
一种汽车散热器B型管的加工工艺.pdf

王秋****哥哥

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车散热器B型管的加工工艺.pdf
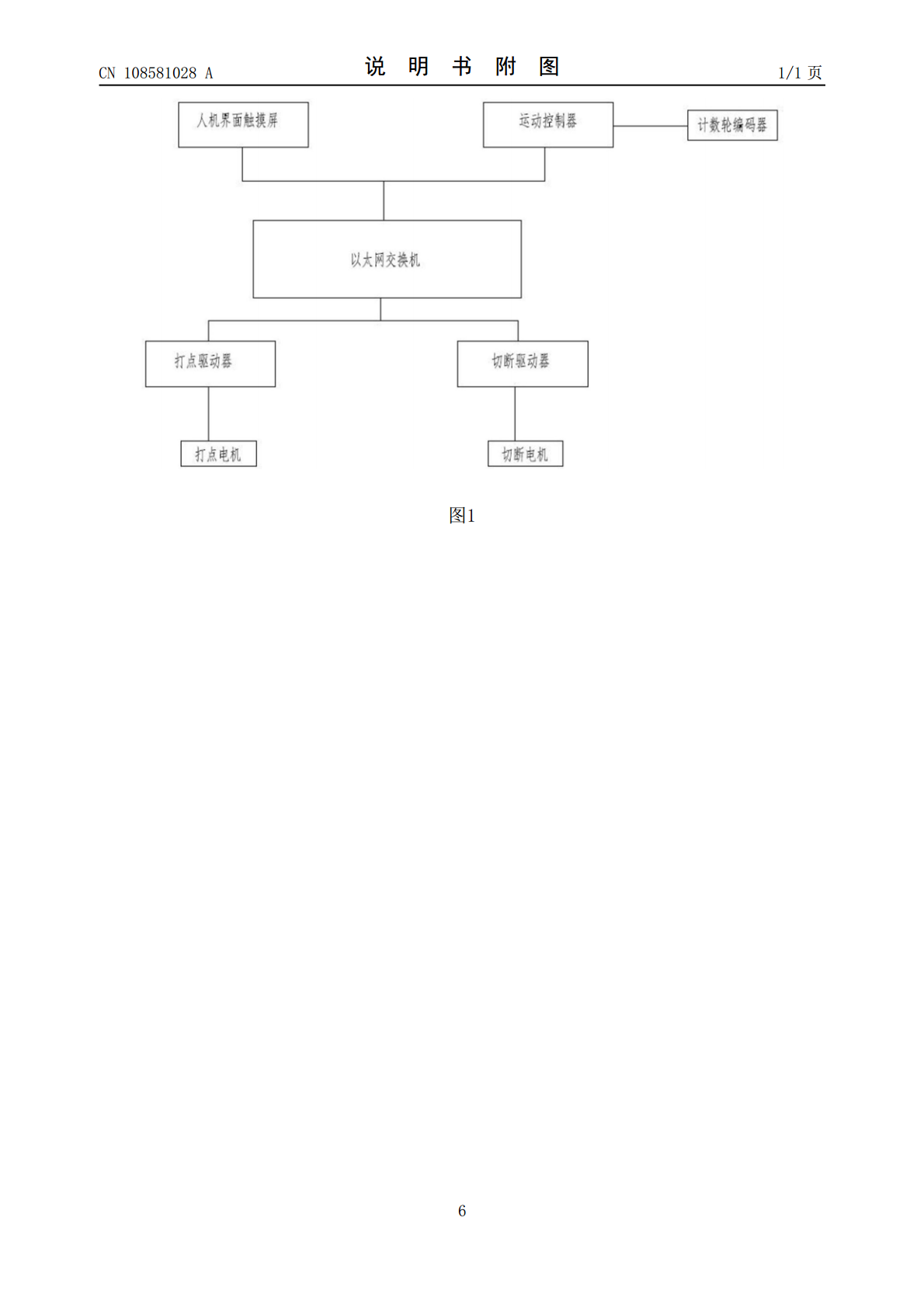
本发明提供了一种汽车散热器B型管的加工工艺,属于B型管的加工领域,包括人机界面触摸屏、运动控制器、计数轮编码器、计数轮、以太网交换机、打点驱动器、打点机、切断驱动器和切断机,所述人机界面触摸屏与运动控制器连接,所述运动控制器与以太网交换机连接,运动控制器控制端经计数轮编码器与计数轮连接,所述以太网交换机经打点驱动器与打点机,所述以太网交换机经切断驱动器与切断机连接。通过运动控制器进行控制打点机和切断机进行切割完成自动化切割问题。

一种用于生产汽车散热器B型管的产线及B型管生产方法.pdf
本发明涉及一种用于生产汽车散热器B型管的产线及B型管生产方法。该装置包括驱动机构以及与驱动机构传动连接的一对压轮机构,压轮机构包括沿铝板排出方向依次设置用于粗折折边的第一压轮组、用于将粗折折边碾压成折边的滚轮组、用于折弯小翻边的第二压轮组、用于折弯大翻边的第三压轮组以及用于加工折弯段的第四压轮组,第一压轮组为第一主压轮和第一副压轮,第二压轮组为第二主压轮和第二副压轮,第三压轮组为第三主压轮和第三副压轮,第四压轮组为第四主压轮和第四副压轮,第一副压轮、第二副压轮、第三副压轮以及第四副压轮均经保持架安装在铝板
一种散热器加工工艺.pdf
本发明公开了一种散热器加工工艺,属于散热器型材加工技术领域,其技术方案要点是包括如下步骤:(1)铝熔体熔炼;在温度为675‑725℃的条件下,向熔化的铝熔体中加入铝熔体重量3‑7%的清渣剂,搅拌均匀,处理10‑15min后,扒渣,直至无浮渣后加入1.1‑1.5%的覆盖剂;(2)保温净化处理;将步骤(1)得到的铝熔体进行倒炉保温,在温度为655‑685℃的条件下向铝熔体中加入除渣剂2‑5‰,搅拌均匀,处理10‑20min后扒渣;(3)浇注;在温度为655‑685℃的条件下浇注;(4)型材表面处理。达到降低铝

一种散热器及其加工工艺.pdf
本发明公开了一种散热器,包括散热器底座和散热翅片,所述散热器底座与所述散热翅片一体成型,所述散热翅片设置于所述散热器底座上;所述散热器底座内设置有石墨,在所述石墨外设置有防护层和导热层,所述防护层设置于所述导热层外侧;采用本发明提供的散热器及其加工工艺,所述散热翅片和所述散热器底座一体成型,不需要进行焊接再加工,减少了加工时间,降低了加工成本,提高了生产效率,同时由于一体成型,还不会因为留下焊缝而影响散热器的美观。
一种阻燃型汽车仪表台的加工工艺.pdf
本发明公开了一种阻燃型汽车仪表台的加工工艺,该阻燃型汽车仪表台主要由以下组分组成:聚酯135‑150份,硅油20‑28份,阻燃材料15‑32份,改性剂3‑10份,稳定剂3‑8份,水2‑7份;本发明一种阻燃型汽车仪表台的加工工艺,通过在原材料制备过程中添加了阻燃材料,使得制备后的阻燃型仪表台相比传统制备工艺下的仪表台阻燃效果更好,稳定性强,同时在制备过程中添加了无尘处理,使得制备的仪表台表面灰尘少,便于清扫,该制备工艺制备的阻燃型汽车仪表台硬挺度好,而且还具有耐热保温的特点,具有广阔的应用前景。