
一种星轮片的成型装置及成型方法.pdf

安双****文章

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种星轮片的成型装置及成型方法.pdf
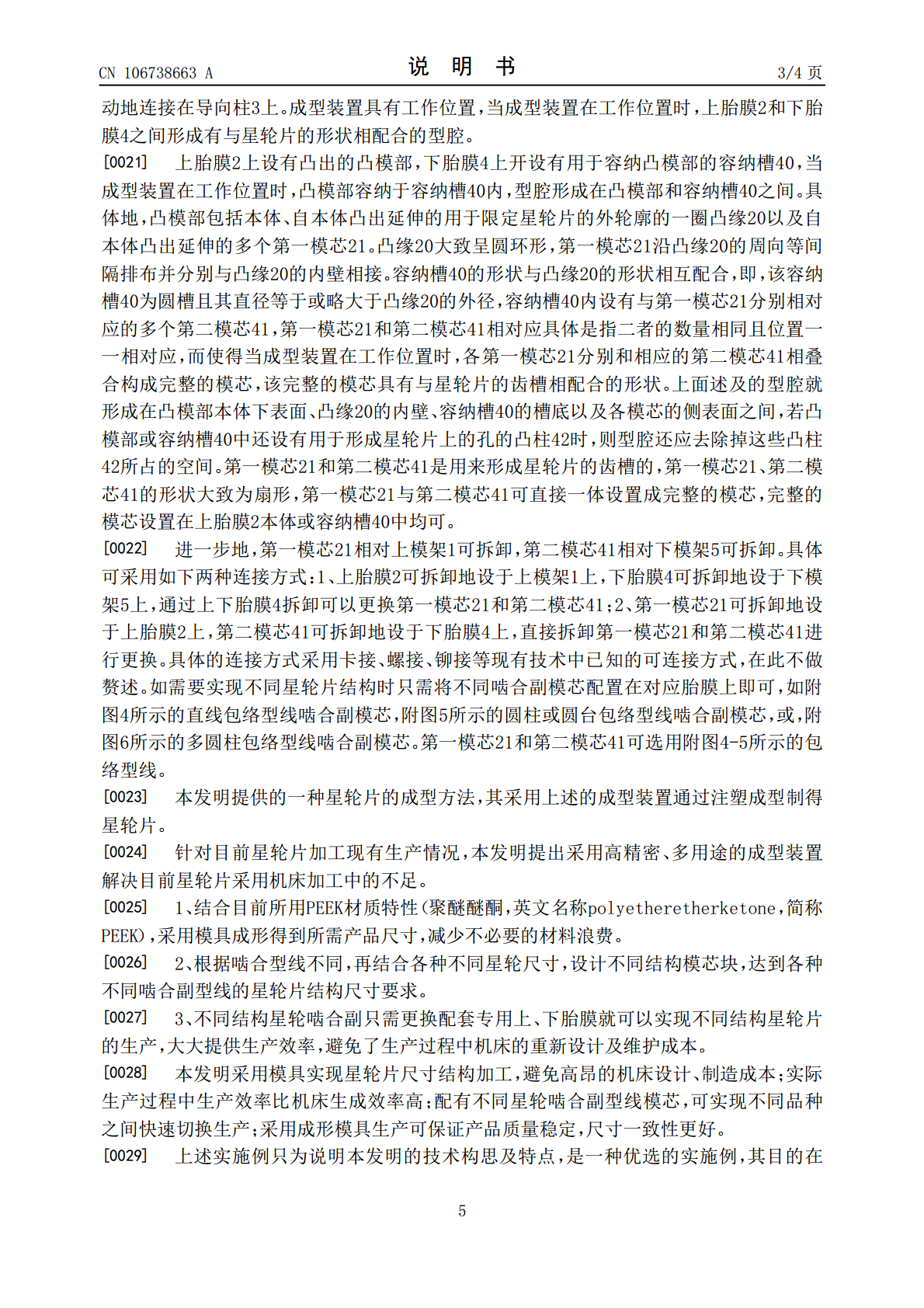
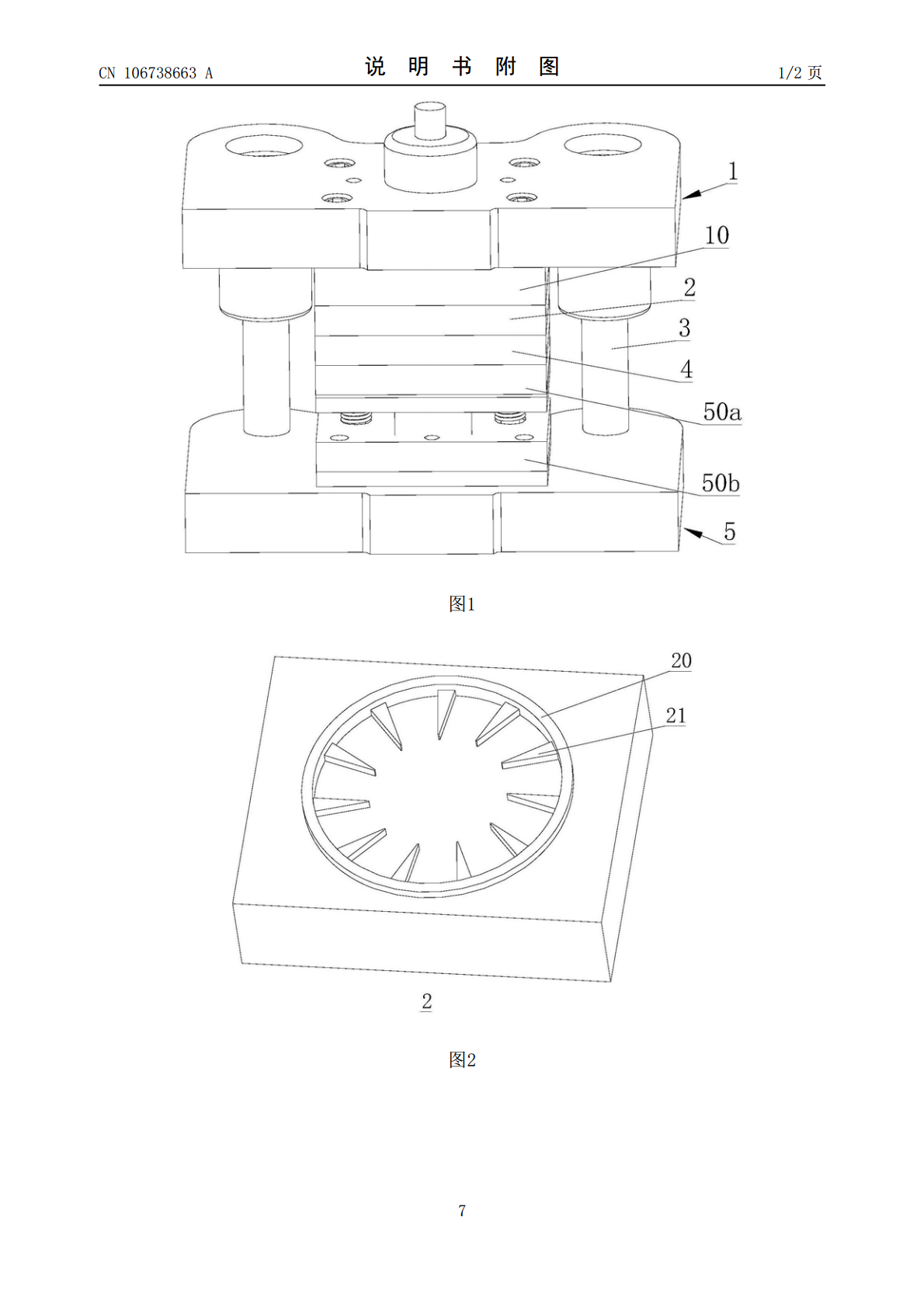
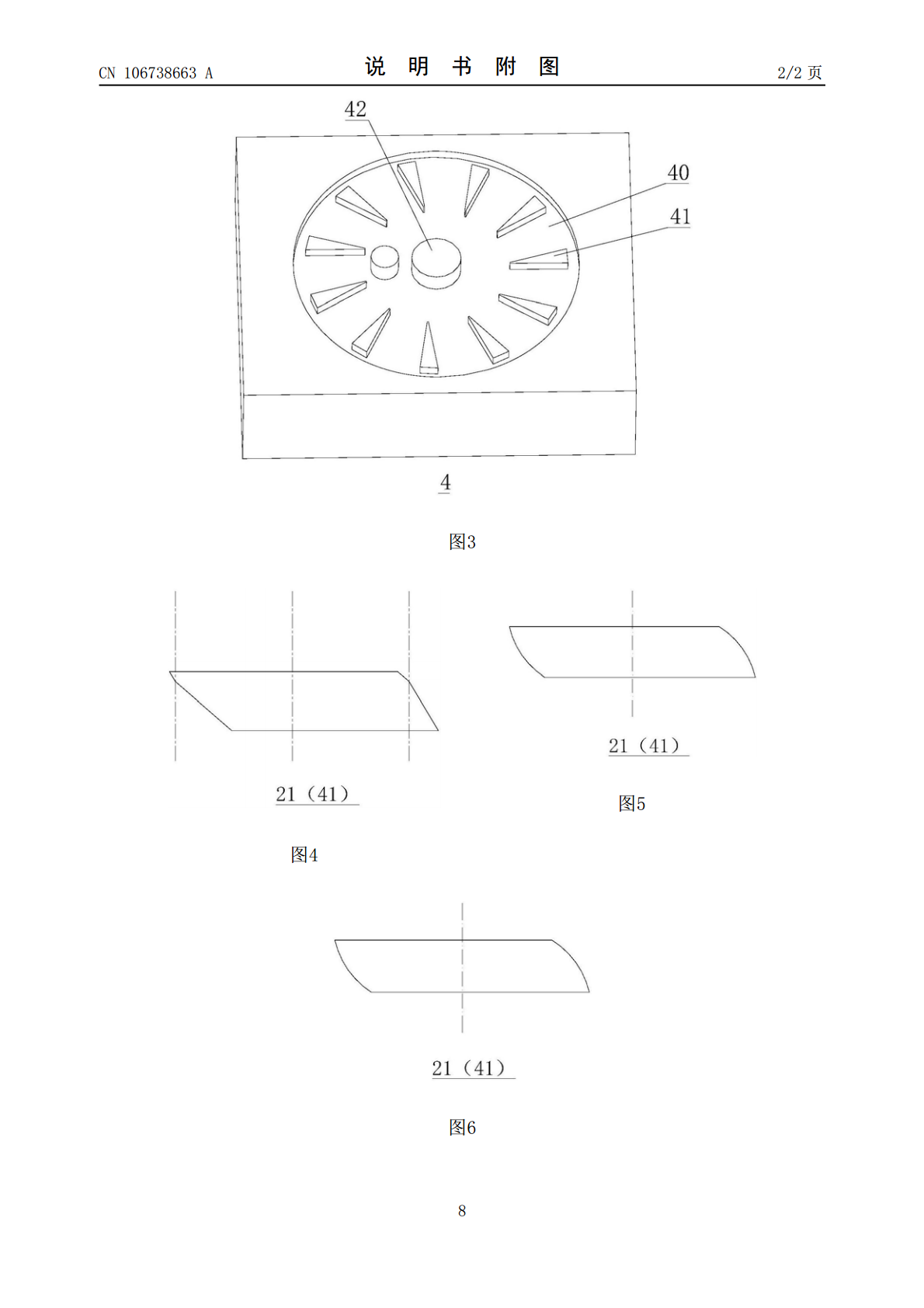
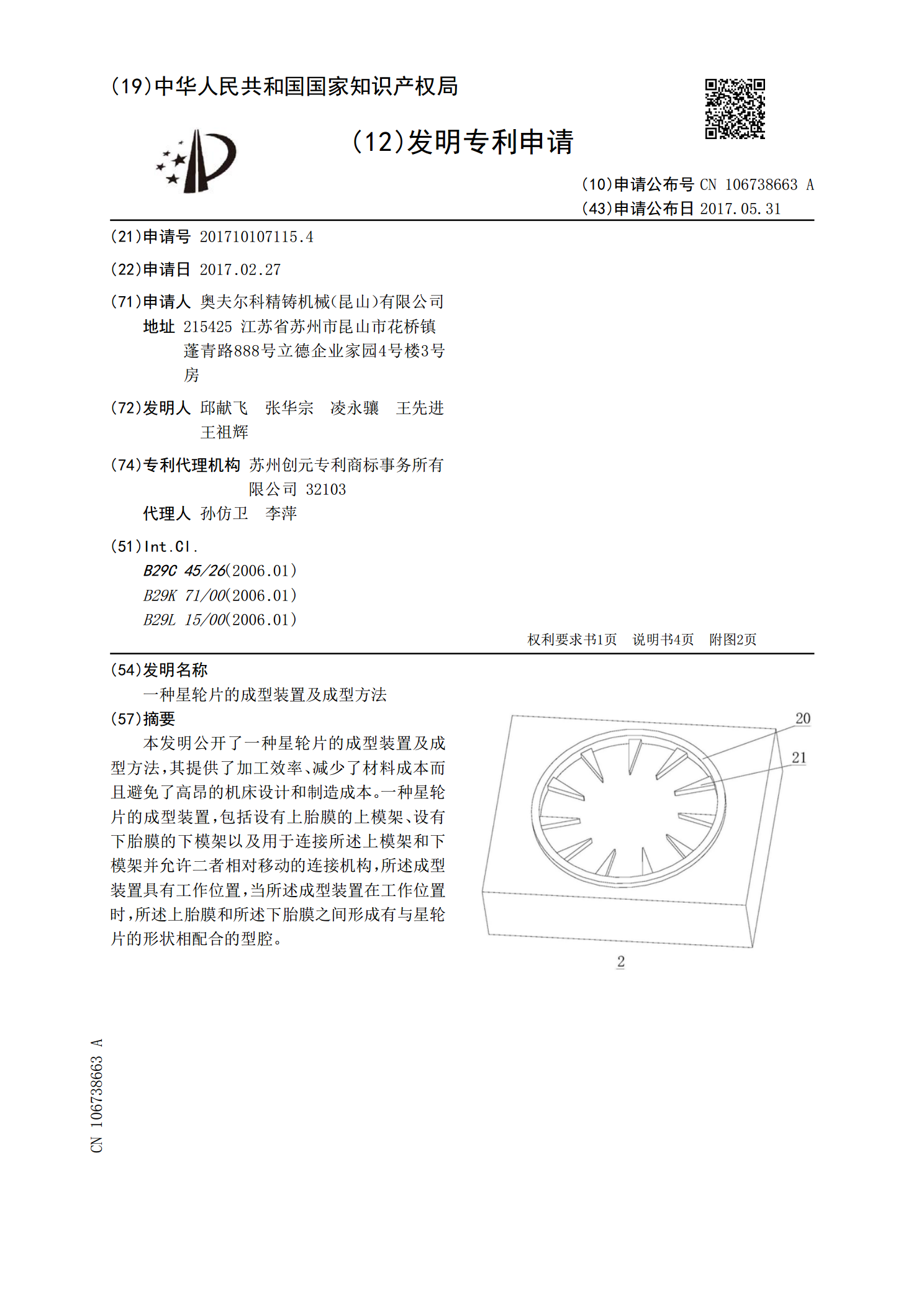
本发明公开了一种星轮片的成型装置及成型方法,其提供了加工效率、减少了材料成本而且避免了高昂的机床设计和制造成本。一种星轮片的成型装置,包括设有上胎膜的上模架、设有下胎膜的下模架以及用于连接所述上模架和下模架并允许二者相对移动的连接机构,所述成型装置具有工作位置,当所述成型装置在工作位置时,所述上胎膜和所述下胎膜之间形成有与星轮片的形状相配合的型腔。

一种UTG玻璃原片生产成型方法及成型装置.pdf
本发明公开了一种UTG玻璃原片的成型方法,包括以下步骤:UTG玻璃液通过调节闸板(3)流过铂合金唇板(1)的摊平抛光区(4),摊平抛光后的UTG玻璃液形成瀑布状的垂直下降玻璃带c;玻璃带经过第一成型温控炉(5),拉边机(6)对玻璃带进行厚度展薄及宽度调整;玻璃带进入第二成型温控炉(7)对玻璃板定型及退火炉(9)中进行退火处理,经过牵引辊(10)向下牵引,转弯设备将玻璃带转成水平进入成品裁装区域。本发明一次成型出厚度20~100um,厚薄差小于5um,微观波纹度小于0.1um,板宽大于等于200mm极薄柔性

光学片材成型装置以及光学片材成型方法.pdf
提供一种能够高精度地挤出成型出预先设定好的形状轮廓的薄片材的光学片材成型技术。具有挤出单元、成型辊单元和厚壁部成型机构。挤出单元具有能够排出片状的熔融树脂的排出用狭缝(18)。排出用狭缝包括基准间隙部(29)和扩大间隙部(30)。基准间隙部沿横穿挤出方向的方向以具有恒定大小的间隙的方式构成。扩大间隙部构成为在与厚壁部对应的位置处具有比基准间隙部的间隙大的间隙。成型辊单元在使排出的熔融树脂固化的同时沿挤出方向搬运该熔融树脂。厚壁部成型机构沿挤出方向对片状的熔融树脂连续地成型出一个或多个厚壁部,上述一个或多个
极片的热压成型方法和热压成型装置.pdf
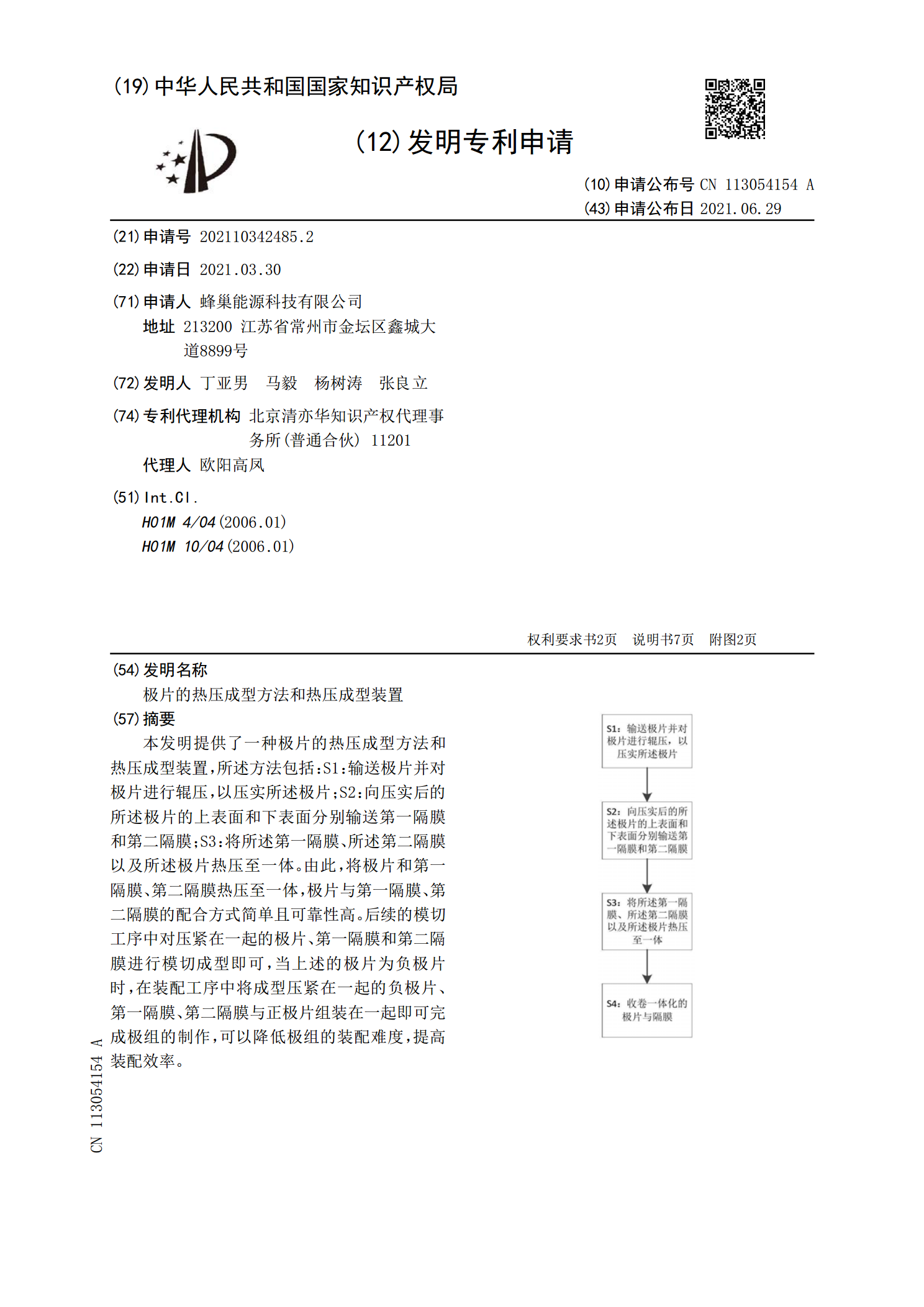
本发明提供了一种极片的热压成型方法和热压成型装置,所述方法包括:S1:输送极片并对极片进行辊压,以压实所述极片;S2:向压实后的所述极片的上表面和下表面分别输送第一隔膜和第二隔膜;S3:将所述第一隔膜、所述第二隔膜以及所述极片热压至一体。由此,将极片和第一隔膜、第二隔膜热压至一体,极片与第一隔膜、第二隔膜的配合方式简单且可靠性高。后续的模切工序中对压紧在一起的极片、第一隔膜和第二隔膜进行模切成型即可,当上述的极片为负极片时,在装配工序中将成型压紧在一起的负极片、第一隔膜、第二隔膜与正极片组装在一起即可完成
一种成型装置及成型方法.pdf
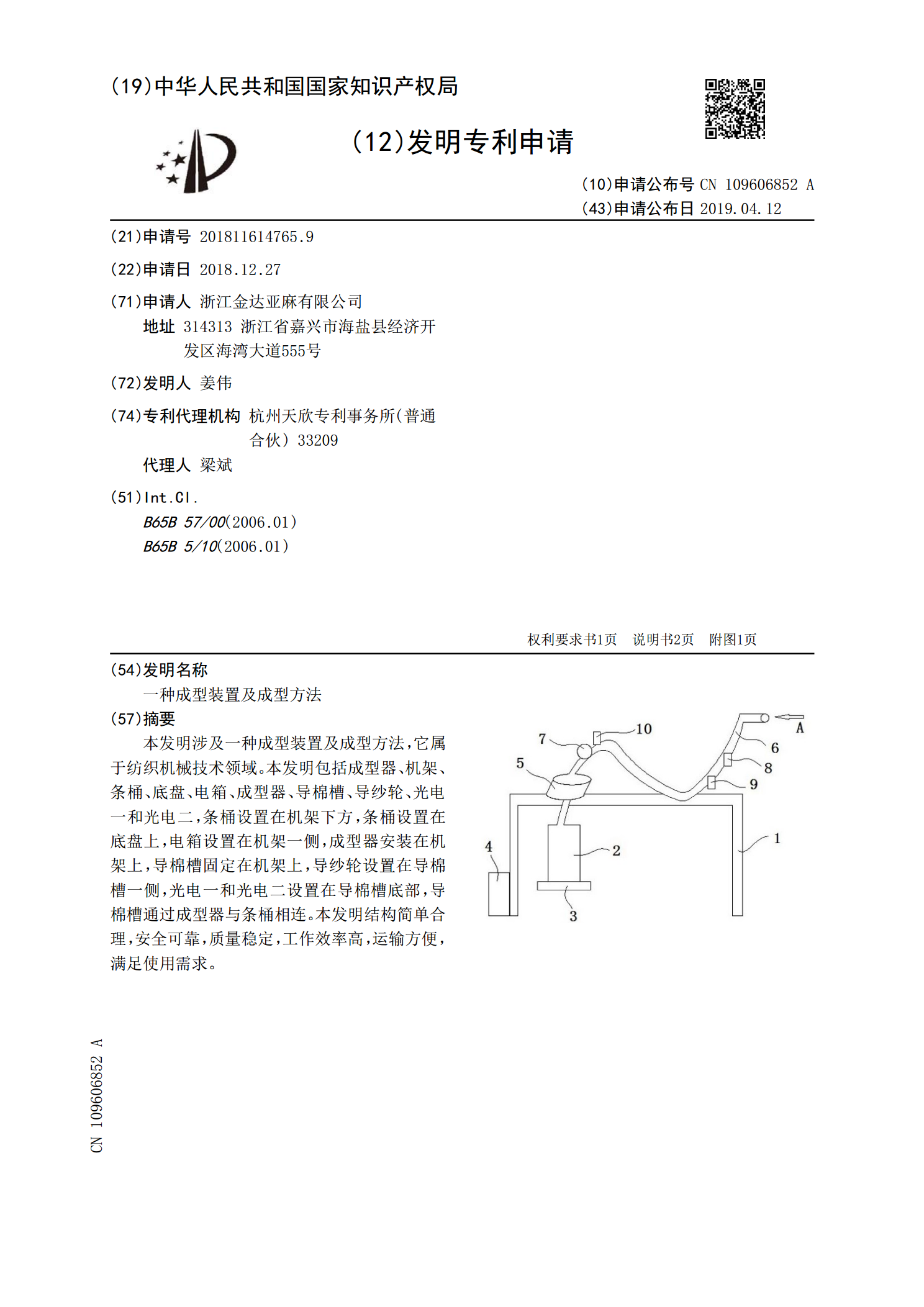
本发明涉及一种成型装置及成型方法,它属于纺织机械技术领域。本发明包括成型器、机架、条桶、底盘、电箱、成型器、导棉槽、导纱轮、光电一和光电二,条桶设置在机架下方,条桶设置在底盘上,电箱设置在机架一侧,成型器安装在机架上,导棉槽固定在机架上,导纱轮设置在导棉槽一侧,光电一和光电二设置在导棉槽底部,导棉槽通过成型器与条桶相连。本发明结构简单合理,安全可靠,质量稳定,工作效率高,运输方便,满足使用需求。