
一种冲压成型的汽车轮毂单元及其制造方法.pdf

小沛****文章


1/8

2/8

3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲压成型的汽车轮毂单元及其制造方法.pdf
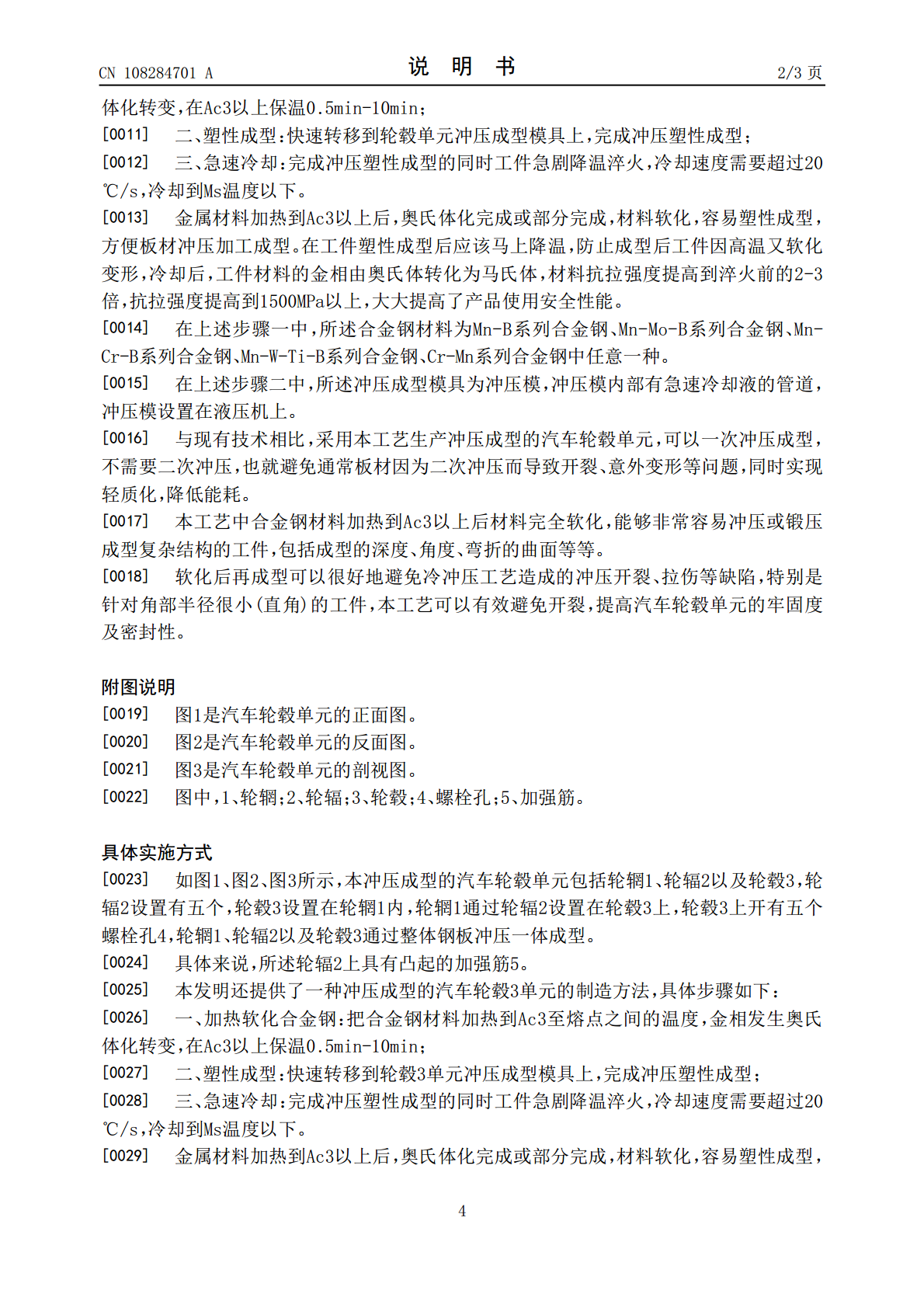
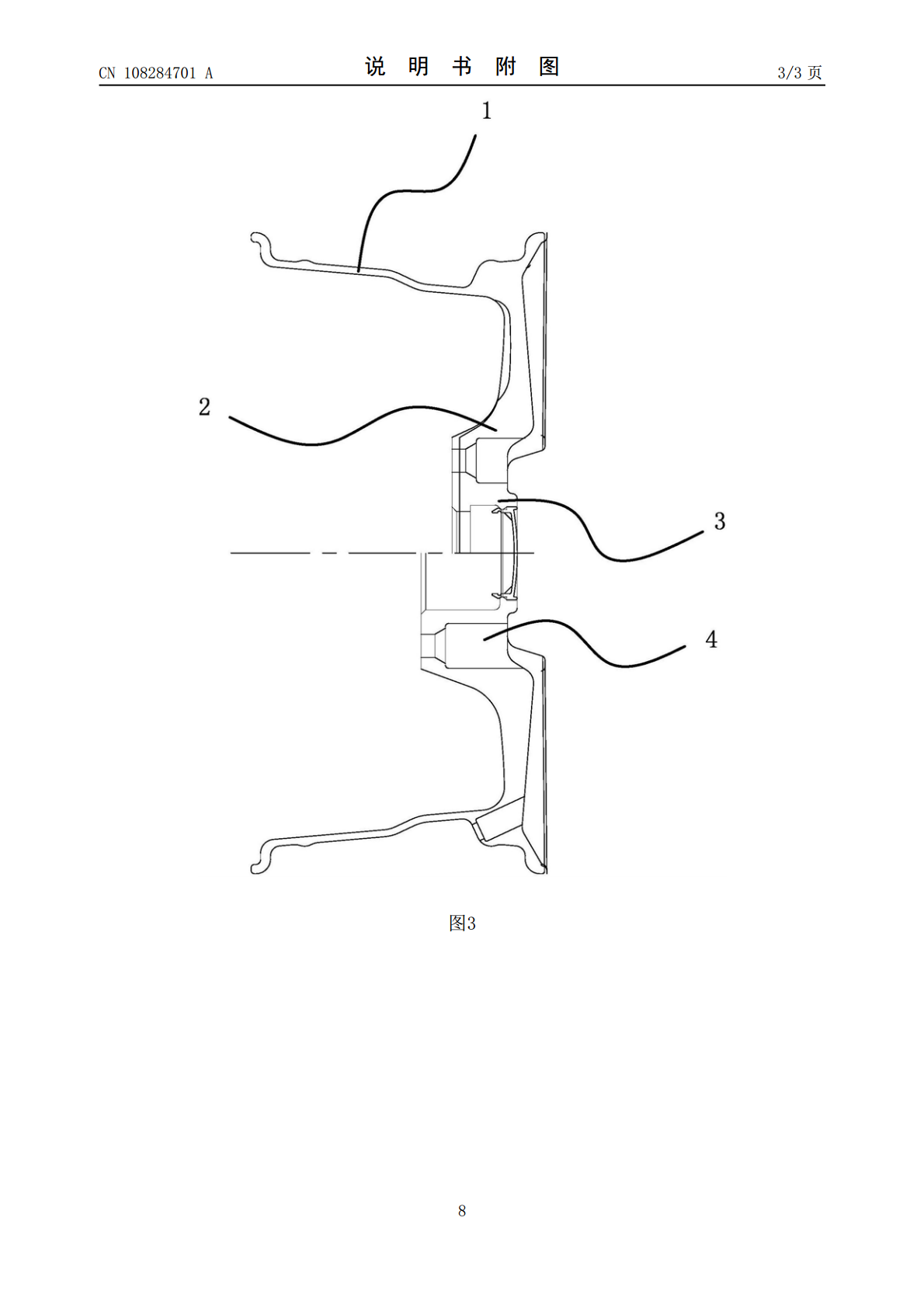
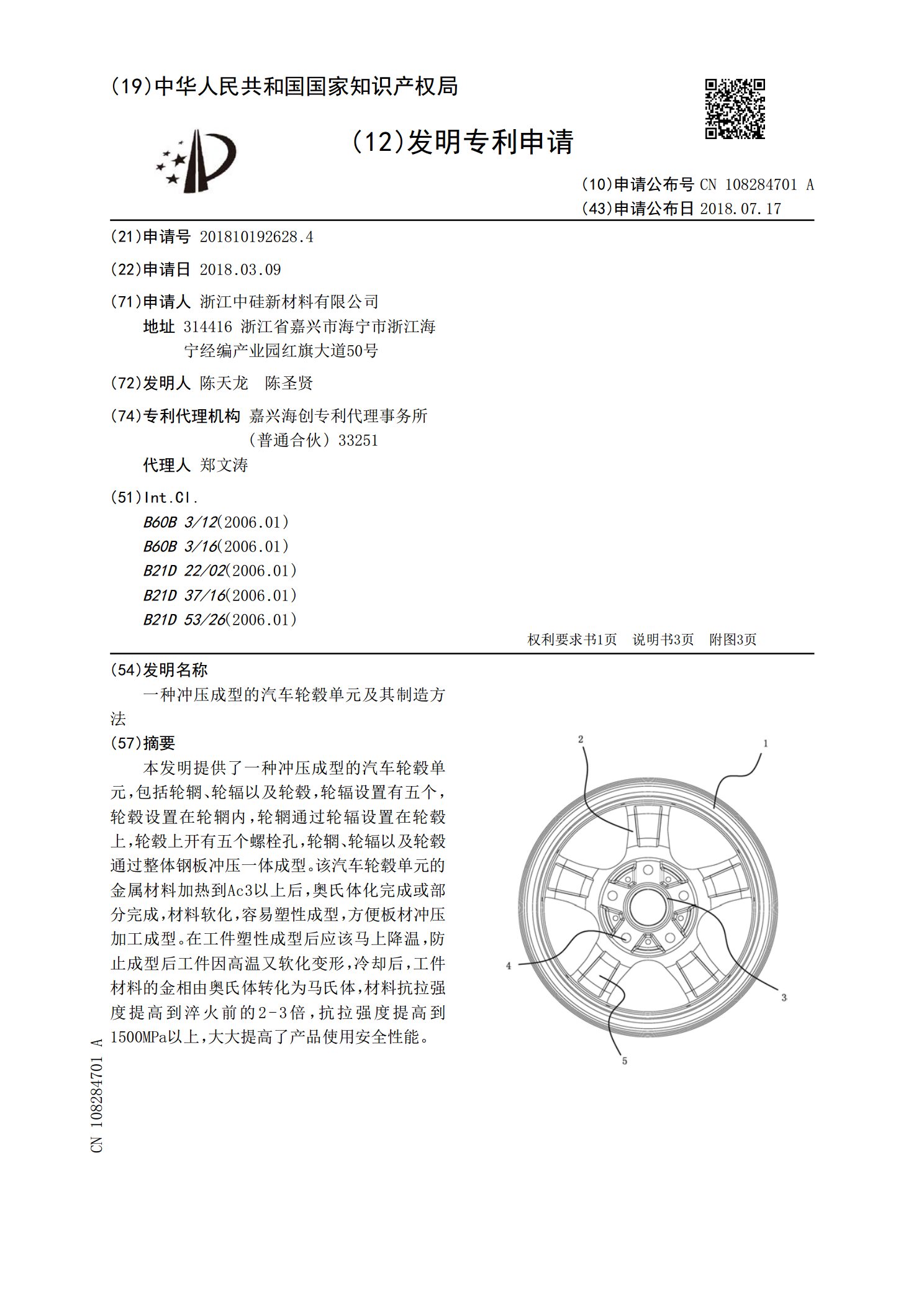
本发明提供了一种冲压成型的汽车轮毂单元,包括轮辋、轮辐以及轮毂,轮辐设置有五个,轮毂设置在轮辋内,轮辋通过轮辐设置在轮毂上,轮毂上开有五个螺栓孔,轮辋、轮辐以及轮毂通过整体钢板冲压一体成型。该汽车轮毂单元的金属材料加热到Ac3以上后,奥氏体化完成或部分完成,材料软化,容易塑性成型,方便板材冲压加工成型。在工件塑性成型后应该马上降温,防止成型后工件因高温又软化变形,冷却后,工件材料的金相由奥氏体转化为马氏体,材料抗拉强度提高到淬火前的2‑3倍,抗拉强度提高到1500MPa以上,大大提高了产品使用安全性能。

轮毂单元轴承及其制造方法、和汽车及其制造方法.pdf
轮毂通过将内圈(10a)在使该内圈的轴向外端部与层差面(12)抵接的状态下外嵌于嵌合筒部(11),且将内圈的轴向内端面由卷边部(13a)的按压部(17)的轴向外侧面按压,而将轮毂主体(9a)和内圈(10a)结合固定。卷边部(13a)具有沿径向伸长的卡合凹部(19)。内圈(10a)具有与卡合凹部(19)卡合的卡合凸部(21)。

热冲压成型体及其制造方法.pdf
本发明的热冲压成型体的特征在于,当将C含量(质量%)、Si含量(质量%)及Mn含量(质量%)分别表示为[C]、[Si]及[Mn]时,成立5×[Si]+[Mn])/[C]>10的关系,金属组织含有以面积率计为80%以上的马氏体,有时还含有以面积率计为10%以下的珠光体、以体积率计为5%以下的残留奥氏体、以面积率计为20%以下的铁素体和以面积率计小于20%的贝氏体中的一种以上,抗拉强度TS与扩孔率λ之积即TS×λ为50000MPa·%以上,以纳米压痕仪测得的马氏体的硬度满足H2/H1<1.10及σHM<20。

一种汽车轮毂及其制造方法.pdf
本发明涉及轮毂领域,具体涉及一种汽车轮毂及其制造方法。由以下重量份数的原料制成:碳素纤维20-30份,抗氧剂3-6份,玻璃纤维10-15份,锌剂3-8份,铜剂5-7份,聚乙烯PE8-15份。本发明提供一种造型美观,强度高,韧性好,工艺简单,制造成本较低,同时又可回收利用,重量轻,节约能源的汽车轮毂及其制造方法。
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
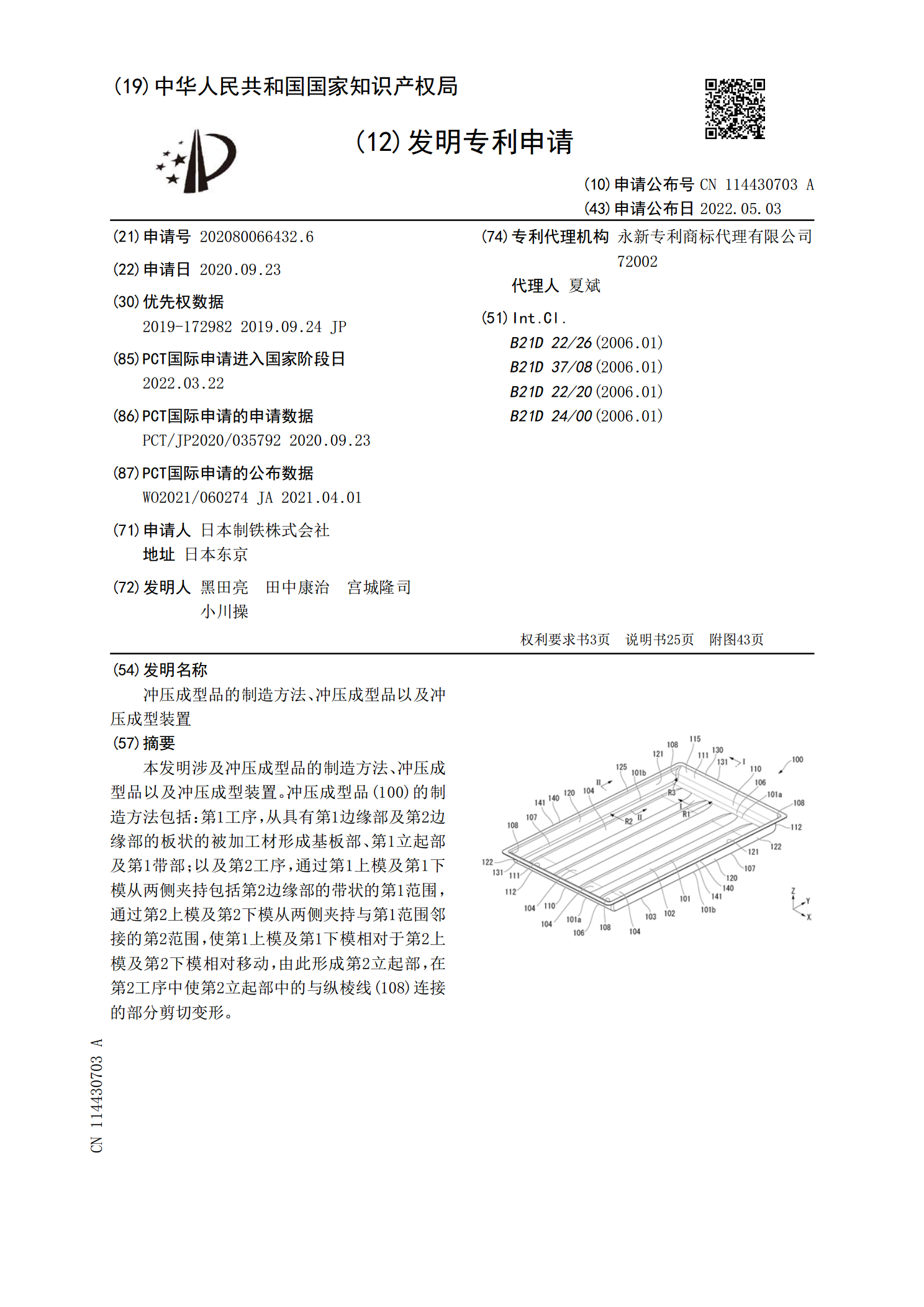
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。