
一种690MPa级热轧厚规格低屈强比汽车轮辐用钢及其制备方法.pdf

a是****澜吖


1/10
2/10
3/10

4/10
5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种690MPa级热轧厚规格低屈强比汽车轮辐用钢及其制备方法.pdf
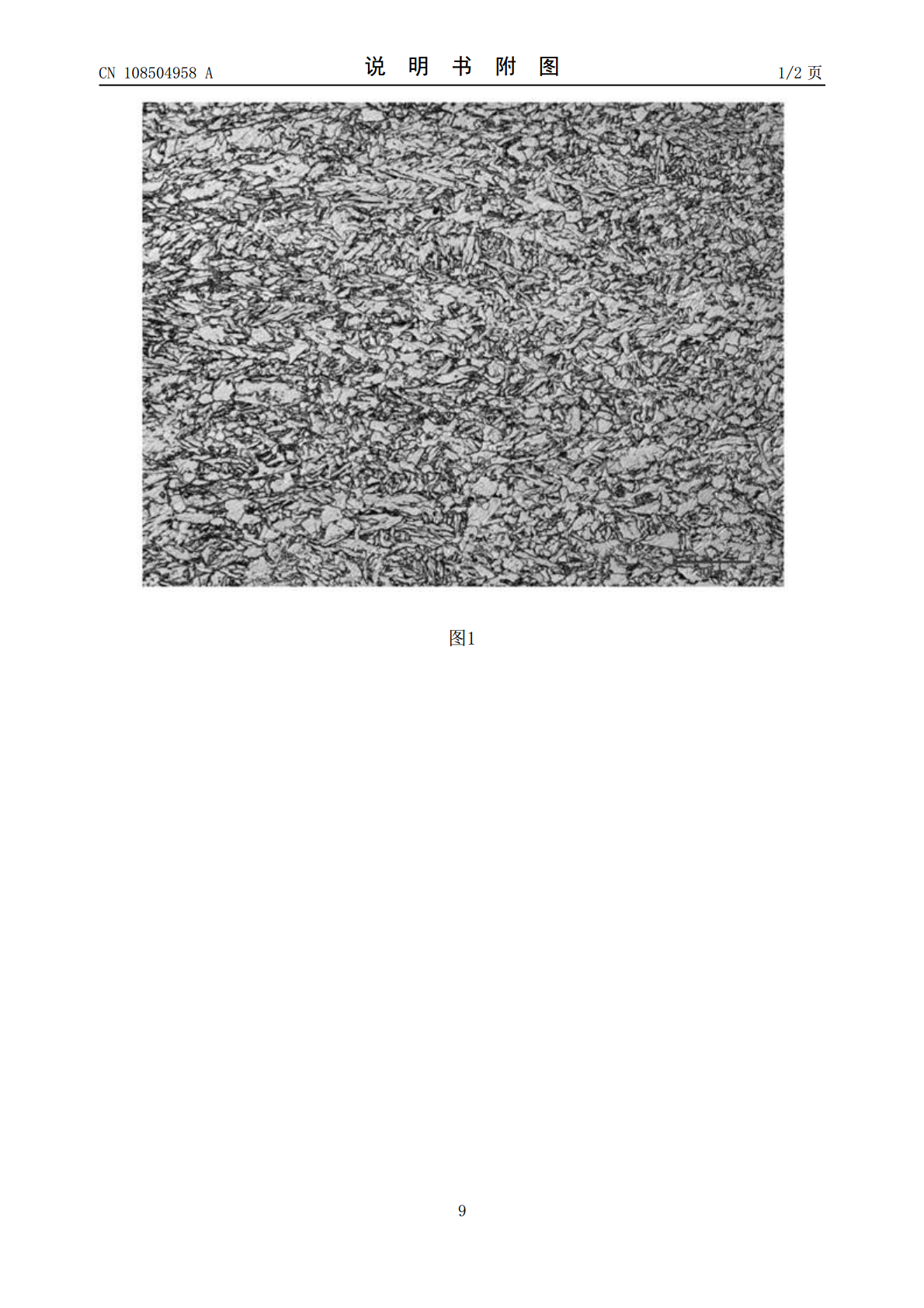
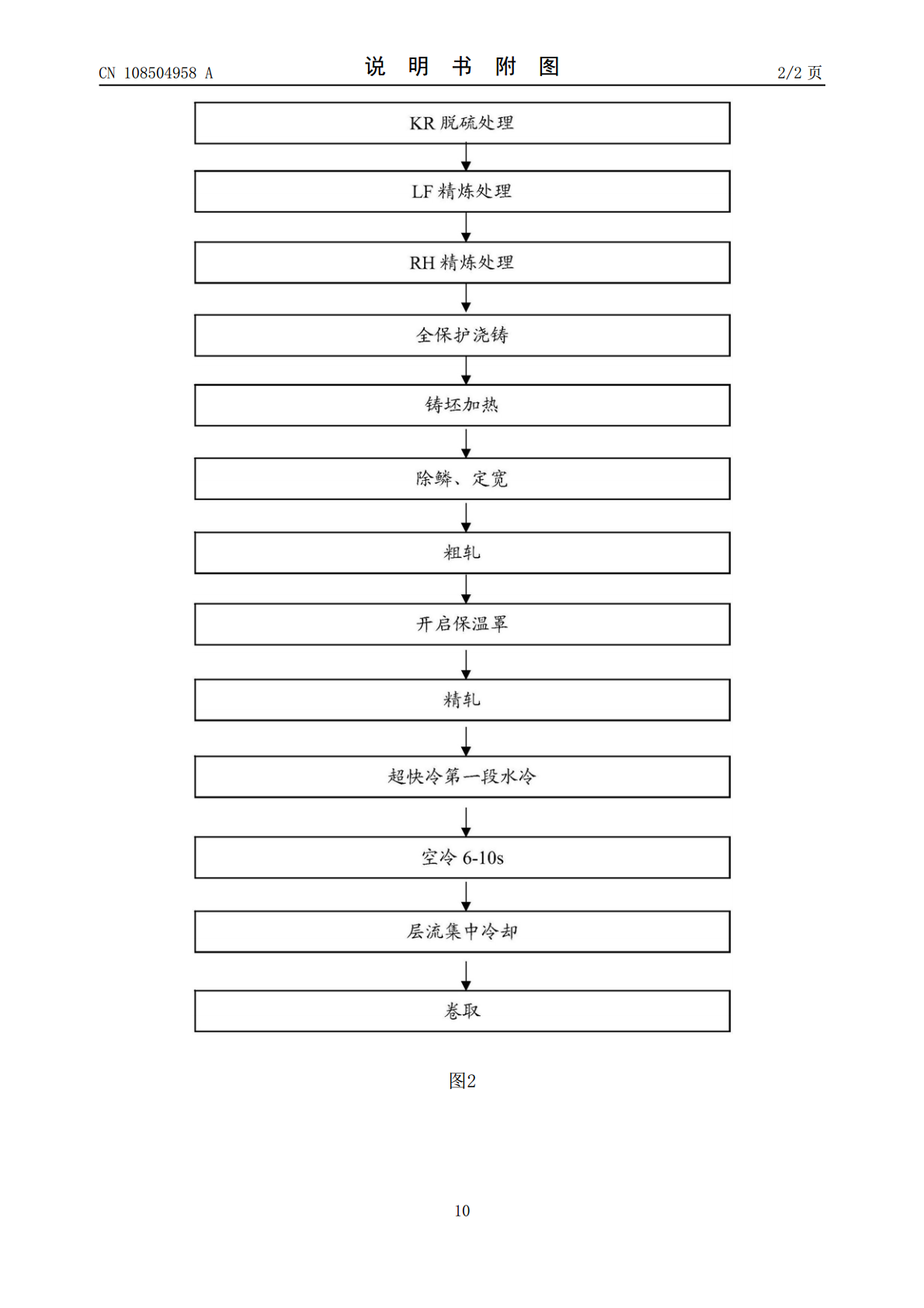
本发明涉及一种690MPa级热轧厚规格低屈强比汽车轮辐用钢,其化学成分重量百分比分别为:C0.06~0.10%,Si≤0.20%,Mn1.50~1.70%,P≤0.015%,S≤0.005%,Al0.02~0.05%,Cr0.15~0.25%,Nb0.02~0.04%,Ti0.01~0.03%,余量为Fe和不可避免杂质。本发明还涉及一种690MPa级热轧厚规格低屈强比汽车轮辐用钢的制备方法,包括铁水KR脱硫—LF精炼—RH精炼—Ca处理—连铸—热轧工艺。本发明通过合理的性能、规格、成分及热轧工
一种厚规格载重汽车轮辐用钢及其制备方法.pdf
本发明属于汽车用钢领域,具体涉及一种厚规格载重汽车轮辐用钢及其制备方法及其制备方法。本发明轮辐用钢,由以下重量百分比成分组成:C:0.07~0.10%,Si:0.01~0.20%,Mn:0.85~1.00%,P:0.01%~0.025%,S:0.01%~0.015%,Als:0.010~0.050%,其余为Fe和不可避免的杂质;其制备方法包括:板坯加热温度为1200~1240℃;粗轧采用5道次轧制,每道次变形量≥20%;精轧入口温度985~1050℃,终轧温度为830~870℃;采用分段冷却方式,卷取温度
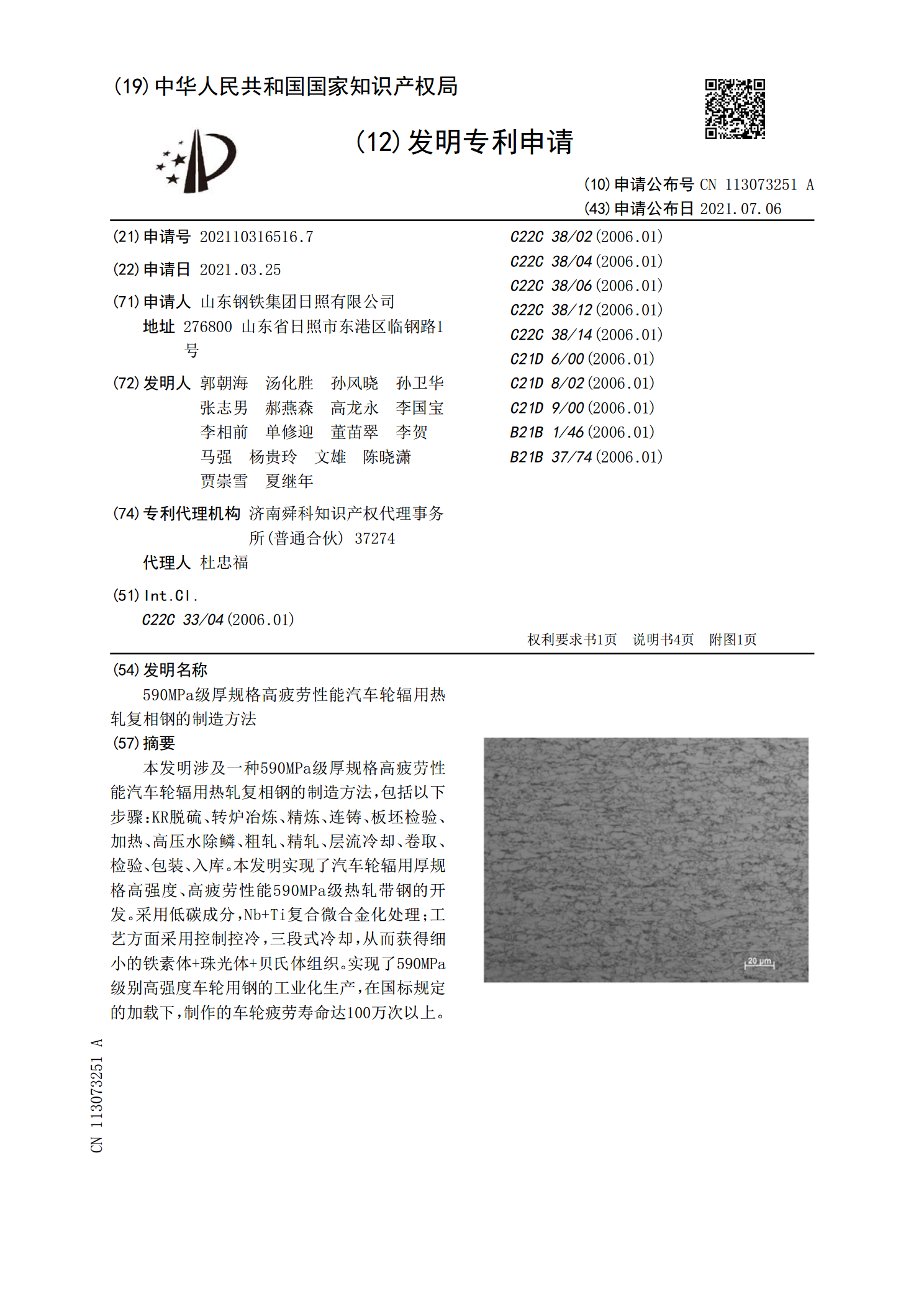
590MPa级厚规格高疲劳性能汽车轮辐用热轧复相钢的制造方法.pdf
本发明涉及一种590MPa级厚规格高疲劳性能汽车轮辐用热轧复相钢的制造方法,包括以下步骤:KR脱硫、转炉冶炼、精炼、连铸、板坯检验、加热、高压水除鳞、粗轧、精轧、层流冷却、卷取、检验、包装、入库。本发明实现了汽车轮辐用厚规格高强度、高疲劳性能590MPa级热轧带钢的开发。采用低碳成分,Nb+Ti复合微合金化处理;工艺方面采用控制控冷,三段式冷却,从而获得细小的铁素体+珠光体+贝氏体组织。实现了590MPa级别高强度车轮用钢的工业化生产,在国标规定的加载下,制作的车轮疲劳寿命达100万次以上。
轮辐用厚规格1300MPa级热成形钢及制备方法.pdf
本发明公开了一种轮辐用厚规格1300MPa级热成形钢,化学成分按重量百分比包括:0.20~0.24%的C、0.20~0.30%的Si、1.10~1.50%的Mn、P≤0.010%、S≤0.004%、0.020~0.040%的Ti、0.0030~0.0040%的B,余量为Fe及不可避免的杂质,且钢的厚度为3.0~10.0mm。本发明的化学成分以及热轧工艺,获得晶粒尺寸细小的铁素体+珠光体组织,综合力学性能良好的热成形钢板材,板材的抗拉强度≤650MPa、屈服强度≤540MPa、延伸率≥27%,热成形钢经过常
一种高强汽车轮辐用钢及其制备方法.pdf
本发明公开了一种高强汽车轮辐用钢,按重量百分比计包括以下成分:C0.06~0.09%、Si0.05~0.10%、Mn1.40~1.60%、P≤0.020%、S≤0.008%、Nb0.03~0.04%、Ti0.020~0.040%、Als0.015~0.050%,余量为Fe及不可避免的杂质,满足碳当量CEV≤0.36%,焊接裂纹敏感指数Pcm≤0.18%。本发明还涉及一种高强汽车轮辐用钢的制备方法,包括将强汽车轮辐用钢的成分冶炼成板坯,再将所述板坯依次进行加热、粗轧、精轧、层流冷却和卷取后,得到