
一种用于加工直齿锥齿轮的滚齿刀及制作方法.pdf

骊英****bb

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
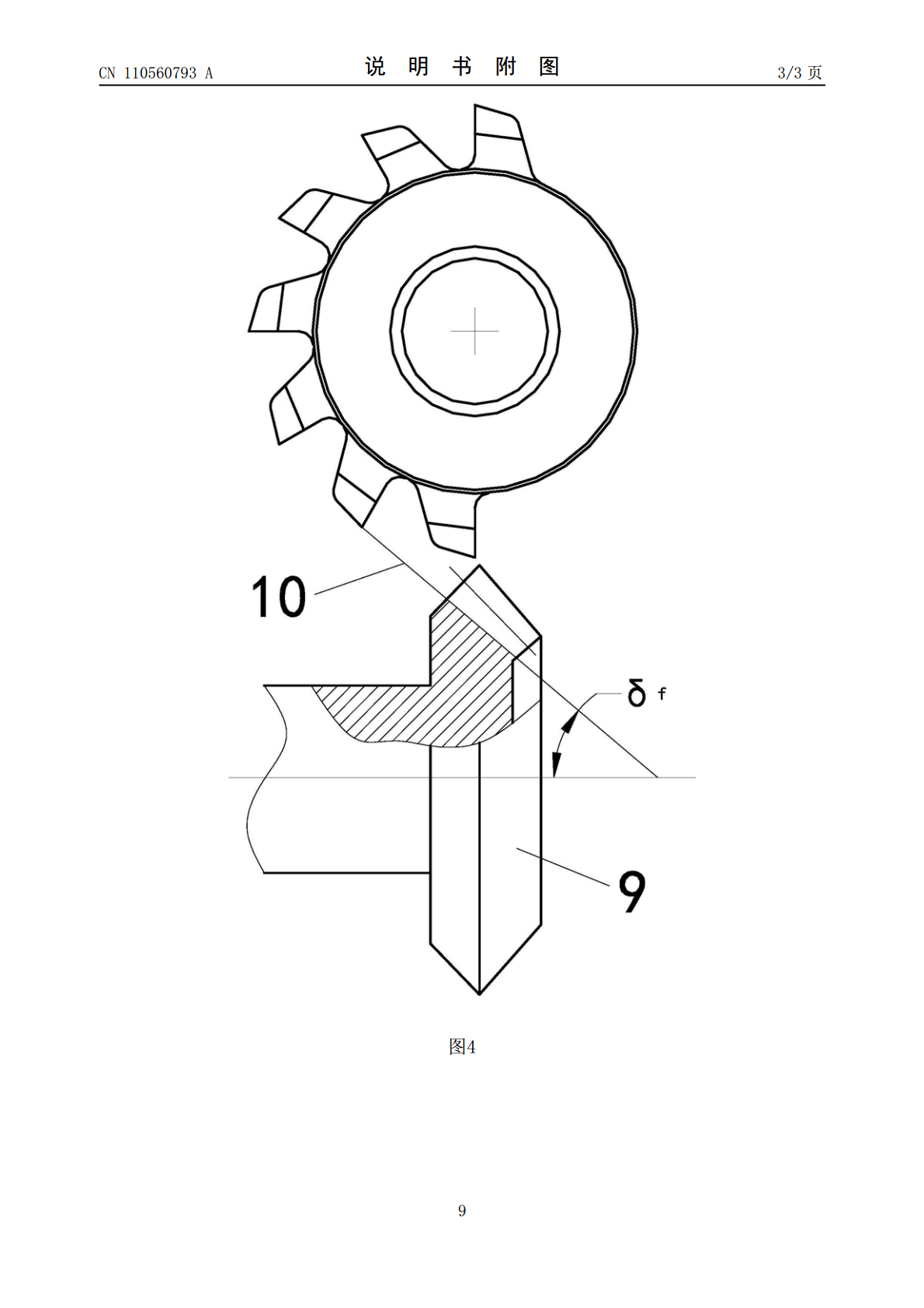
一种用于加工直齿锥齿轮的滚齿刀及制作方法.pdf
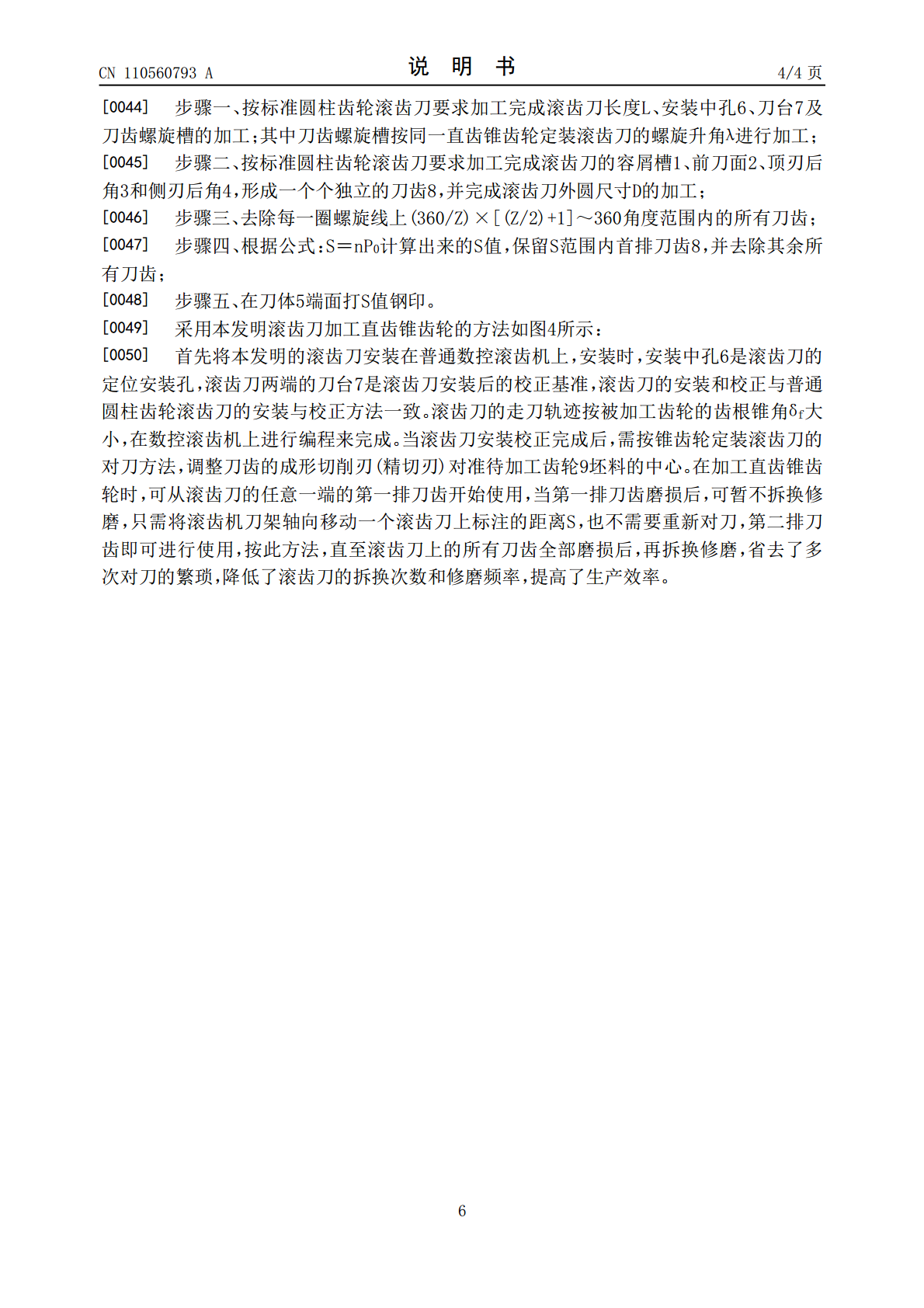
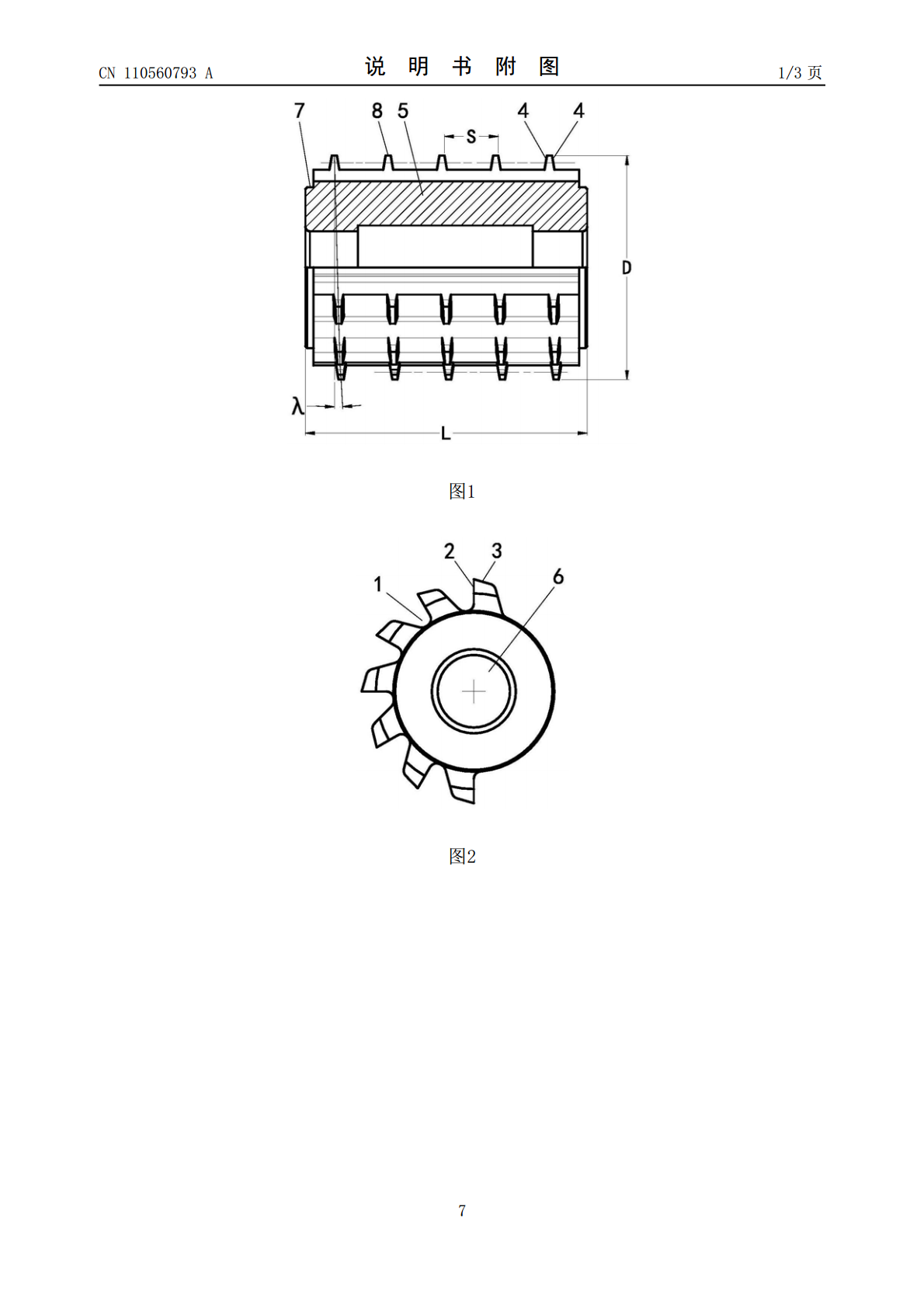
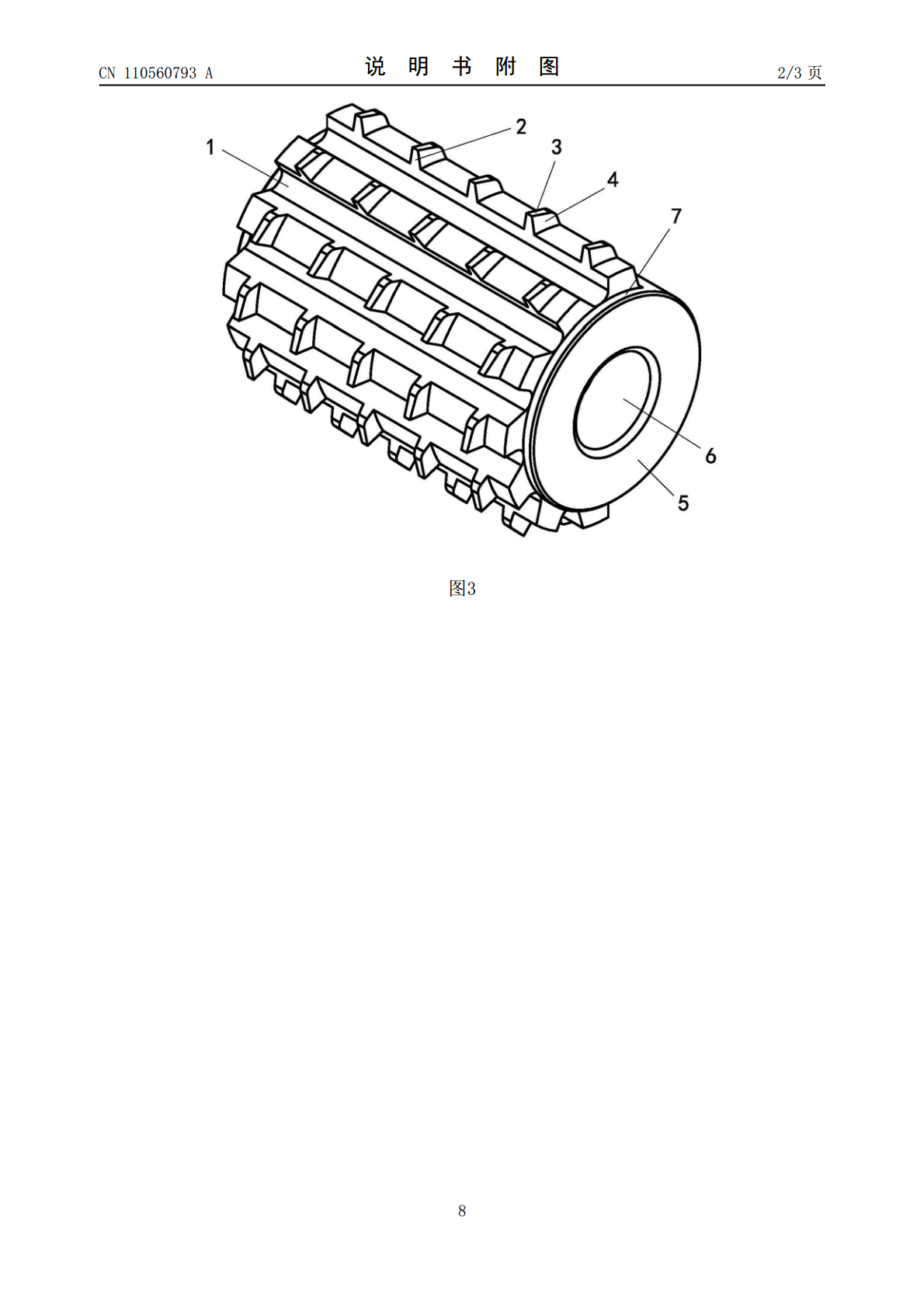
本发明公开了一种用于加工直齿锥齿轮的滚齿刀及制作方法,滚齿刀包括刀体(5);刀体设有安装中孔(6),刀体两端设有刀台(7);刀体上设有位于刀体外圆同一螺旋线上并相互平行的刀齿组;刀齿组与刀齿组之间的轴向间隔距离S=nP

直齿锥齿轮的连续滚切加工方法.pdf
一种直齿锥齿轮的连续滚切加工方法,是基于一种特殊的近似直线的内摆线,刀盘以ω
一种滚齿加工锥齿轮的方法.pdf
本发明公开了一种滚齿加工锥齿轮的方法,该方法首先根据齿轮参数和公式,算出理论的对刀点、Z坐标值和X坐标值,将对刀点视为坐标原点,并根据Z坐标值和X坐标值建立定装滚刀走的X?Z斜线,然后使定装滚刀的刀尖和机床中心对齐,确定好定装滚刀的Y坐标值,并使机床刀架沿Y轴走到该坐标值;装夹好工件,进行对刀;启动滚齿机,使机床刀架的Y坐标值不变,使定装滚刀从对刀点A沿着X?Z斜线进行滚齿加工,直至完成锥齿轮加工。本发明操作方便、通用性强、加工的产品精度高,齿形齿向精度能达到0.01以内,而且本发明在一次性完成零件的齿面
一种用于加工直锥齿轮的铣齿机.pdf
本发明公开了一种用于加工直锥齿轮的铣齿机,包括安装底座,安装底座的上方滑动安装有安装板,安装板的一侧安装有与安装底座固定连接的气缸,安装板靠近气缸的一端上方垂直焊接有L型连接板,L型连接板远离气缸的一侧垂直滑动安装有活动板,活动板上垂直套接有转轴,转轴靠近安装板的一端固定套接有圆台型转盘,转盘的外圈沿其轴线方向等距焊接有拨杆,安装板的上方焊接有定位柱,安装板远离气缸的一端垂直焊接有支撑柱,支撑柱靠近安装板的一侧焊接有倾斜设置的导向板。本发明自动的快速的对初步加工后的齿轮进行倒角和修缘操作,提高齿轮加工效率
一种直齿锥齿轮加工工艺.pdf
本发明公开了一种直齿锥齿轮加工工艺,包括步骤:1)根据直齿锥齿轮的结构,对坯料进行整体锻打;2)齿开槽,对锻件两侧分别进行齿开槽,齿面及齿根分别留有加工余量;3)滚齿、剃齿;4)齿轮淬火;5)热处理;6)精磨齿轮;7)对直齿锥齿轮工件表面进行硬化处理;用本工艺生产的直齿锥齿轮不易腐蚀,耐热性好,大大延长了使用寿命。