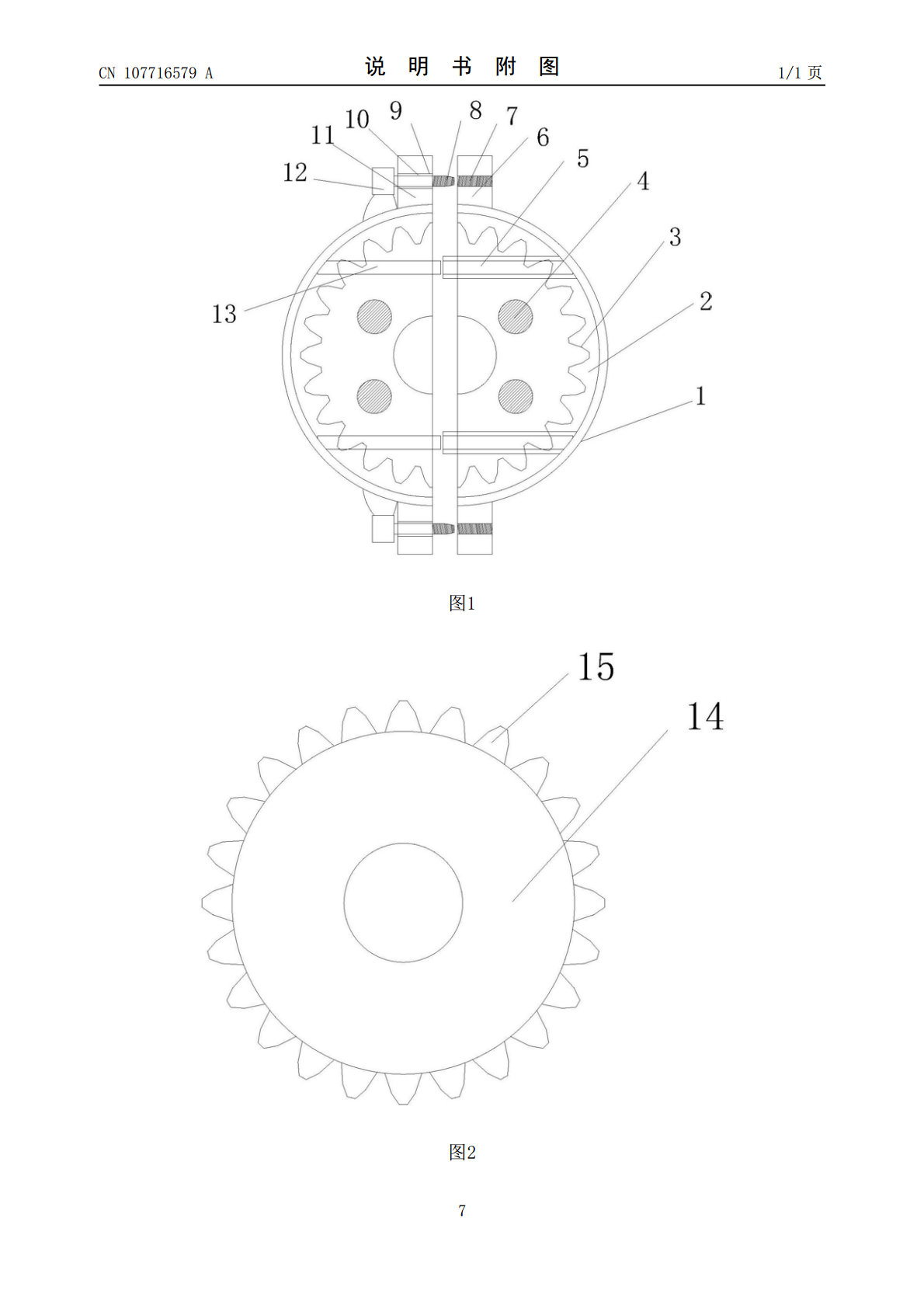
本发明的目的是一种齿轮的精密加工模具及其齿轮加工方法,包括齿轮坯和加工模具,所述的加工模具包裹在齿轮坯的外表面,加工模具设为左右两侧对称的两个加工半模,加工半模内壁上均匀的设有用于齿牙成型的齿牙挤压槽,且两个加工半模之间通过能够逐级连接收紧的模具挤压装置,模具挤压装置设为两组对称固定在加工半模的两端,所述的模具挤压装置与两个加工半模构成齿轮的精密加工模具,能够有效的减少材料浪费,降低齿轮的生产成本,同时实现无屑加工,能够有效的降低加工车间内的粉尘量,降低加工时环境中粉尘对工作人员的影响。
一种精密内齿轮的加工模具.pdf
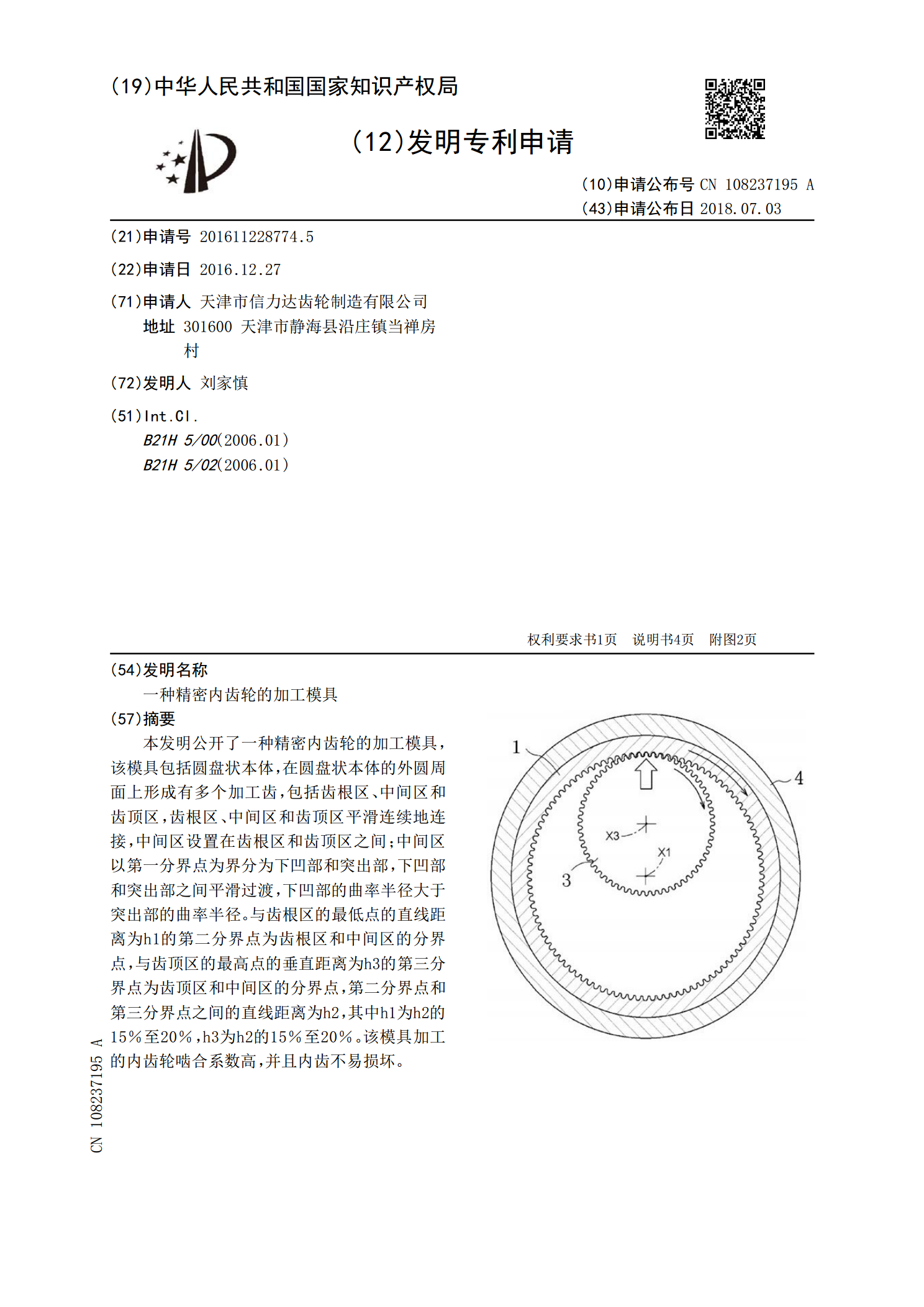
本发明公开了一种精密内齿轮的加工模具,该模具包括圆盘状本体,在圆盘状本体的外圆周面上形成有多个加工齿,包括齿根区、中间区和齿顶区,齿根区、中间区和齿顶区平滑连续地连接,中间区设置在齿根区和齿顶区之间;中间区以第一分界点为界分为下凹部和突出部,下凹部和突出部之间平滑过渡,下凹部的曲率半径大于突出部的曲率半径。与齿根区的最低点的直线距离为h1的第二分界点为齿根区和中间区的分界点,与齿顶区的最高点的垂直距离为h3的第三分界点为齿顶区和中间区的分界点,第二分界点和第三分界点之间的直线距离为h2,其中h1为h2的1

工字齿轮模具及其加工工艺方法.pdf
本发明涉及一种工字齿轮模具及其加工工艺方法,上模板与定位销相连接,定位销与压头上工作台连接,上垫板与上模板及垫板相连接,将上模装入上模套与垫板相连接后用上压圈及方头螺钉、螺母、垫圈把上模外套紧固,下模板用方头螺钉与下工作台紧固,将下垫板装入下模板内,再将下模及下模内芯与下模外套相连,用下压圈与方头螺钉、螺母、垫圈把下模外套紧固,将坯料放入下模内,再将分模内芯放入。其加工工艺方法:1)将制好的坯料放入下模内;2)将分模模芯放入下模与坯料之间;3)压头带动上模座向下,锻打;4)成型后,顶出杆将锻件顶出,取出锻

一种精密内齿轮的加工方法.pdf
本发明公开了一种精密内齿轮的加工方法,其特征在于包括以下步骤:选择合适的合金钢;对合金钢进行切削加工,将合金钢切削成为毛坯;对合金钢进行调质热处理;对毛坯进行切削加工,加工成所需要尺寸的齿坯;对齿坯进行热处理,令齿坯达到所需要的硬度要求;使用慢走丝线切割机对齿坯进行线切割,将齿坯切割成为内齿轮所需要齿数和模数的内齿轮。本发明提供的精密内齿轮的加工方法,通过先热处理,再进行线切割加工,从而提高了内齿轮的精度等级和真圆精密度,同时提高了生产效率。
一种高精密齿轮加工方法.pdf
本发明涉及到一种高精密齿轮加工方法,其特征在于:热后齿轮与差速器壳体压装,铆接,磨齿,强化喷丸一装配行星半轴齿轮一成品,实现总成磨齿。加热后与输出轴装配并自然冷却到室温,分别测定加热前轴承内孔尺寸、加热后即刻轴承内孔尺寸、加热后与输出轴装配并自然冷却到室温时的轴承内孔尺寸。通过该工艺调整方法,齿轮对输出轴中间轴承与输出轴的装配位置关系的影响大大降低消除窜动,提高齿轮精度和进行齿面修行。