
用于加工锥齿轮工件的齿面的方法.pdf

是你****盟主

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于加工锥齿轮工件的齿面的方法.pdf
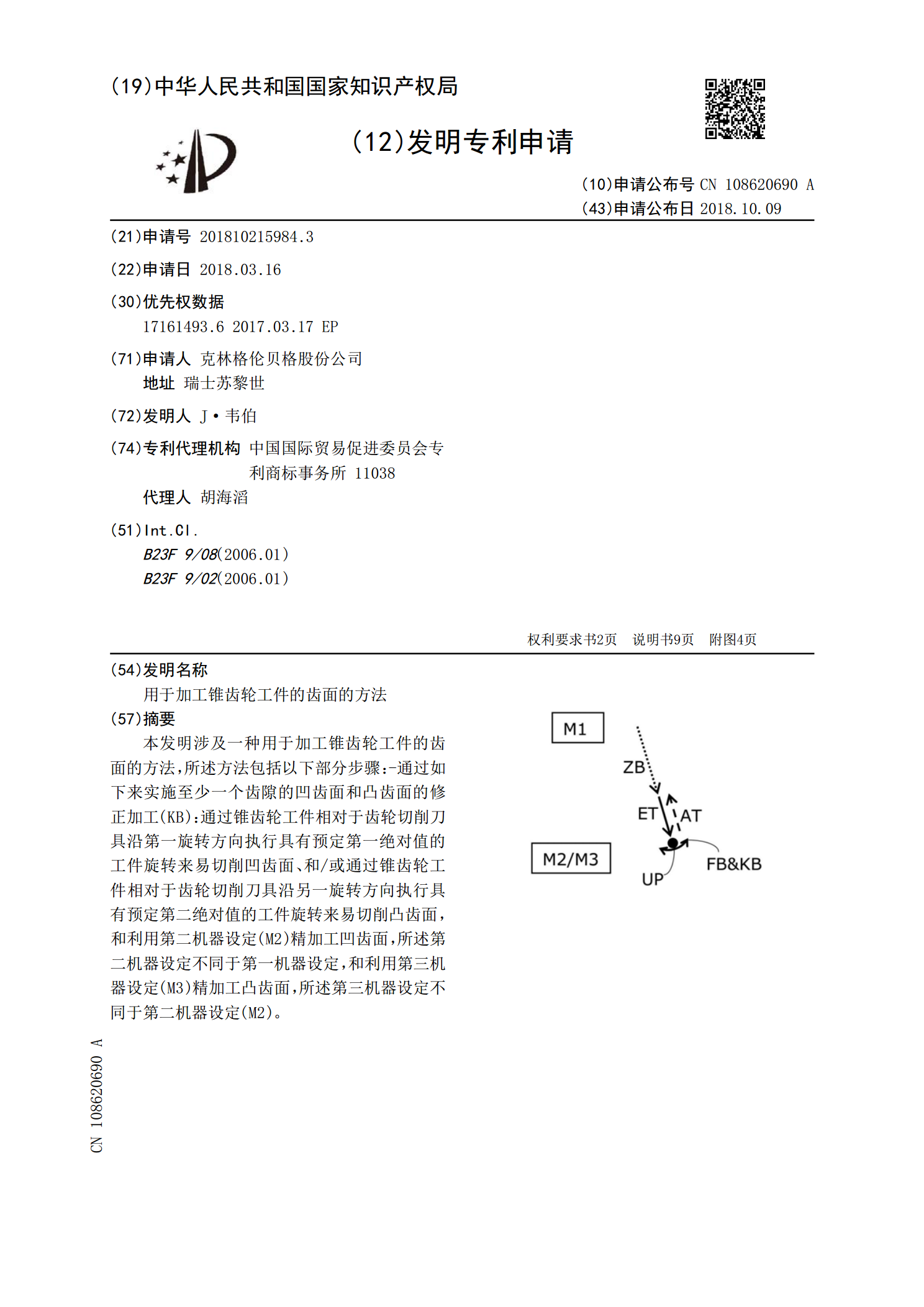
本发明涉及一种用于加工锥齿轮工件的齿面的方法,所述方法包括以下部分步骤:‑通过如下来实施至少一个齿隙的凹齿面和凸齿面的修正加工(KB):通过锥齿轮工件相对于齿轮切削刀具沿第一旋转方向执行具有预定第一绝对值的工件旋转来易切削凹齿面、和/或通过锥齿轮工件相对于齿轮切削刀具沿另一旋转方向执行具有预定第二绝对值的工件旋转来易切削凸齿面,和利用第二机器设定(M2)精加工凹齿面,所述第二机器设定不同于第一机器设定,和利用第三机器设定(M3)精加工凸齿面,所述第三机器设定不同于第二机器设定(M2)。
用于加工锥齿轮工件的齿侧面的方法.pdf
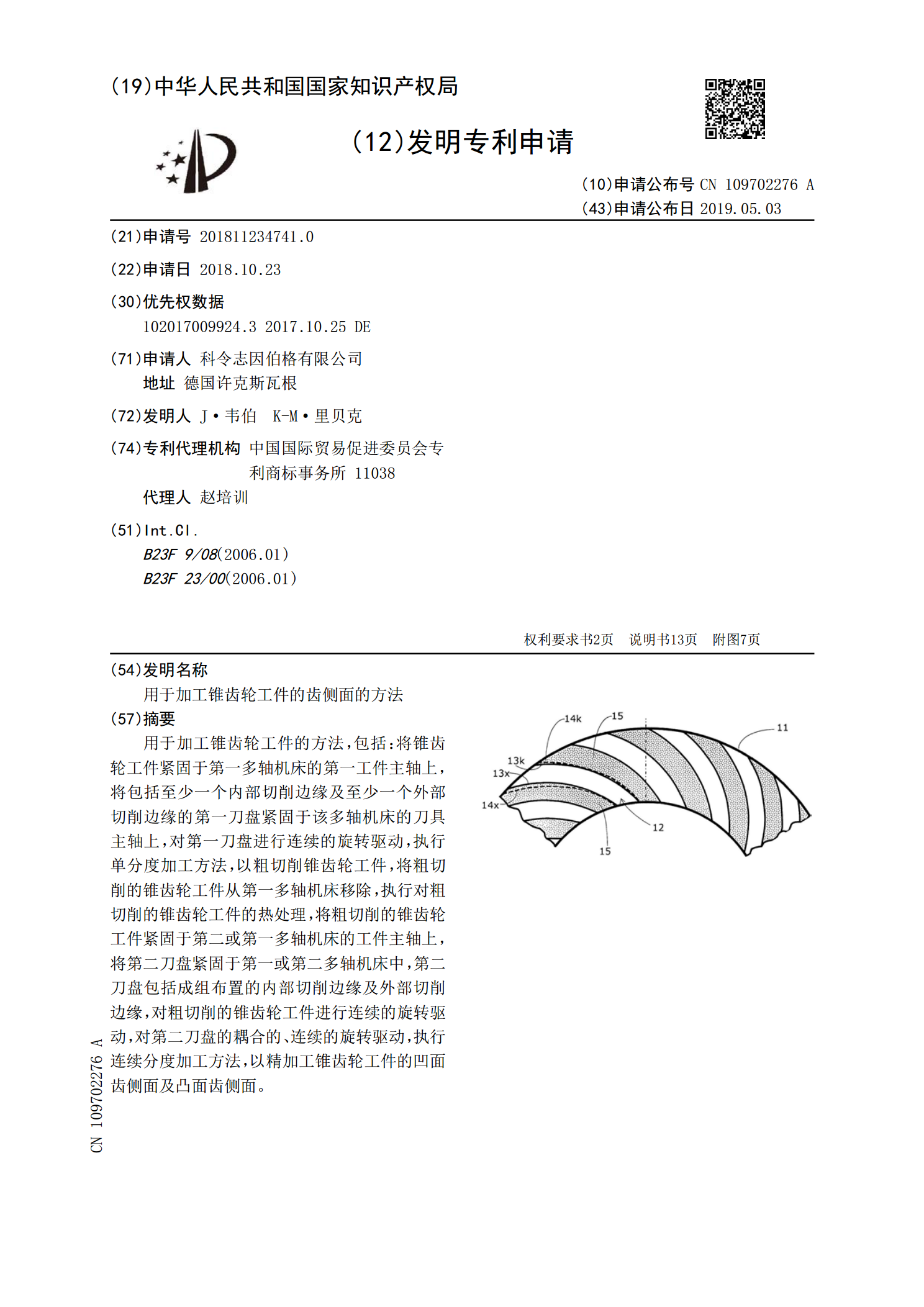
用于加工锥齿轮工件的方法,包括:将锥齿轮工件紧固于第一多轴机床的第一工件主轴上,将包括至少一个内部切削边缘及至少一个外部切削边缘的第一刀盘紧固于该多轴机床的刀具主轴上,对第一刀盘进行连续的旋转驱动,执行单分度加工方法,以粗切削锥齿轮工件,将粗切削的锥齿轮工件从第一多轴机床移除,执行对粗切削的锥齿轮工件的热处理,将粗切削的锥齿轮工件紧固于第二或第一多轴机床的工件主轴上,将第二刀盘紧固于第一或第二多轴机床中,第二刀盘包括成组布置的内部切削边缘及外部切削边缘,对粗切削的锥齿轮工件进行连续的旋转驱动,对第二刀盘的
用于对锥齿轮工件进行齿轮切削的方法.pdf
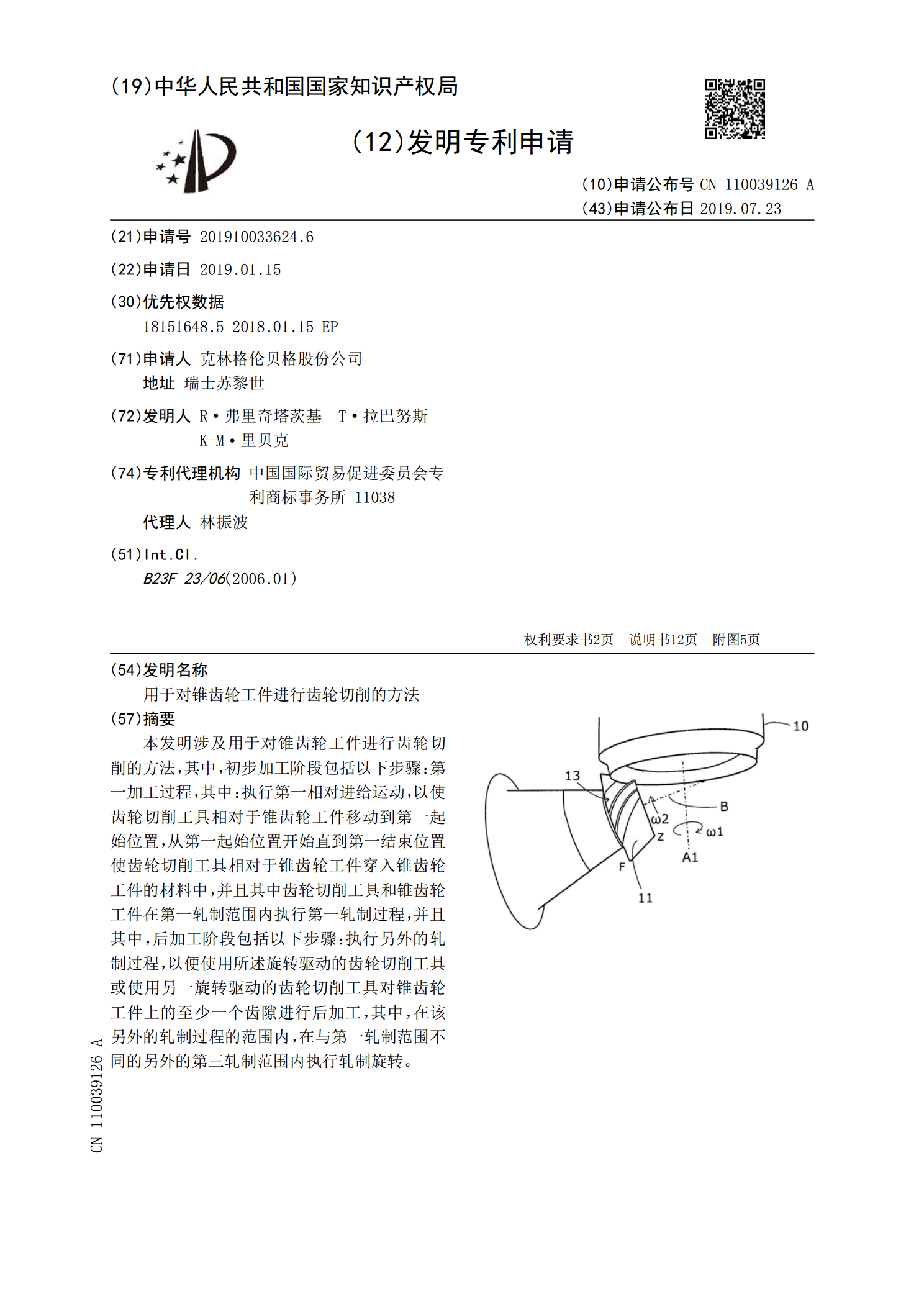
本发明涉及用于对锥齿轮工件进行齿轮切削的方法,其中,初步加工阶段包括以下步骤:第一加工过程,其中:执行第一相对进给运动,以使齿轮切削工具相对于锥齿轮工件移动到第一起始位置,从第一起始位置开始直到第一结束位置使齿轮切削工具相对于锥齿轮工件穿入锥齿轮工件的材料中,并且其中齿轮切削工具和锥齿轮工件在第一轧制范围内执行第一轧制过程,并且其中,后加工阶段包括以下步骤:执行另外的轧制过程,以便使用所述旋转驱动的齿轮切削工具或使用另一旋转驱动的齿轮切削工具对锥齿轮工件上的至少一个齿隙进行后加工,其中,在该另外的轧制过程
弧齿锥齿轮的加工方法.pdf
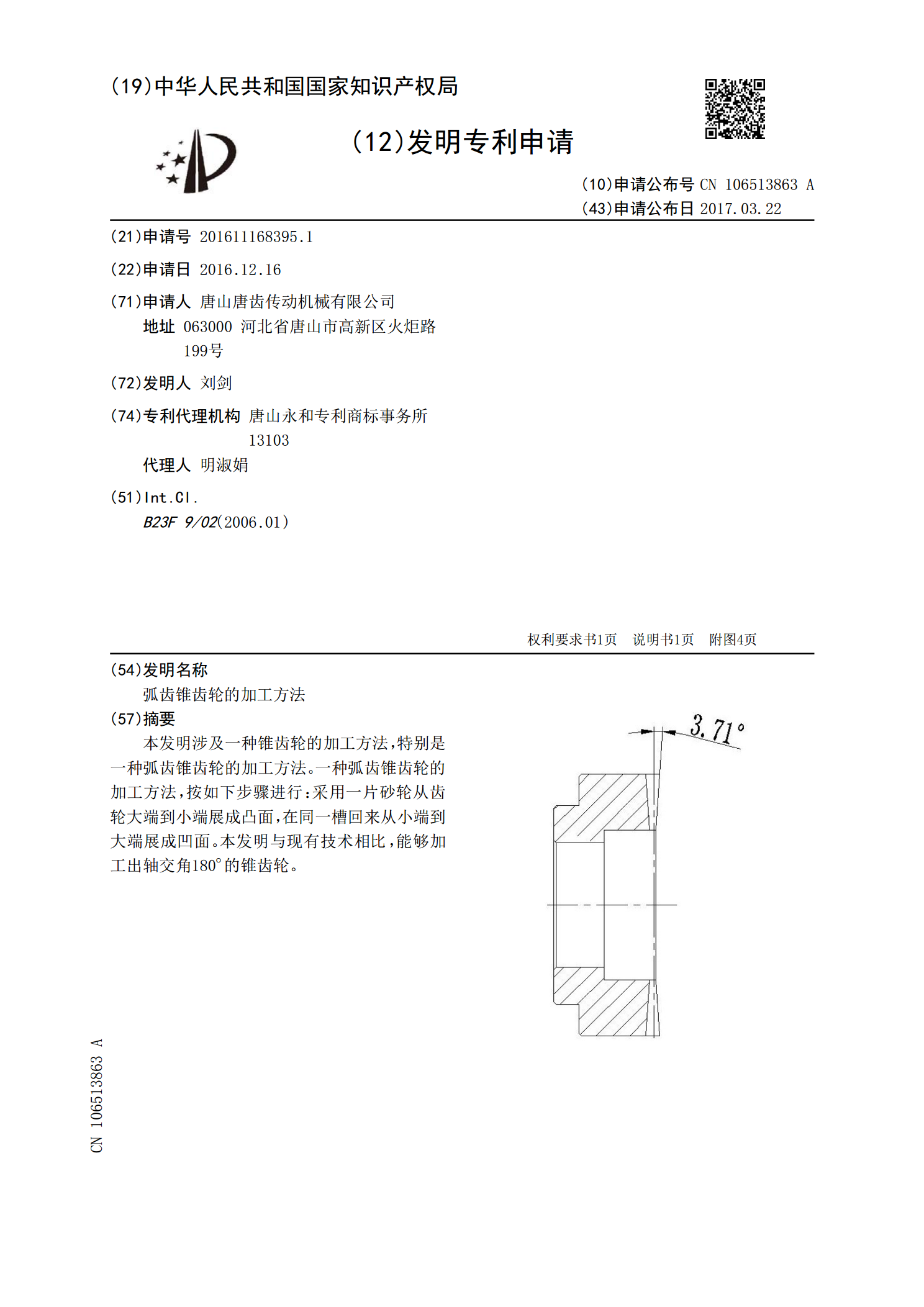
本发明涉及一种锥齿轮的加工方法,特别是一种弧齿锥齿轮的加工方法。一种弧齿锥齿轮的加工方法,按如下步骤进行:采用一片砂轮从齿轮大端到小端展成凸面,在同一槽回来从小端到大端展成凹面。本发明与现有技术相比,能够加工出轴交角180°的锥齿轮。
一种用于加工直齿锥齿轮的滚齿刀及制作方法.pdf
本发明公开了一种用于加工直齿锥齿轮的滚齿刀及制作方法,滚齿刀包括刀体(5);刀体设有安装中孔(6),刀体两端设有刀台(7);刀体上设有位于刀体外圆同一螺旋线上并相互平行的刀齿组;刀齿组与刀齿组之间的轴向间隔距离S=nP