
一种高精密齿轮加工方法.pdf

一条****淑淑

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精密齿轮加工方法.pdf
本发明涉及到一种高精密齿轮加工方法,其特征在于:热后齿轮与差速器壳体压装,铆接,磨齿,强化喷丸一装配行星半轴齿轮一成品,实现总成磨齿。加热后与输出轴装配并自然冷却到室温,分别测定加热前轴承内孔尺寸、加热后即刻轴承内孔尺寸、加热后与输出轴装配并自然冷却到室温时的轴承内孔尺寸。通过该工艺调整方法,齿轮对输出轴中间轴承与输出轴的装配位置关系的影响大大降低消除窜动,提高齿轮精度和进行齿面修行。
一种高精密齿轮箱的集成加工工装.pdf
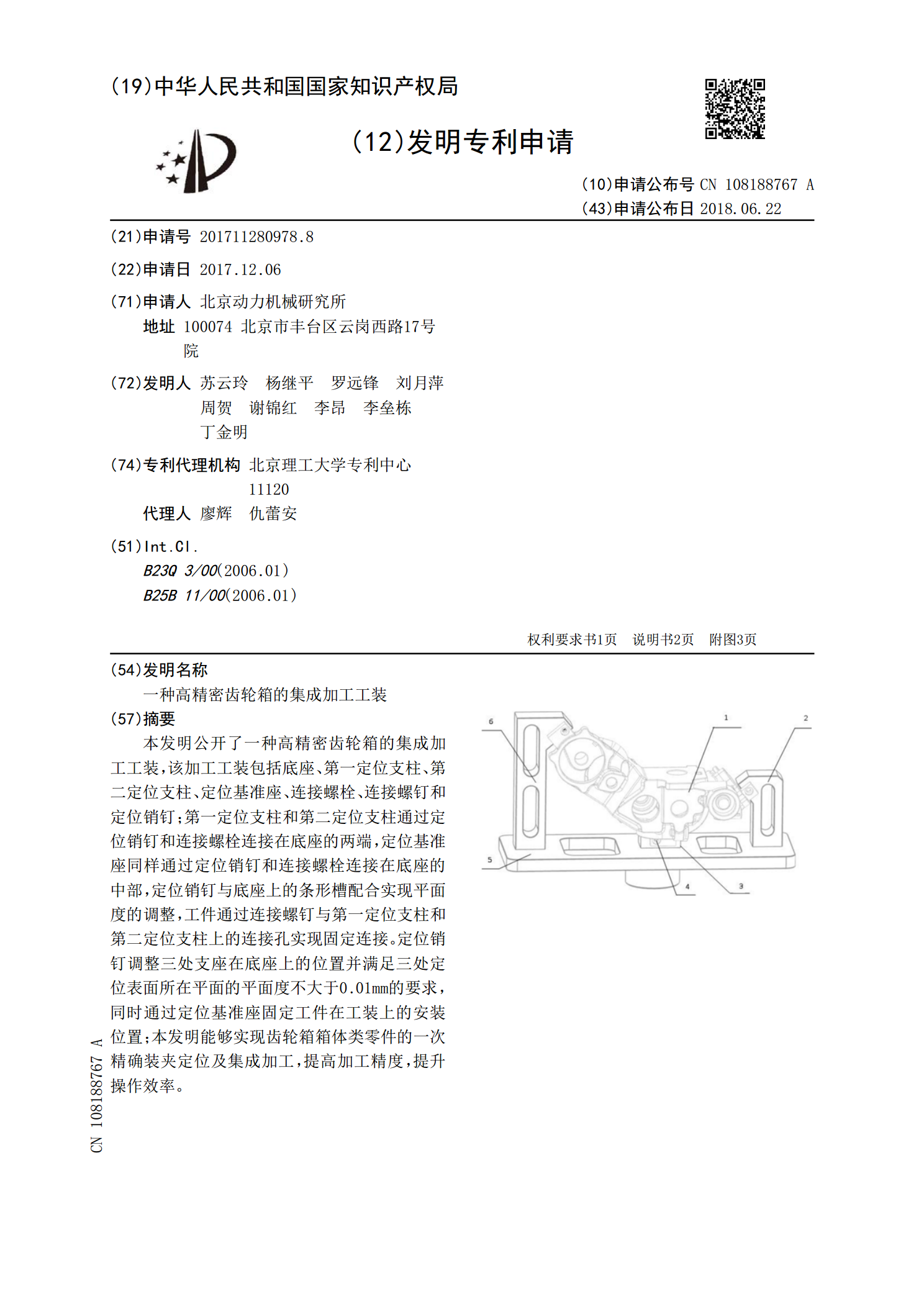
本发明公开了一种高精密齿轮箱的集成加工工装,该加工工装包括底座、第一定位支柱、第二定位支柱、定位基准座、连接螺栓、连接螺钉和定位销钉;第一定位支柱和第二定位支柱通过定位销钉和连接螺栓连接在底座的两端,定位基准座同样通过定位销钉和连接螺栓连接在底座的中部,定位销钉与底座上的条形槽配合实现平面度的调整,工件通过连接螺钉与第一定位支柱和第二定位支柱上的连接孔实现固定连接。定位销钉调整三处支座在底座上的位置并满足三处定位表面所在平面的平面度不大于0.01mm的要求,同时通过定位基准座固定工件在工装上的安装位置;本

超高精密复杂曲面齿条的加工方法及其配套齿轮.pdf
本发明公开了一种超高精密的齿轮,包括轮骨架、轴承、圆滚柱;轮骨架上设有固定孔;轴承固定在固定孔内,圆滚柱装配于轴承内。本发明还公开了与上述齿轮相匹配的超高精度复杂曲面齿条,该齿条上表面为契合超高精密的齿轮圆滚柱运动抛物线轨迹的锯齿。本发明还公开了上述齿条的加工方法。(1)本发明所述齿轮能够自动调节受力,提高了齿轮的传动精度,降低了齿轮在传动过程中的噪音;(2)齿条的齿面形状契合齿轮圆滚柱运动轨迹,能够实现无间隙、超低误差的精确传动;(3)齿条采用多次渐进式的加工方法,实现了齿条齿形的高精度加工。

一种分度盘加工高精密齿轮磨齿工艺.pdf
本发明公开了一种分度盘加工高精密齿轮磨齿的工艺,包括如下步骤,以大平面砂轮磨齿机加工被磨齿轮齿数z两倍于所用分度盘工作槽数Z的齿坯;先精加工出齿坯的一组同名奇数齿面作为基准齿面,然后半精加工齿坯同名偶数齿,测量齿坯左齿面所有齿的齿距偏差,根据偶数齿面与基准齿面单一齿距偏差代数和的平均差值来确定左齿面偶数齿的加工余量;继续精加工左齿面的偶数齿,直至待加工齿面的加工余量小于设定的加工阈值;继续精加工右齿面偶数齿,直至加工齿面的加工余量小于设定的加工阈值。本发明具有加工步骤少,磨削余量小,产品精度高的特点。
一种高精密齿轮制造设备及其制造方法.pdf
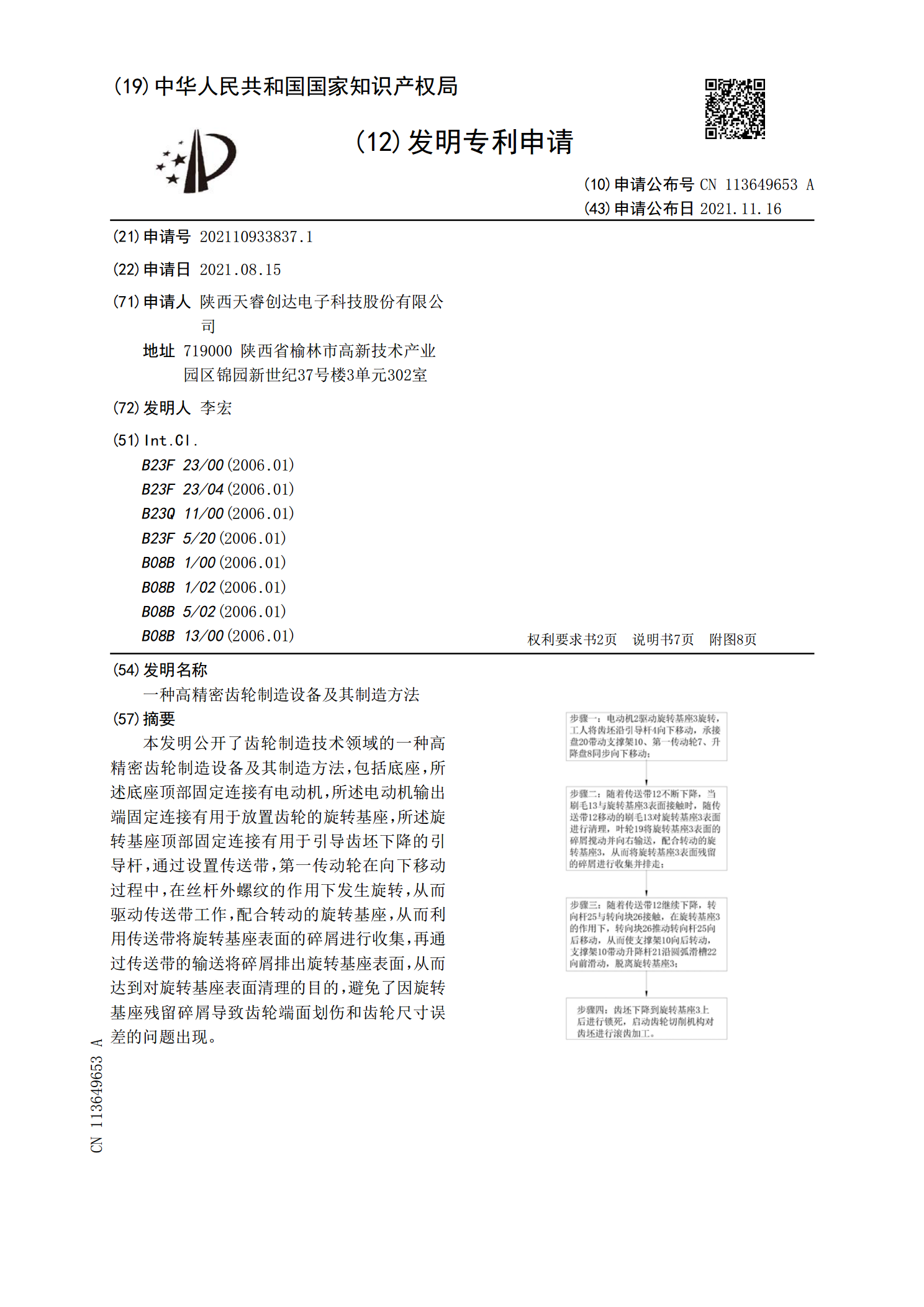
本发明公开了齿轮制造技术领域的一种高精密齿轮制造设备及其制造方法,包括底座,所述底座顶部固定连接有电动机,所述电动机输出端固定连接有用于放置齿轮的旋转基座,所述旋转基座顶部固定连接有用于引导齿坯下降的引导杆,通过设置传送带,第一传动轮在向下移动过程中,在丝杆外螺纹的作用下发生旋转,从而驱动传送带工作,配合转动的旋转基座,从而利用传送带将旋转基座表面的碎屑进行收集,再通过传送带的输送将碎屑排出旋转基座表面,从而达到对旋转基座表面清理的目的,避免了因旋转基座残留碎屑导致齿轮端面划伤和齿轮尺寸误差的问题出现。