
一种孔加工设备及其控制方法及其轮胎模具.pdf

是你****深呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种孔加工设备及其控制方法及其轮胎模具.pdf
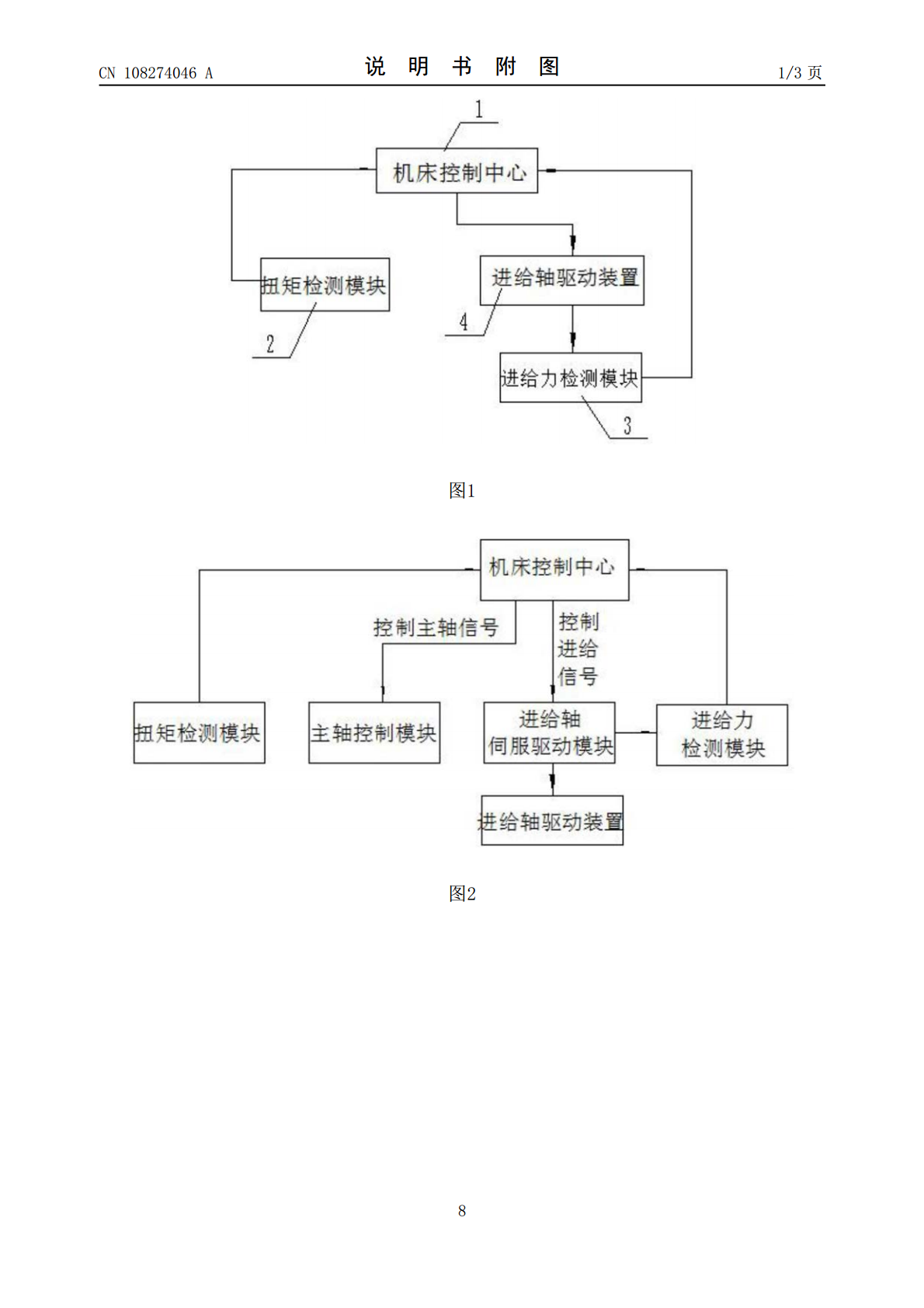
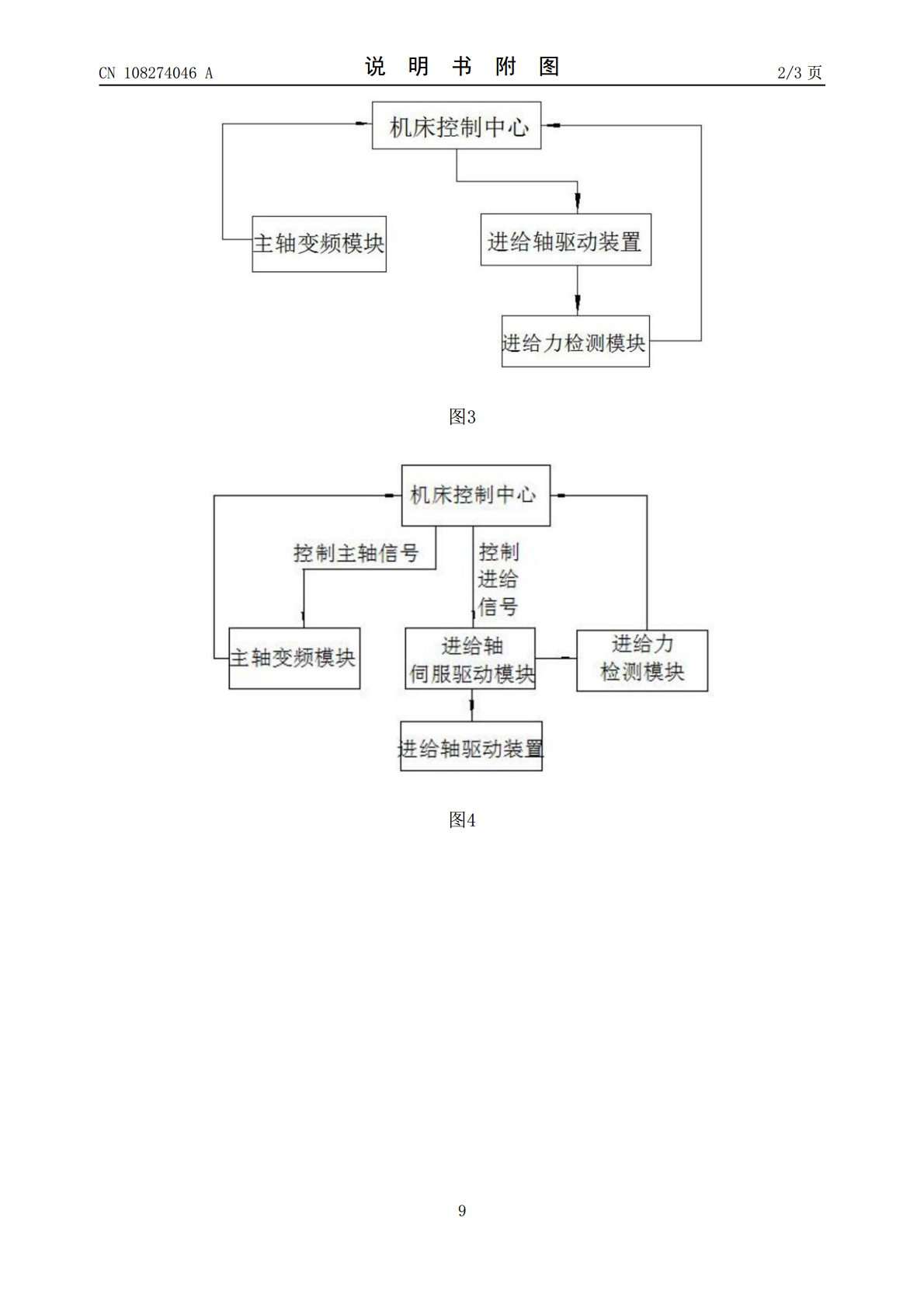
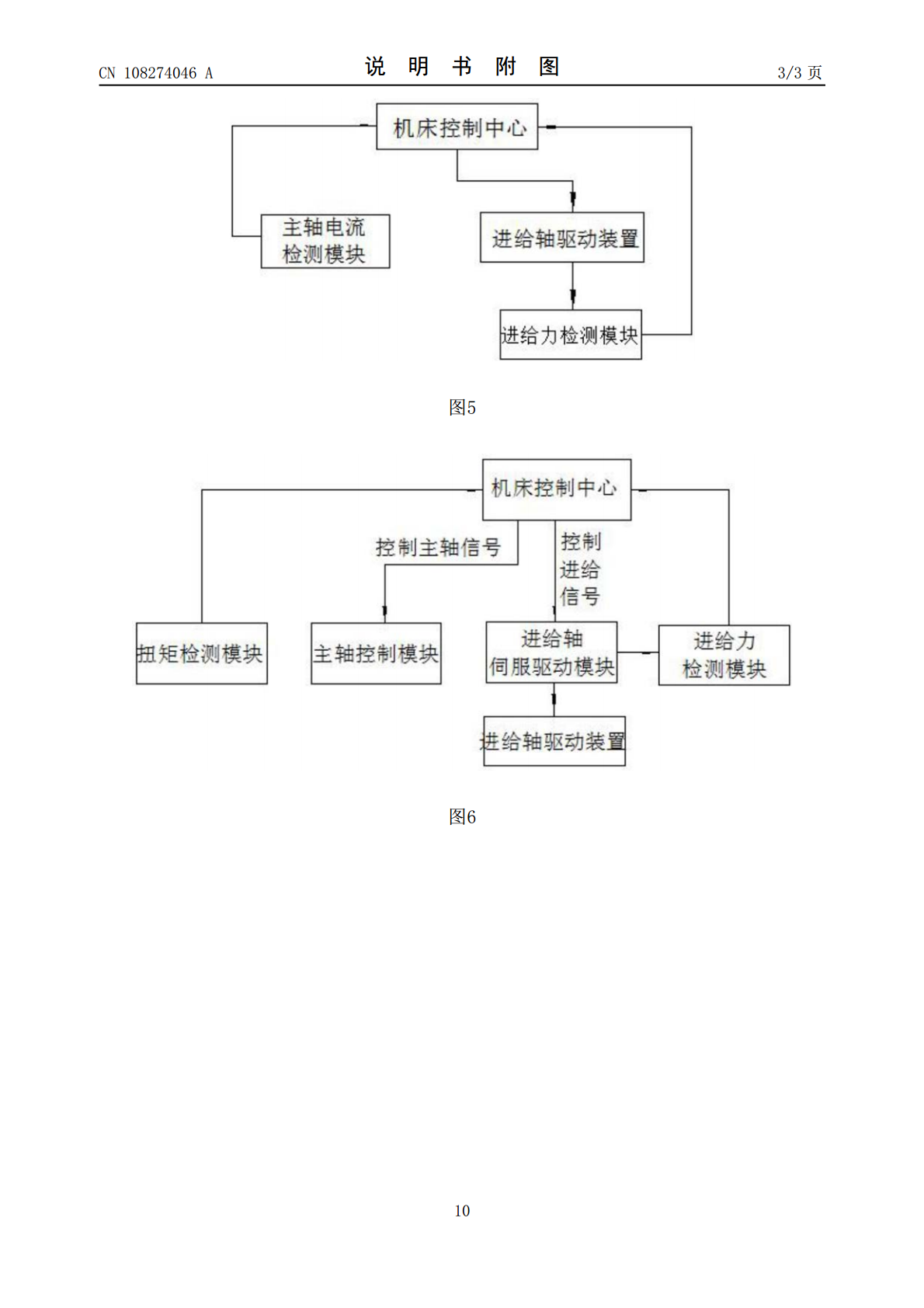
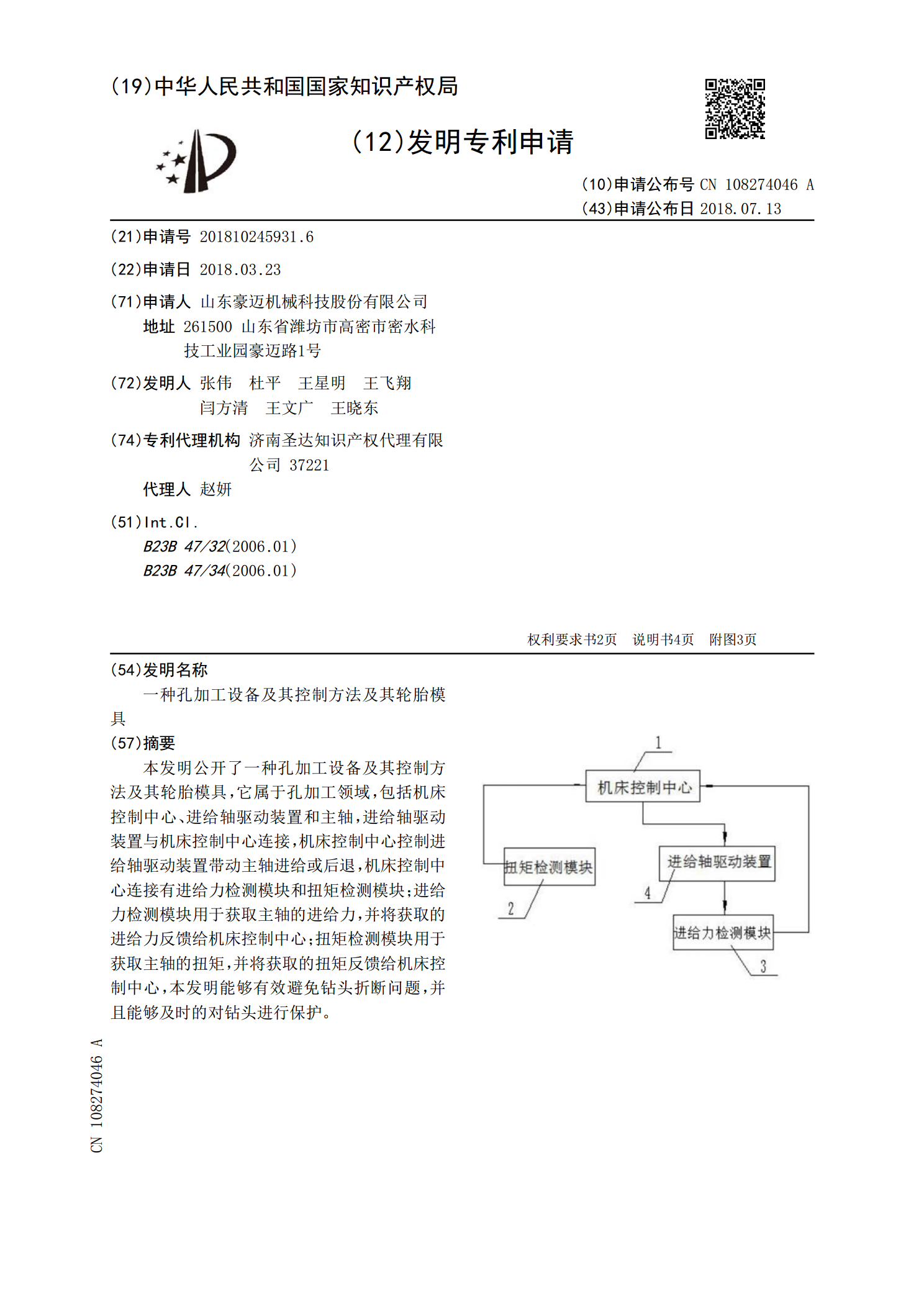
本发明公开了一种孔加工设备及其控制方法及其轮胎模具,它属于孔加工领域,包括机床控制中心、进给轴驱动装置和主轴,进给轴驱动装置与机床控制中心连接,机床控制中心控制进给轴驱动装置带动主轴进给或后退,机床控制中心连接有进给力检测模块和扭矩检测模块;进给力检测模块用于获取主轴的进给力,并将获取的进给力反馈给机床控制中心;扭矩检测模块用于获取主轴的扭矩,并将获取的扭矩反馈给机床控制中心,本发明能够有效避免钻头折断问题,并且能够及时的对钻头进行保护。
轮胎模具孔加工设备及其加工方法.pdf
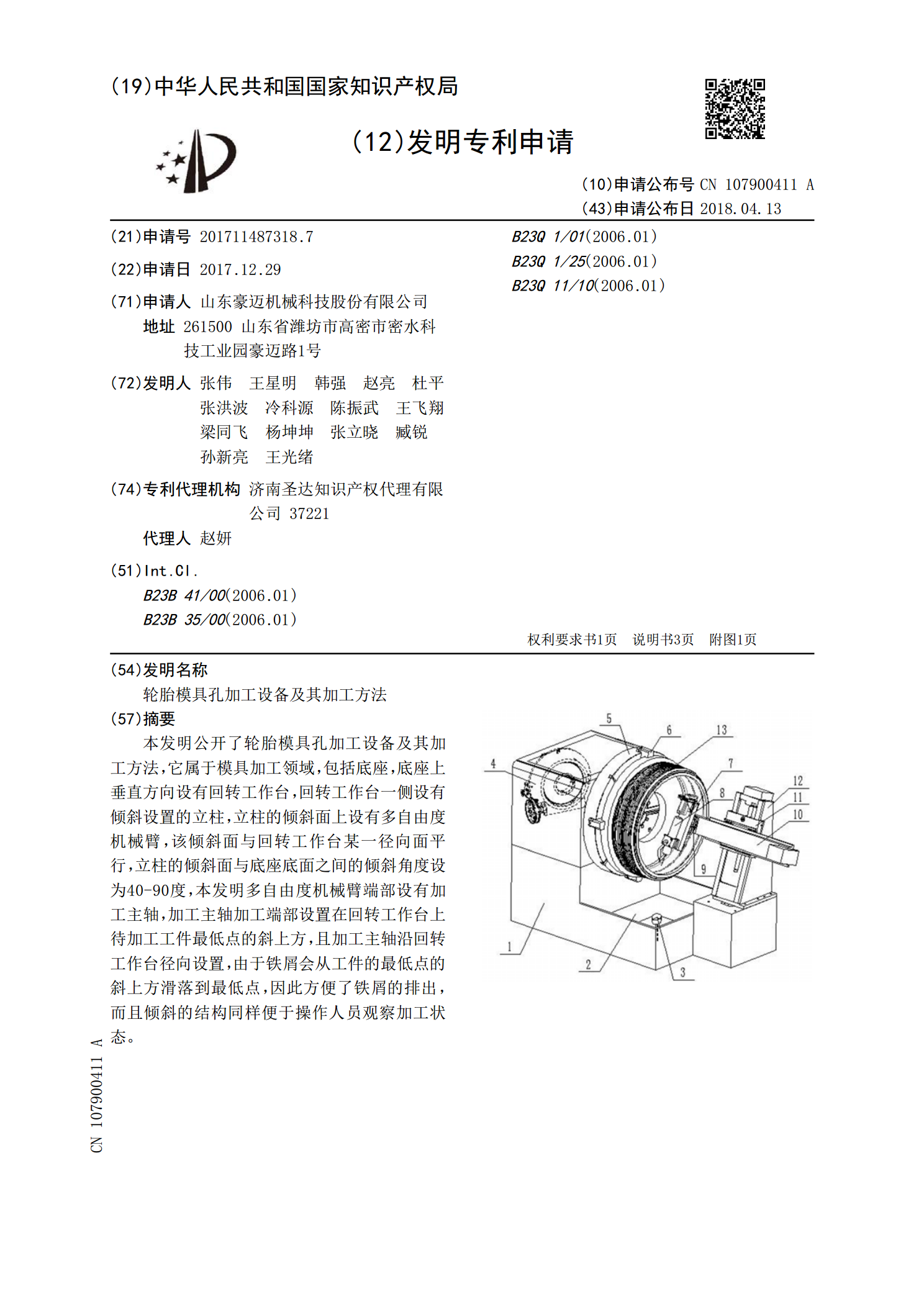
本发明公开了轮胎模具孔加工设备及其加工方法,它属于模具加工领域,包括底座,底座上垂直方向设有回转工作台,回转工作台一侧设有倾斜设置的立柱,立柱的倾斜面上设有多自由度机械臂,该倾斜面与回转工作台某一径向面平行,立柱的倾斜面与底座底面之间的倾斜角度设为40‑90度,本发明多自由度机械臂端部设有加工主轴,加工主轴加工端部设置在回转工作台上待加工工件最低点的斜上方,且加工主轴沿回转工作台径向设置,由于铁屑会从工件的最低点的斜上方滑落到最低点,因此方便了铁屑的排出,而且倾斜的结构同样便于操作人员观察加工状态。
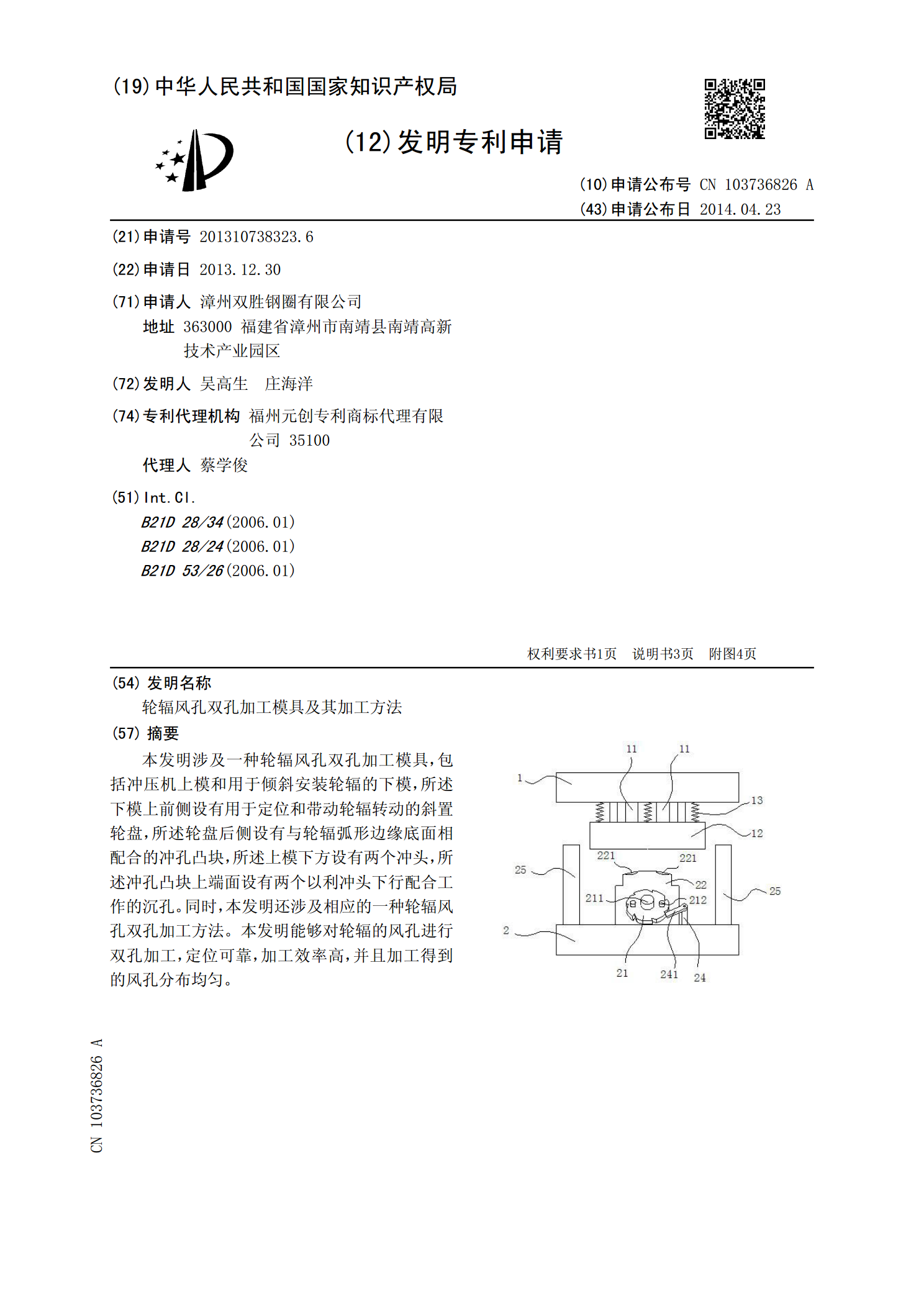
轮辐风孔双孔加工模具及其加工方法.pdf
本发明涉及一种轮辐风孔双孔加工模具,包括冲压机上模和用于倾斜安装轮辐的下模,所述下模上前侧设有用于定位和带动轮辐转动的斜置轮盘,所述轮盘后侧设有与轮辐弧形边缘底面相配合的冲孔凸块,所述上模下方设有两个冲头,所述冲孔凸块上端面设有两个以利冲头下行配合工作的沉孔。同时,本发明还涉及相应的一种轮辐风孔双孔加工方法。本发明能够对轮辐的风孔进行双孔加工,定位可靠,加工效率高,并且加工得到的风孔分布均匀。

聚氨酯实心轮胎的模具及其加工方法.pdf
聚氨酯实心轮胎的模具及其加工方法,属于实心轮胎的加工技术领域。下花纹模块由多个下花纹块(5)沿圆周方向拼接构成,且下花纹块(5)通过下花纹块导向机构滑动设置在下固定座(6)内,下花纹块导向机构使下花纹块(5)在向上滑动的同时产生向径向外侧的位移。在开模时,下花纹块在向上滑动的同时产生向径向外侧的位移,从而使下花纹块相互分离并脱离轮胎,便于将轮胎从轮胎模腔中取出,聚氨酯实心轮胎的加工方法,可以将原材料中的气泡挤出,并采用两次硫化,生产的聚氨酯低速实心轮胎,耐磨性能是普通橡胶的5~10倍。承载大,解决了橡胶实
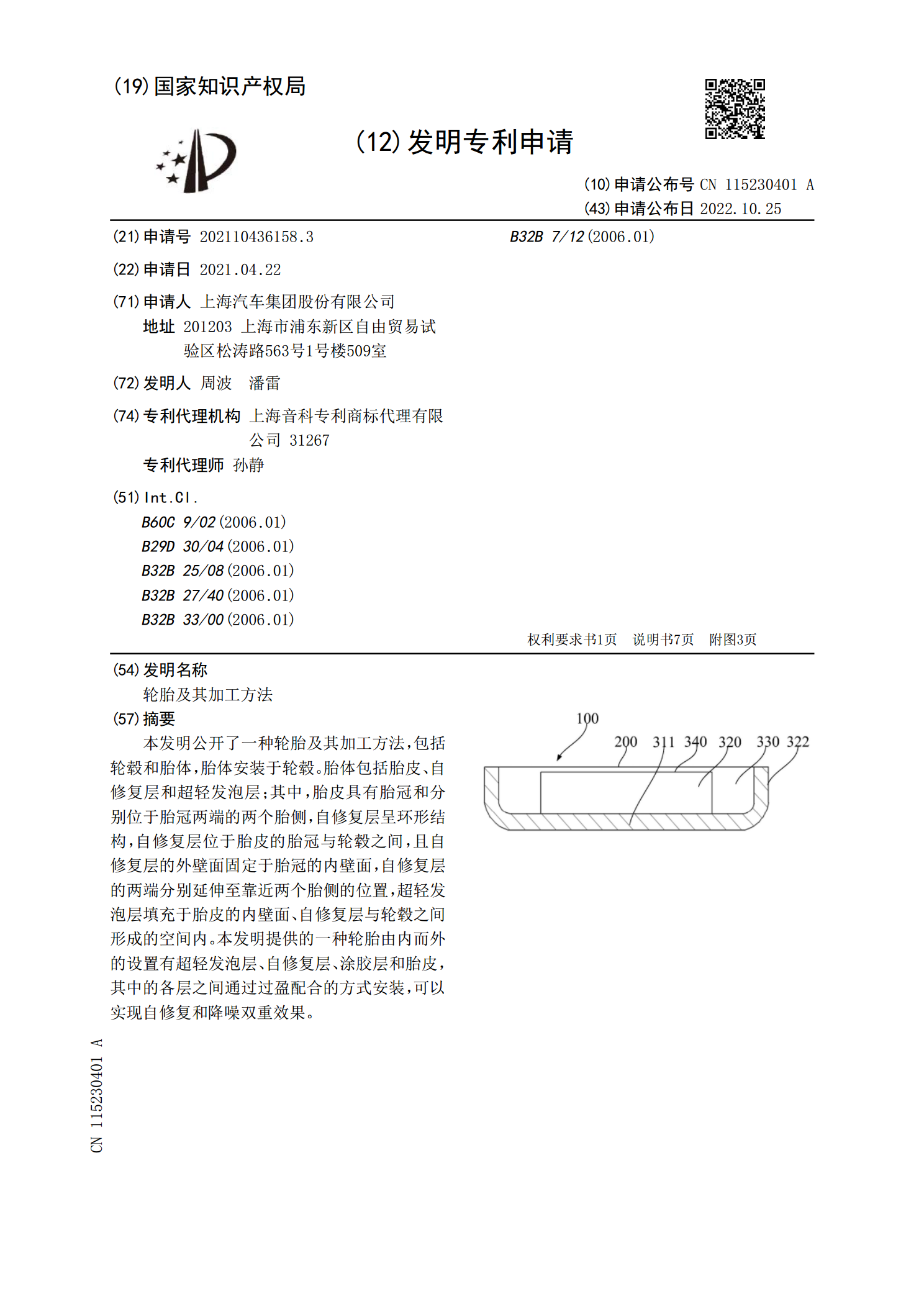
轮胎及其加工方法.pdf
本发明公开了一种轮胎及其加工方法,包括轮毂和胎体,胎体安装于轮毂。胎体包括胎皮、自修复层和超轻发泡层;其中,胎皮具有胎冠和分别位于胎冠两端的两个胎侧,自修复层呈环形结构,自修复层位于胎皮的胎冠与轮毂之间,且自修复层的外壁面固定于胎冠的内壁面,自修复层的两端分别延伸至靠近两个胎侧的位置,超轻发泡层填充于胎皮的内壁面、自修复层与轮毂之间形成的空间内。本发明提供的一种轮胎由内而外的设置有超轻发泡层、自修复层、涂胶层和胎皮,其中的各层之间通过过盈配合的方式安装,可以实现自修复和降噪双重效果。