
一种整体式铝合金车轮毂的生产工艺.pdf

一条****贺6


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种整体式铝合金车轮毂的生产工艺.pdf
本发明公开了一种整体式铝合金车轮毂的生产工艺,包括以下步骤:将铝合金熔料熔化成熔液并进行精炼除杂,在调质室内中进行复合变质及细化处理,并向调质室内吹入氮气进行二次除气,铝合金熔液进入使用室保温备用,在模具中浇铸,再进行固熔处理、淬火处理、时效处理、机械加工和钻孔攻丝等。本发明通过调整铝合金车轮毂生产工艺流程的温度和压力等参数,使得铸造出的轮辐和轮座成为一体,提高了车轮毂的整体结构强度,并简化了铝合金车轮毂的整体生产工艺流程,降低了生产成本。

一种铝合金轮毂生产工艺.pdf
本发明涉及一种铝合金轮毂生产工艺,包括如下步骤:选择材料,打磨,进料与切料,预热,锻压,成型,热处理,车床加工处理,打磨,钻孔,表面处理,本发明为轮毂生产制定了一条比较标准全面的工艺,而且工艺简单,避免了重复劳动,同时制造出的轮毂品质较高。
一种特殊的便于拆装的整体式铝合金轮毂.pdf
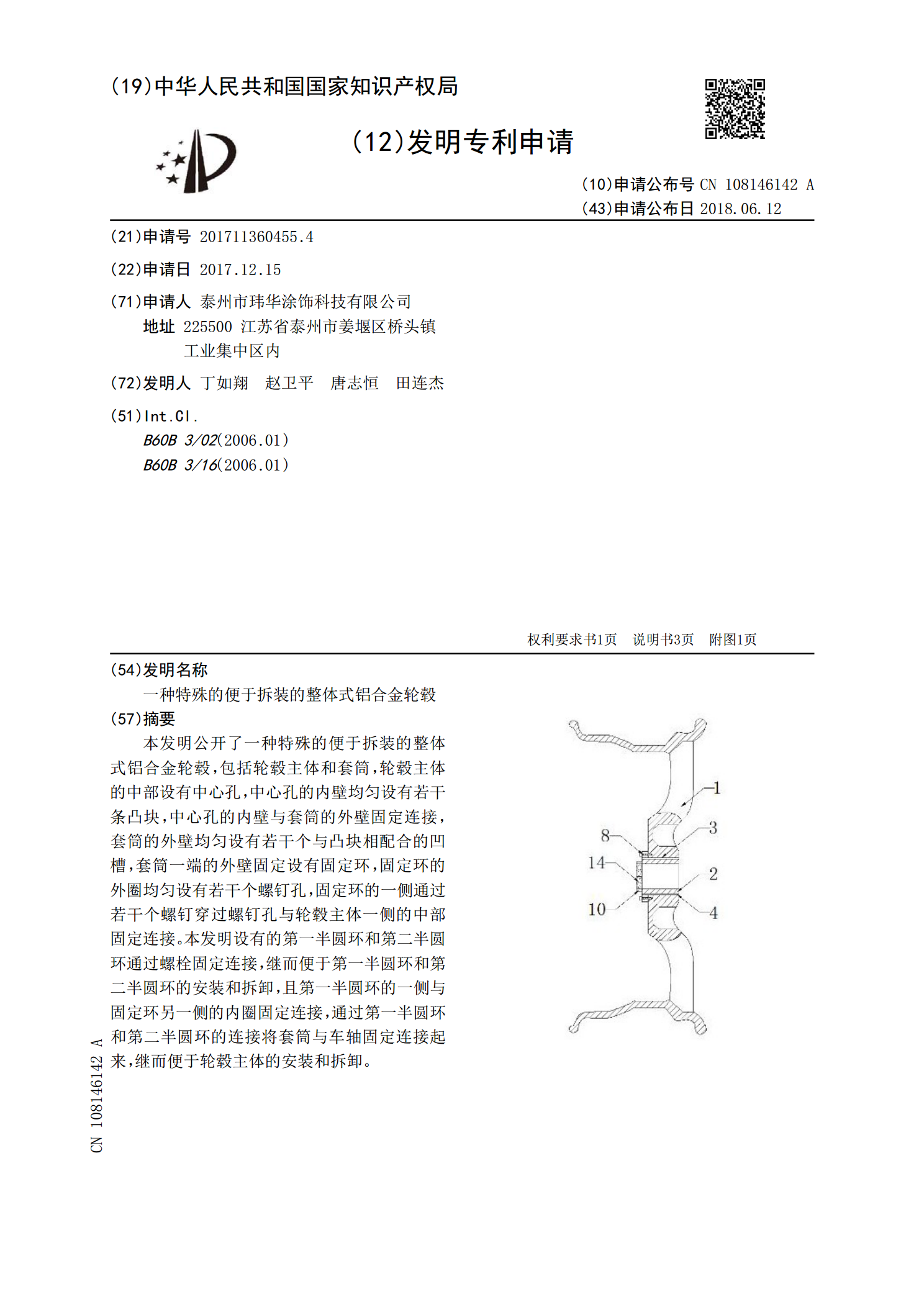
本发明公开了一种特殊的便于拆装的整体式铝合金轮毂,包括轮毂主体和套筒,轮毂主体的中部设有中心孔,中心孔的内壁均匀设有若干条凸块,中心孔的内壁与套筒的外壁固定连接,套筒的外壁均匀设有若干个与凸块相配合的凹槽,套筒一端的外壁固定设有固定环,固定环的外圈均匀设有若干个螺钉孔,固定环的一侧通过若干个螺钉穿过螺钉孔与轮毂主体一侧的中部固定连接。本发明设有的第一半圆环和第二半圆环通过螺栓固定连接,继而便于第一半圆环和第二半圆环的安装和拆卸,且第一半圆环的一侧与固定环另一侧的内圈固定连接,通过第一半圆环和第二半圆环的连

一种多彩铝合金轮毂的生产工艺.pdf
一种多彩铝合金轮毂的生产工艺,涉及铝合金汽车轮毂与铝合金摩托车轮毂生产工艺。对铝合金轮毂进行钝化处理,喷洒底粉涂料,高温使底粉涂料固化;然后喷涂底色漆,烘烤、使其完全固化;选取水转印膜、揭去底纸,置于浓度为5‑10%的乙二醇丁醚溶液中浸泡5‑15min;将水转印膜粘贴在铝合金轮毂表面,揭下保护膜;再经80~100℃烘烤15‑25min,将水转印膜上的颜色或图案初步固定在铝合金轮毂本体上;对轮毂表面喷涂透明漆,烘烤、使透明漆或透明粉与转印膜图案充分结合在一起。本发明的工艺组成合理,制备方法简单,性能可靠,加

一种铝合金轮毂浇注生产工艺.pdf
本发明涉及一种铝合金轮毂浇注生产工艺,包括以下步骤:按照轮毂的形状制作上型、下型和浇杯,并在上型预留浇口;在浇口与轮毂形状的模具上型之间设置过滤网;计算制造轮毂所需要的毛胚体积,根据此体积制作铝水浇包;将上型和下型合模,在其分型面使用防火泥条封堵;使用铝水浇包由浇杯处对模具进行浇注,浇注结束后,压紧密封浇口;清理模具周边铝液;冷凝结束后开模,取出轮毂;本发明采用一种全新的制造手段进行轮毂生产,也为轮毂生产的工艺流程提供了一种全新的标准。