
一种内星轮的成型工艺.pdf

一只****生物


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种内星轮的成型工艺.pdf
本发明提供了一种内星轮的成型工艺,其依次包括下料、倒角、精整、冲孔和精车步骤,其中:所述下料是获取棒状锻坯;所述倒角是在棒状锻坯的两端磨出向下倾斜的倒角;所述精整是将棒状锻坯置入精整模具的模腔内,对棒状坯料进行挤压整形,获得具有齿轮结构的锻坯;所述冲孔时在锻坯的中心部位冲出安装孔;所述精车是使用数控车床车去锻坯上的多余材料,实现产品的最终成型。与现有技术相比,本发明提出的内星轮的成型工艺,其通过采用改良后的精整模具即能一次性形成内星轮的产品轮廓,然后通过精车工艺车去多余的材料即能完成产品的最终成型。与现有

一种内星轮的锻造工艺.pdf
本发明涉及一种内星轮的锻造工艺,包括以下步骤:S101,通过锻压后得到内星轮锻件;S102,将所述内星轮锻件置于高温炉中保温;S103,在保温后将所述内星轮锻件置于沙坑中;S104,对所述沙坑内的所述内星轮锻件进行热处理。本发明能够保证锻件在热处理之前表面的温度均匀,有利于获得锻件所需的金属组织和机械性能的效果。

一种等速驱动轴内星轮制造工艺.pdf
本发明公开了等速驱动轴内星轮制造工艺,采用冷挤压成型,加工后内星轮球道精度高,加工后内星轮球道表面没有过高的温度,不会和空气中的氧气接触氧化。

一种高强度内星轮锻造工艺.pdf
本发明涉及一种高强度内星轮锻造工艺,包括以下步骤:S101,将原料放入加热炉中加热;S102,在加热过程中向所述加热炉通入保护气体,出炉得到坯料;S103,对所述坯料涂覆保护涂层;S104,对所述坯料进行锻压得到内星轮锻件;S105,对所述内星轮锻件进行热处理。本发明能够减少金属表层氧化,提高锻件的表面质量和尺寸精度。
一种星轮片的成型装置及成型方法.pdf
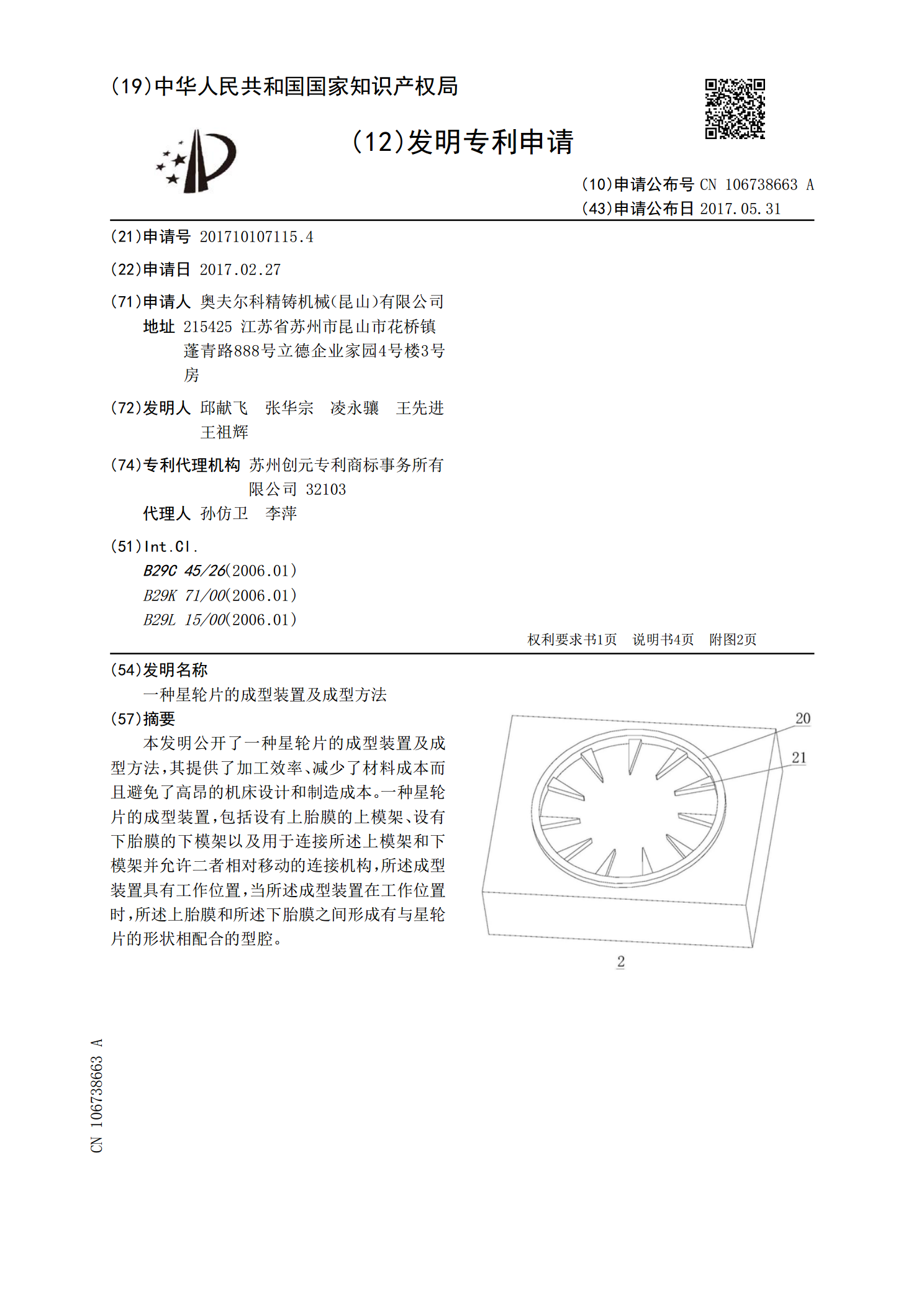
本发明公开了一种星轮片的成型装置及成型方法,其提供了加工效率、减少了材料成本而且避免了高昂的机床设计和制造成本。一种星轮片的成型装置,包括设有上胎膜的上模架、设有下胎膜的下模架以及用于连接所述上模架和下模架并允许二者相对移动的连接机构,所述成型装置具有工作位置,当所述成型装置在工作位置时,所述上胎膜和所述下胎膜之间形成有与星轮片的形状相配合的型腔。