
一种等速驱动轴内星轮制造工艺.pdf

猫巷****婉慧


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种等速驱动轴内星轮制造工艺.pdf
本发明公开了等速驱动轴内星轮制造工艺,采用冷挤压成型,加工后内星轮球道精度高,加工后内星轮球道表面没有过高的温度,不会和空气中的氧气接触氧化。

一种等速驱动轴球笼加工工艺.pdf
本发明公开了一种等速驱动轴球笼的加工工艺,包括外星轮的加工,保持架的加工,内星轮的加工,把加工完成后的外星轮、保持架、内星轮组装成一体形成驱动轴球笼,本发明采用冷挤压成型,加工后内星轮球道精度高,加工后内星轮球道表面没有过高的温度,不会和空气中的氧气接触氧化,增加了保持架抗压强度,有效防止保持架横向断裂,提高产品品质,节约生产成本,减少售后客诉。
一种等速驱动轴.pdf
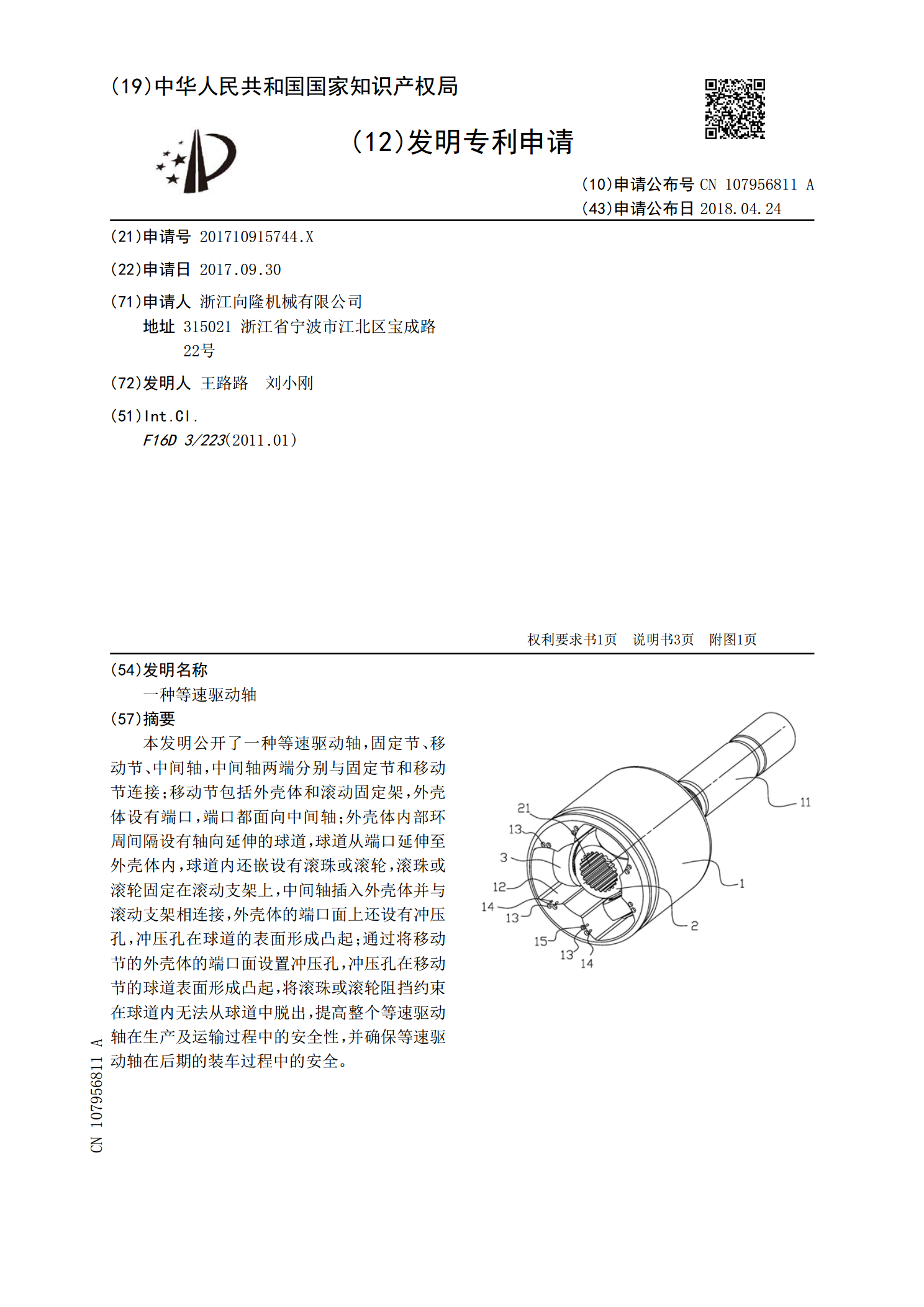
本发明公开了一种等速驱动轴,固定节、移动节、中间轴,中间轴两端分别与固定节和移动节连接;移动节包括外壳体和滚动固定架,外壳体设有端口,端口都面向中间轴;外壳体内部环周间隔设有轴向延伸的球道,球道从端口延伸至外壳体内,球道内还嵌设有滚珠或滚轮,滚珠或滚轮固定在滚动支架上,中间轴插入外壳体并与滚动支架相连接,外壳体的端口面上还设有冲压孔,冲压孔在球道的表面形成凸起;通过将移动节的外壳体的端口面设置冲压孔,冲压孔在移动节的球道表面形成凸起,将滚珠或滚轮阻挡约束在球道内无法从球道中脱出,提高整个等速驱动轴在生产及
驱动轴及用于该驱动轴的等速接头.pdf
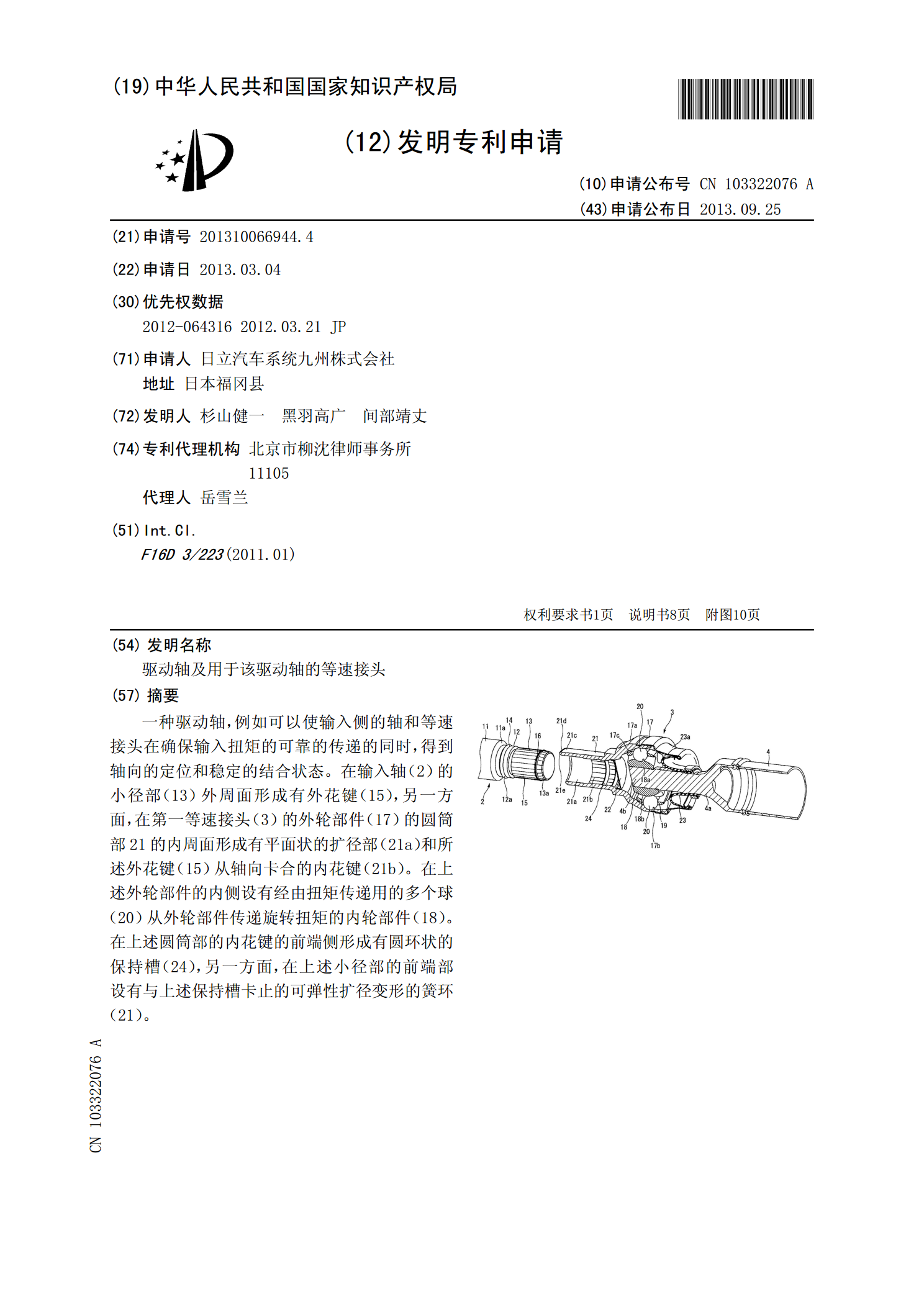
一种驱动轴,例如可以使输入侧的轴和等速接头在确保输入扭矩的可靠的传递的同时,得到轴向的定位和稳定的结合状态。在输入轴(2)的小径部(13)外周面形成有外花键(15),另一方面,在第一等速接头(3)的外轮部件(17)的圆筒部21的内周面形成有平面状的扩径部(21a)和所述外花键(15)从轴向卡合的内花键(21b)。在上述外轮部件的内侧设有经由扭矩传递用的多个球(20)从外轮部件传递旋转扭矩的内轮部件(18)。在上述圆筒部的内花键的前端侧形成有圆环状的保持槽(24),另一方面,在上述小径部的前端部设有与上述保
减摩垫片及其制造方法、等速节驱动轴总成.pdf
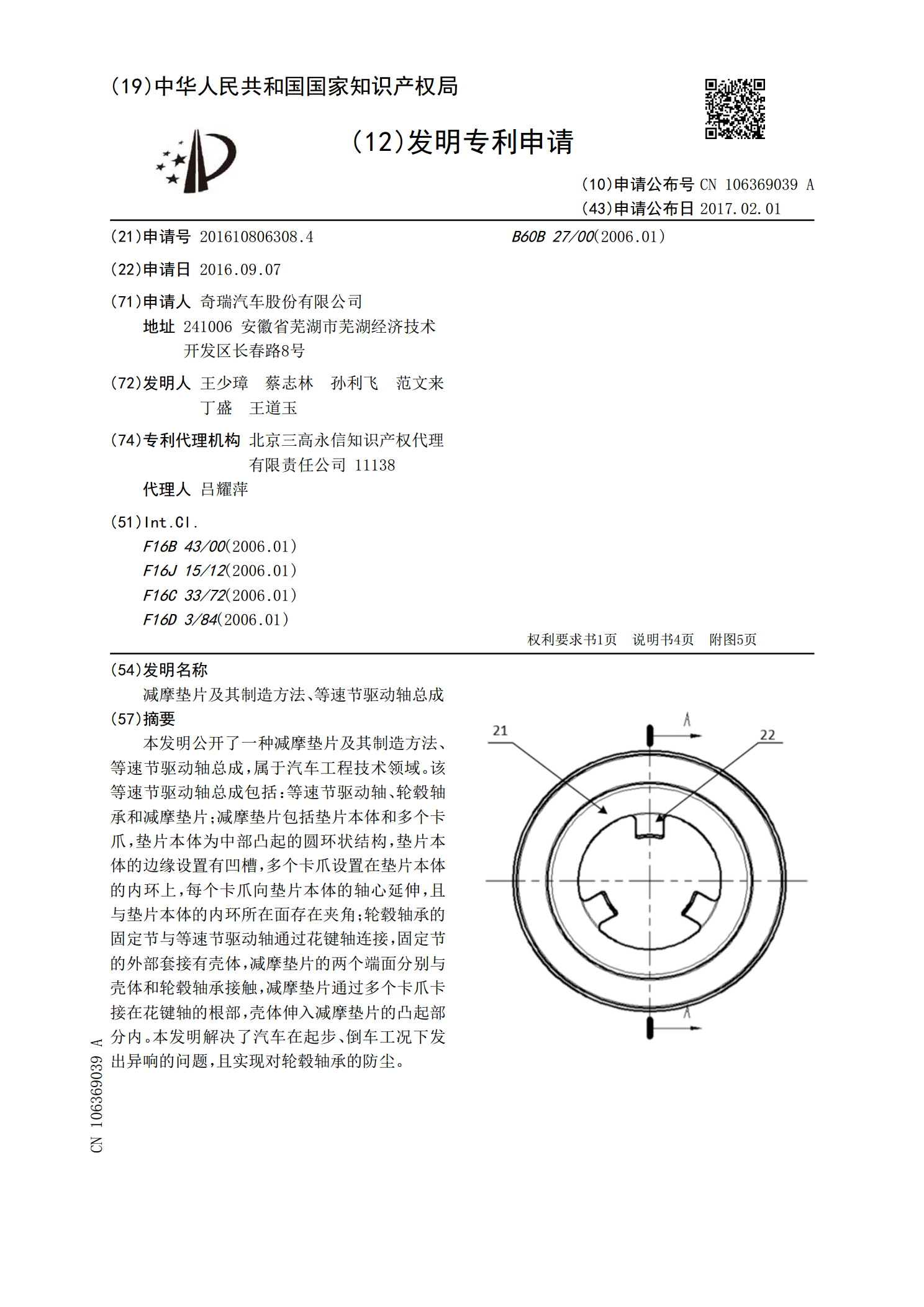
本发明公开了一种减摩垫片及其制造方法、等速节驱动轴总成,属于汽车工程技术领域。该等速节驱动轴总成包括:等速节驱动轴、轮毂轴承和减摩垫片;减摩垫片包括垫片本体和多个卡爪,垫片本体为中部凸起的圆环状结构,垫片本体的边缘设置有凹槽,多个卡爪设置在垫片本体的内环上,每个卡爪向垫片本体的轴心延伸,且与垫片本体的内环所在面存在夹角;轮毂轴承的固定节与等速节驱动轴通过花键轴连接,固定节的外部套接有壳体,减摩垫片的两个端面分别与壳体和轮毂轴承接触,减摩垫片通过多个卡爪卡接在花键轴的根部,壳体伸入减摩垫片的凸起部分内。本发