
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf

丹烟****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共72页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
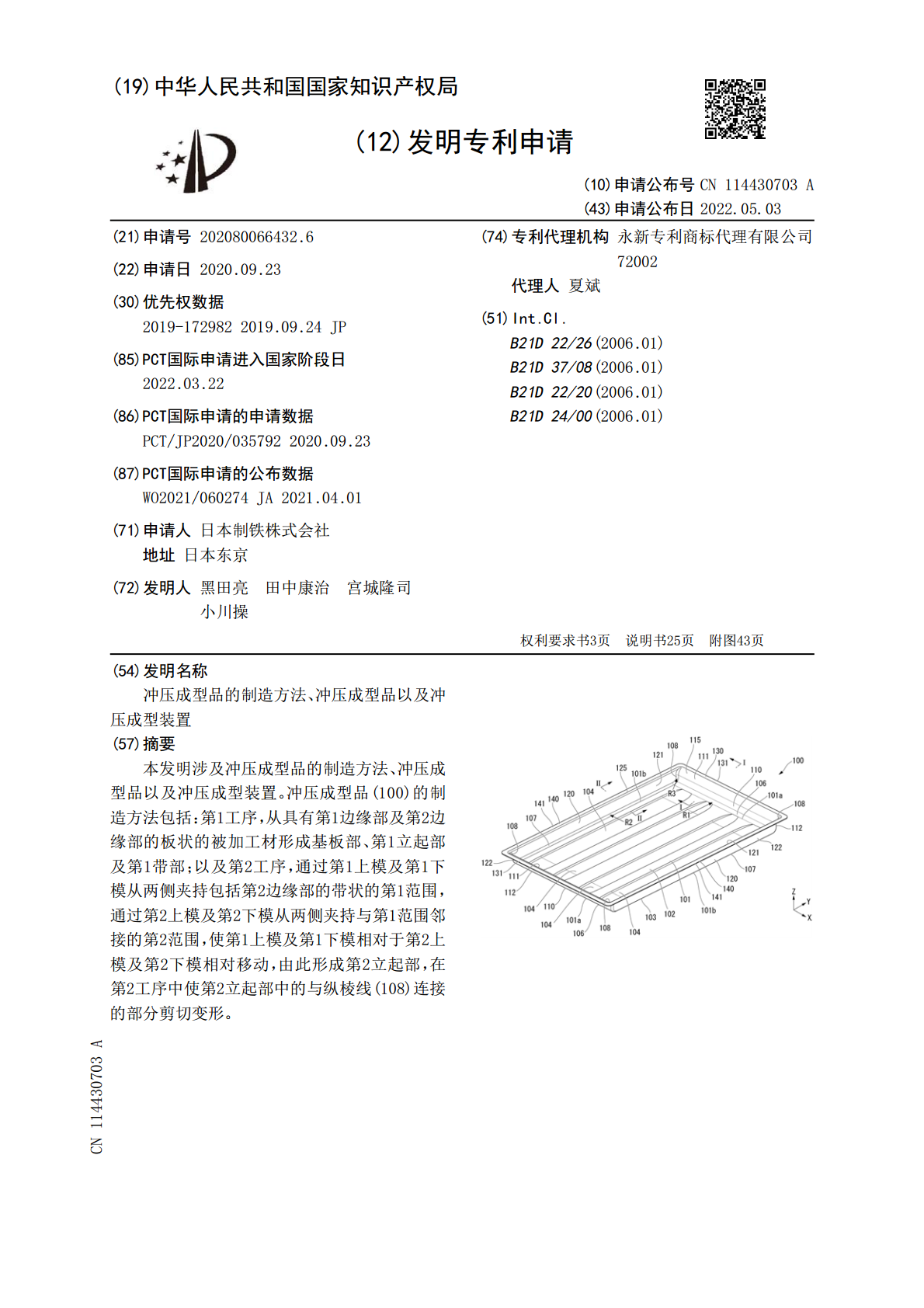
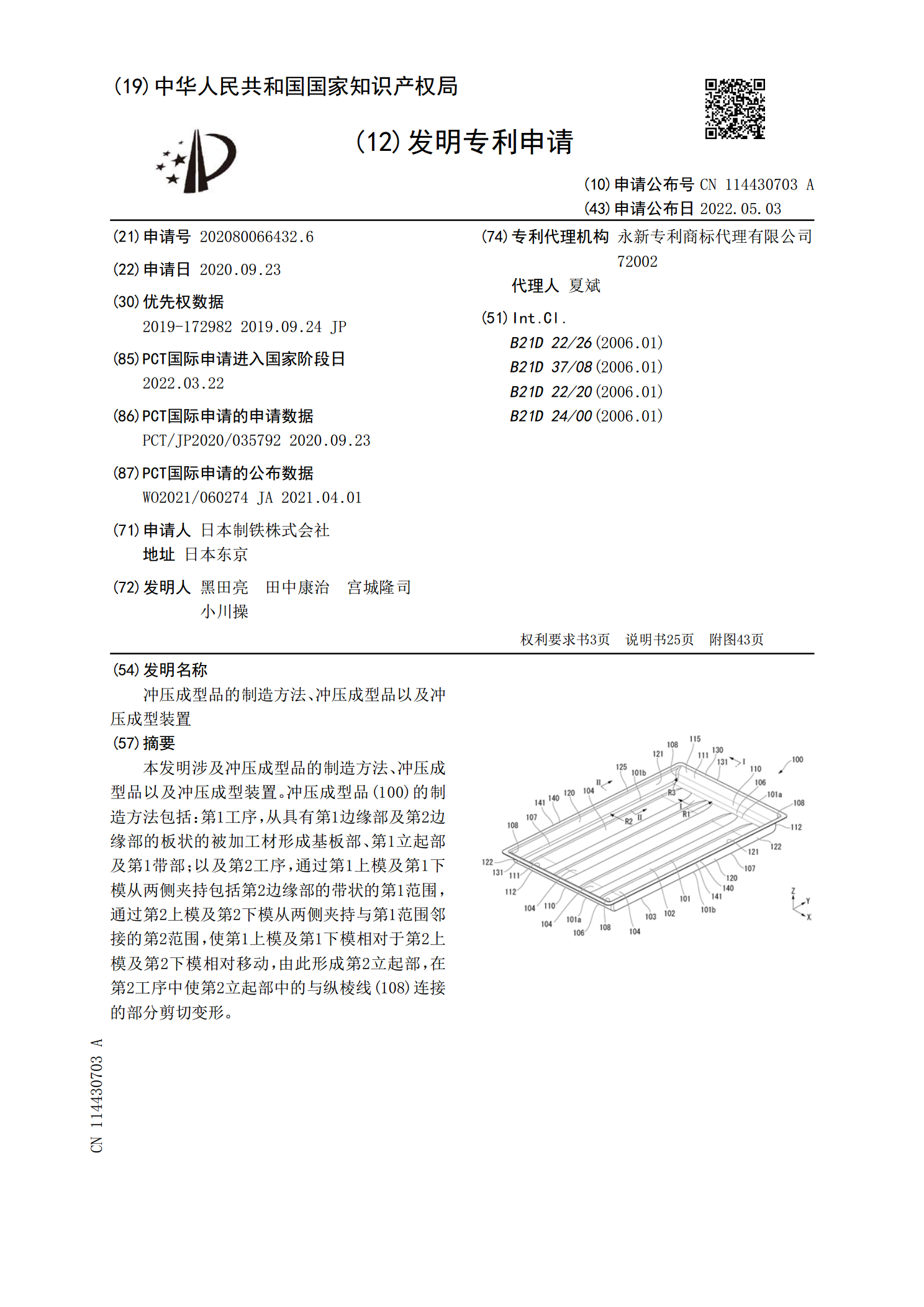
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。
冲压成型品的制造方法.pdf
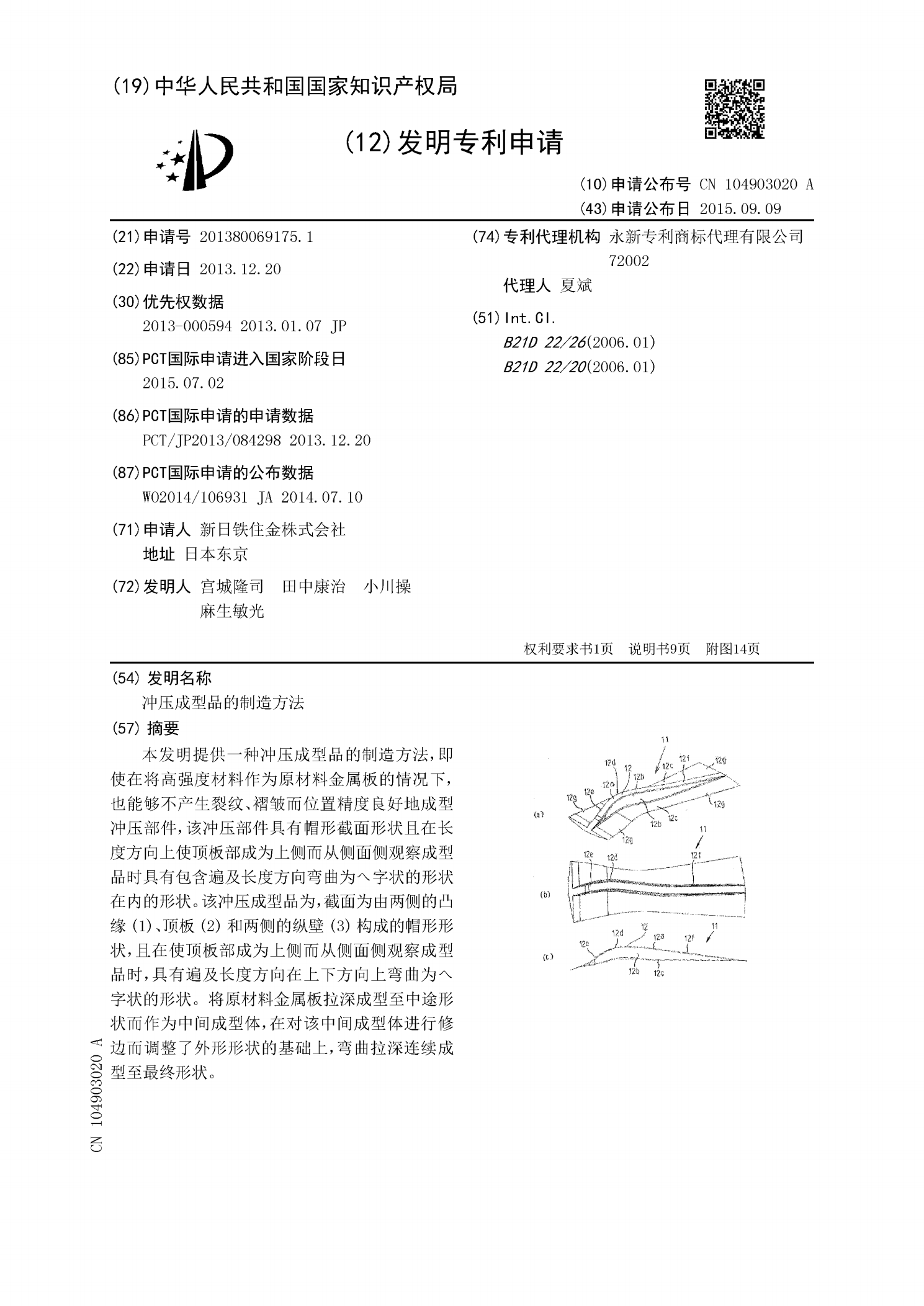
本发明提供一种冲压成型品的制造方法,即使在将高强度材料作为原材料金属板的情况下,也能够不产生裂纹、褶皱而位置精度良好地成型冲压部件,该冲压部件具有帽形截面形状且在长度方向上使顶板部成为上侧而从侧面侧观察成型品时具有包含遍及长度方向弯曲为へ字状的形状在内的形状。该冲压成型品为,截面为由两侧的凸缘(1)、顶板(2)和两侧的纵壁(3)构成的帽形形状,且在使顶板部成为上侧而从侧面侧观察成型品时,具有遍及长度方向在上下方向上弯曲为へ字状的形状。将原材料金属板拉深成型至中途形状而作为中间成型体,在对该中间成型体进行修
冲压成型方法、冲压模具及冲压系统.pdf
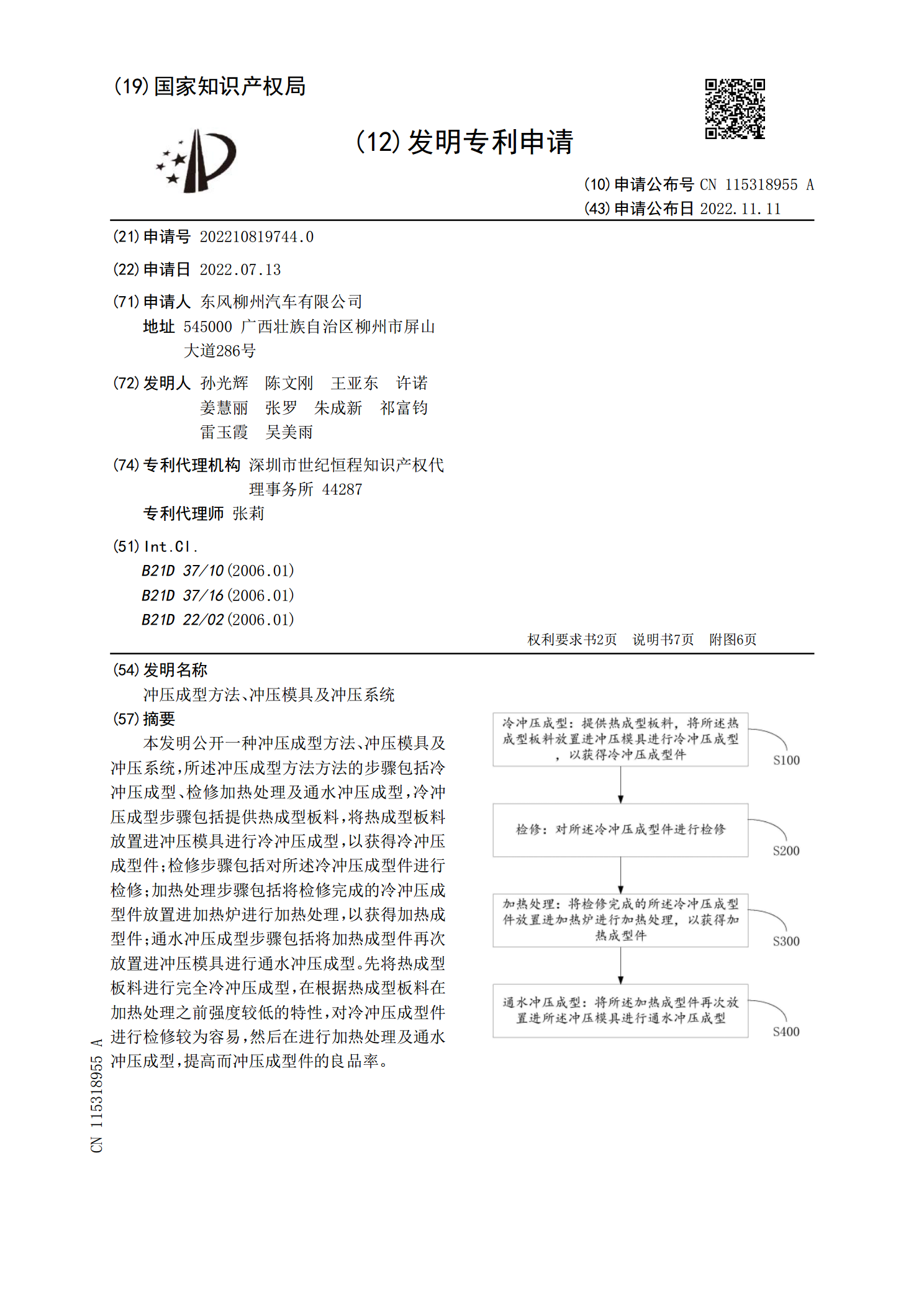
本发明公开一种冲压成型方法、冲压模具及冲压系统,所述冲压成型方法方法的步骤包括冷冲压成型、检修加热处理及通水冲压成型,冷冲压成型步骤包括提供热成型板料,将热成型板料放置进冲压模具进行冷冲压成型,以获得冷冲压成型件;检修步骤包括对所述冷冲压成型件进行检修;加热处理步骤包括将检修完成的冷冲压成型件放置进加热炉进行加热处理,以获得加热成型件;通水冲压成型步骤包括将加热成型件再次放置进冲压模具进行通水冲压成型。先将热成型板料进行完全冷冲压成型,在根据热成型板料在加热处理之前强度较低的特性,对冷冲压成型件进行检修较
重叠热冲压成型体的制造方法和重叠热冲压成型体.pdf
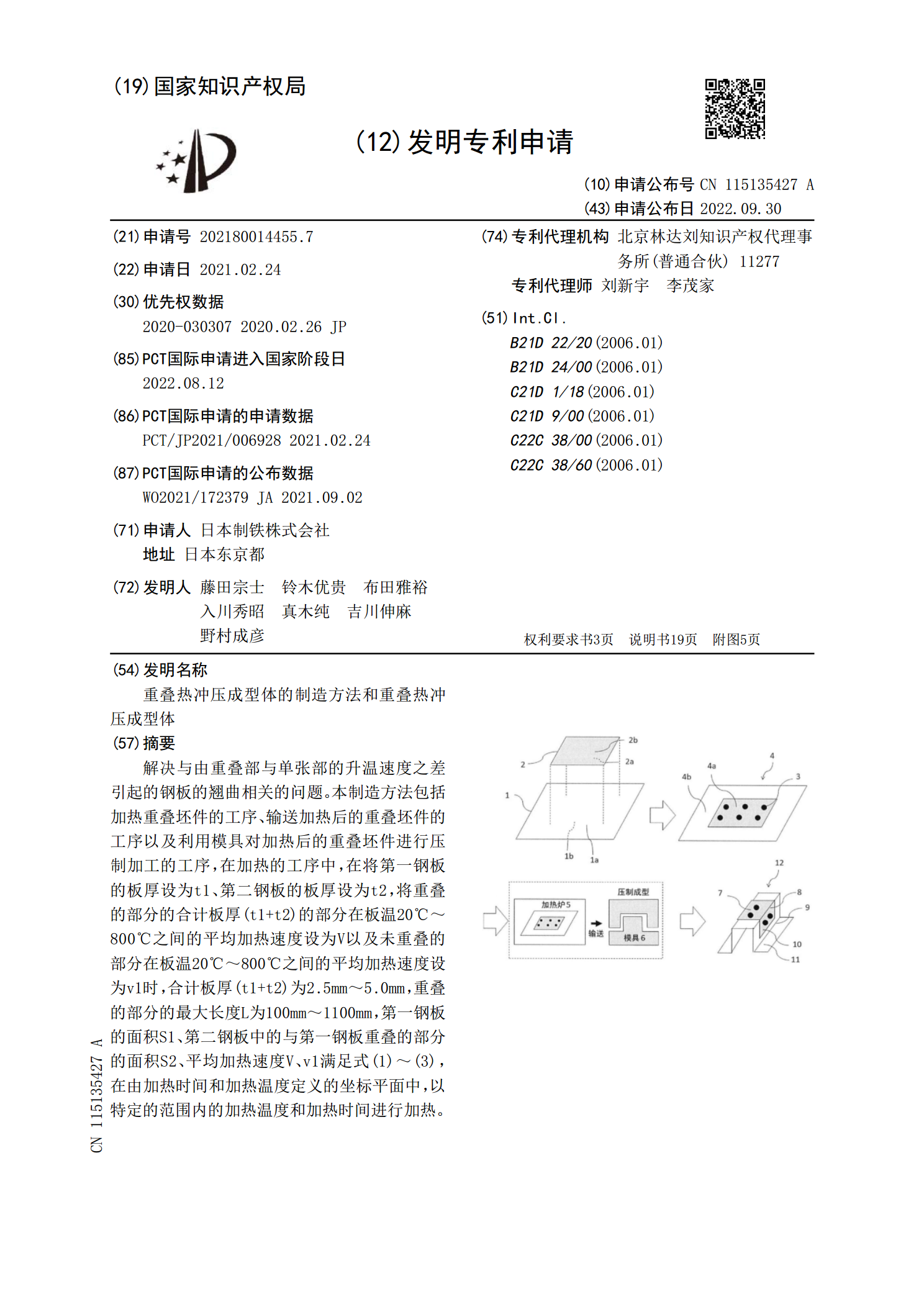
解决与由重叠部与单张部的升温速度之差引起的钢板的翘曲相关的问题。本制造方法包括加热重叠坯件的工序、输送加热后的重叠坯件的工序以及利用模具对加热后的重叠坯件进行压制加工的工序,在加热的工序中,在将第一钢板的板厚设为t1、第二钢板的板厚设为t2,将重叠的部分的合计板厚(t1+t2)的部分在板温20℃~800℃之间的平均加热速度设为V以及未重叠的部分在板温20℃~800℃之间的平均加热速度设为v1时,合计板厚(t1+t2)为2.5mm~5.0mm,重叠的部分的最大长度L为100mm~1100mm,第一钢板的面积
冲压成型方法.pdf
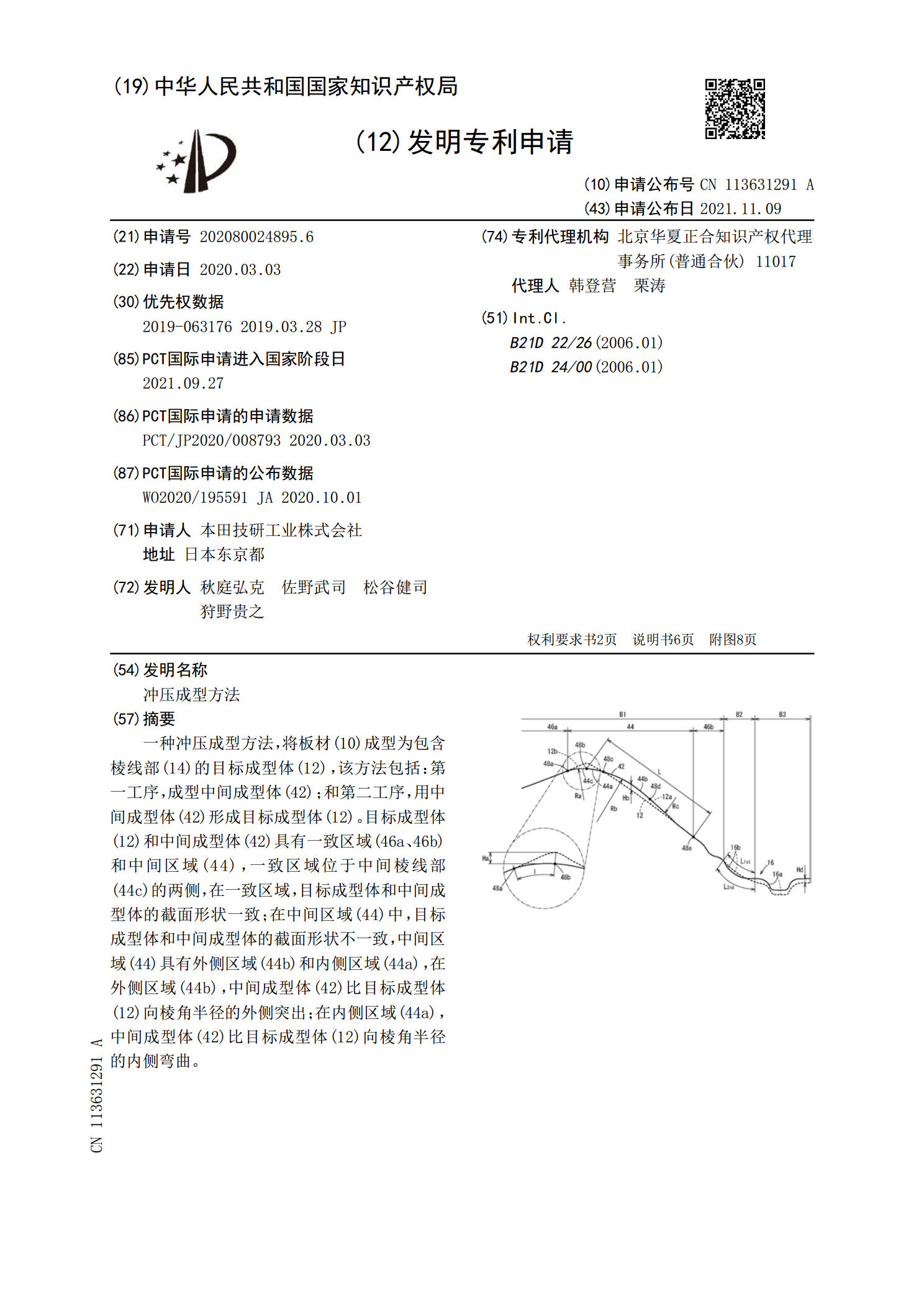
一种冲压成型方法,将板材(10)成型为包含棱线部(14)的目标成型体(12),该方法包括:第一工序,成型中间成型体(42);和第二工序,用中间成型体(42)形成目标成型体(12)。目标成型体(12)和中间成型体(42)具有一致区域(46a、46b)和中间区域(44),一致区域位于中间棱线部(44c)的两侧,在一致区域,目标成型体和中间成型体的截面形状一致;在中间区域(44)中,目标成型体和中间成型体的截面形状不一致,中间区域(44)具有外侧区域(44b)和内侧区域(44a),在外侧区域(44b),中间成型