
超硬磨料砂轮挤磨削方法.pdf

是你****元呀


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超硬磨料砂轮挤磨削方法.pdf
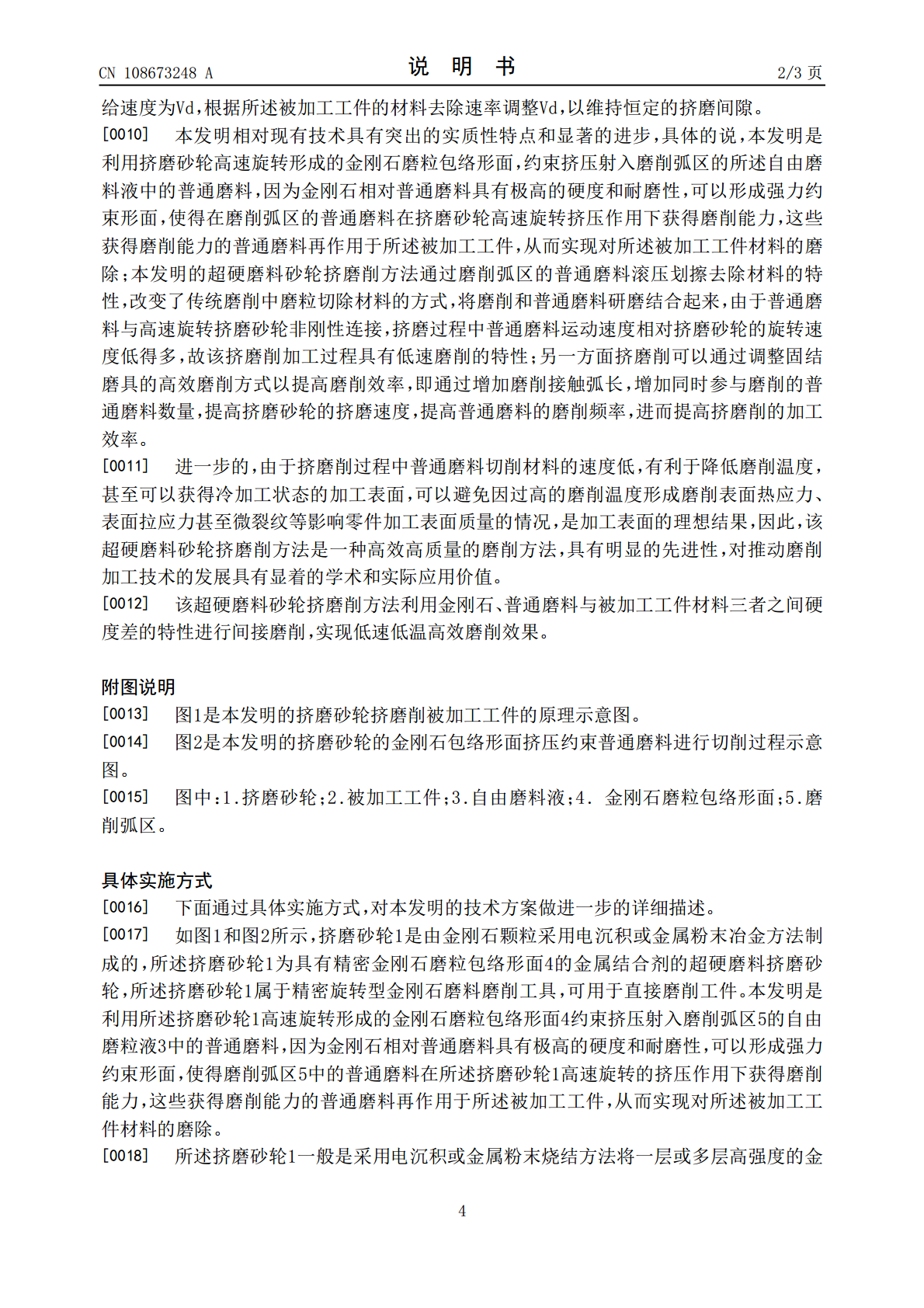
一种超硬磨料砂轮挤磨削方法,通过以下步骤进行磨削,阶段一:在磨床上装夹固定被加工工件,挤磨砂轮采用顺磨方式趋近所述被加工工件;阶段二:所述挤磨砂轮与所述被加工工件在磨削弧区间始终保持一定的挤磨间隙啮合,在所述挤磨砂轮和所述被加工工件的挤磨间隙中沿顺磨方向送入自由磨料液,在磨削弧区的自由磨料在挤磨砂轮高速旋转挤压作用下磨除所述被加工工件;阶段三:根据所述被加工工件的材料去除速率调整进给速度,维持所述挤磨间隙,连续磨除所述被加工工件的材料,直到所述被加工工件的加工余量加工完毕。该超硬磨料砂轮挤磨削方法利用金刚
超硬磨料砂轮.pdf
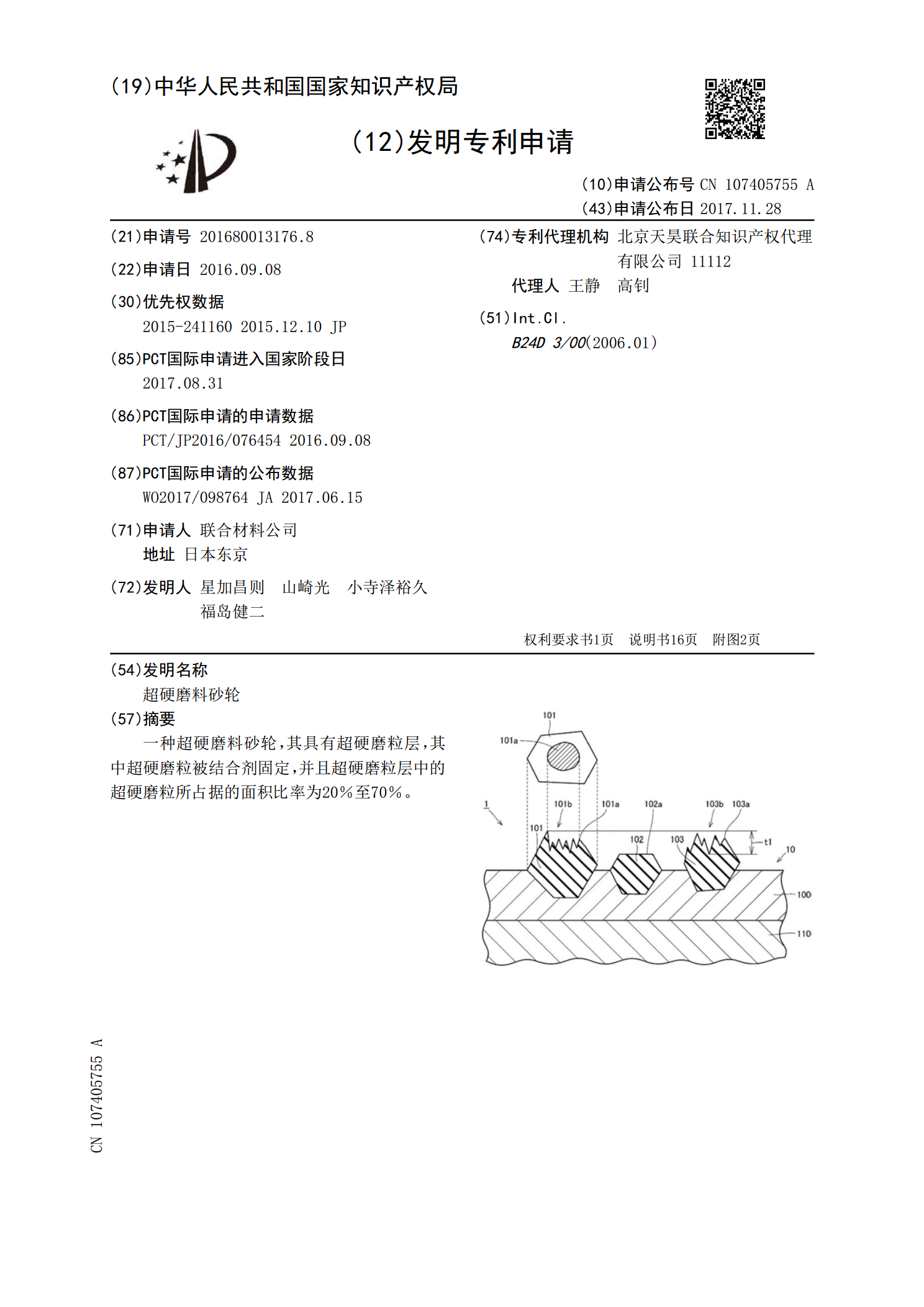
一种超硬磨料砂轮,其具有超硬磨粒层,其中超硬磨粒被结合剂固定,并且超硬磨粒层中的超硬磨粒所占据的面积比率为20%至70%。
超硬磨料砂轮.pdf
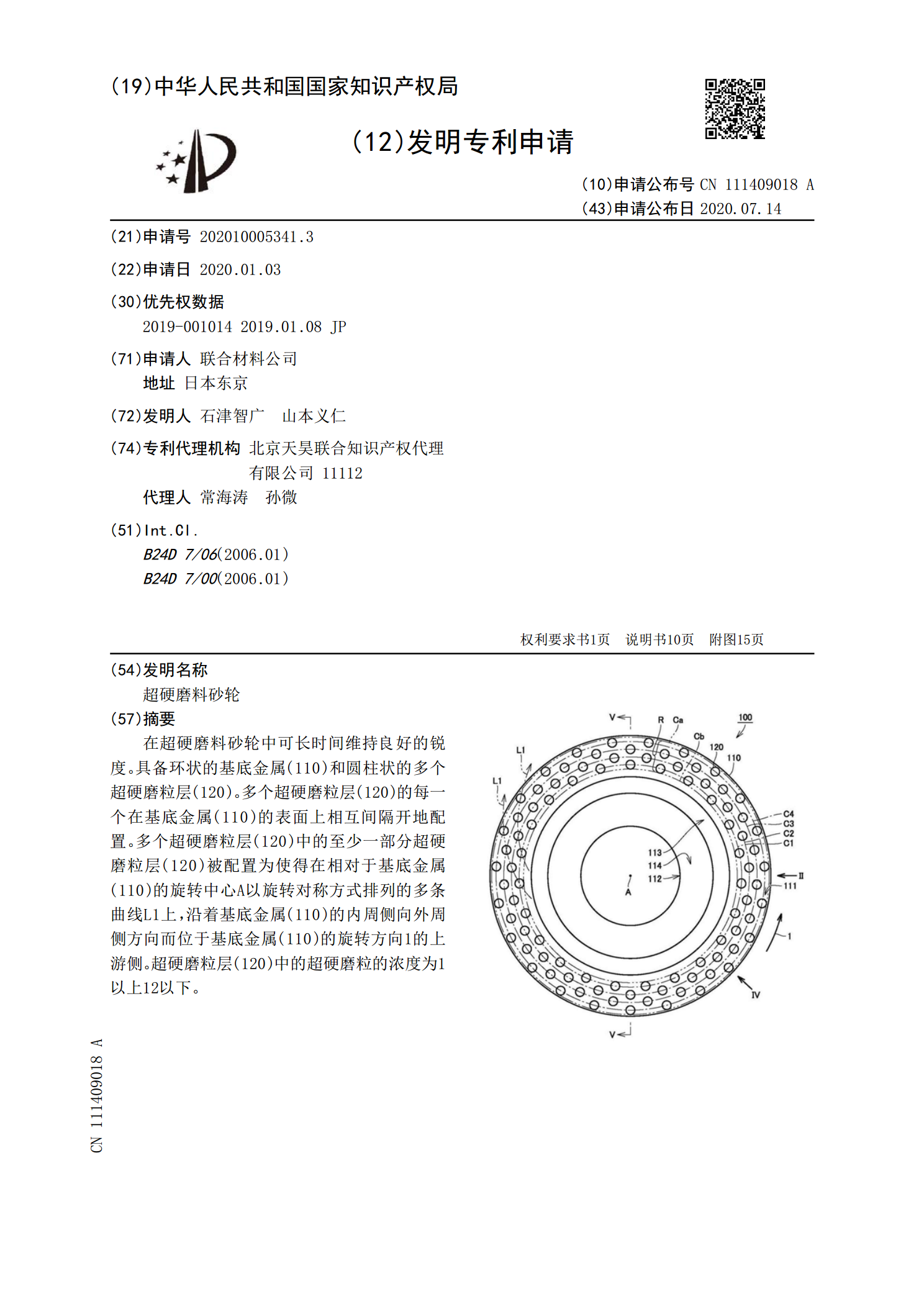
在超硬磨料砂轮中可长时间维持良好的锐度。具备环状的基底金属(110)和圆柱状的多个超硬磨粒层(120)。多个超硬磨粒层(120)的每一个在基底金属(110)的表面上相互间隔开地配置。多个超硬磨粒层(120)中的至少一部分超硬磨粒层(120)被配置为使得在相对于基底金属(110)的旋转中心A以旋转对称方式排列的多条曲线L1上,沿着基底金属(110)的内周侧向外周侧方向而位于基底金属(110)的旋转方向1的上游侧。超硬磨粒层(120)中的超硬磨粒的浓度为1以上12以下。
超硬磨料砂轮.pdf
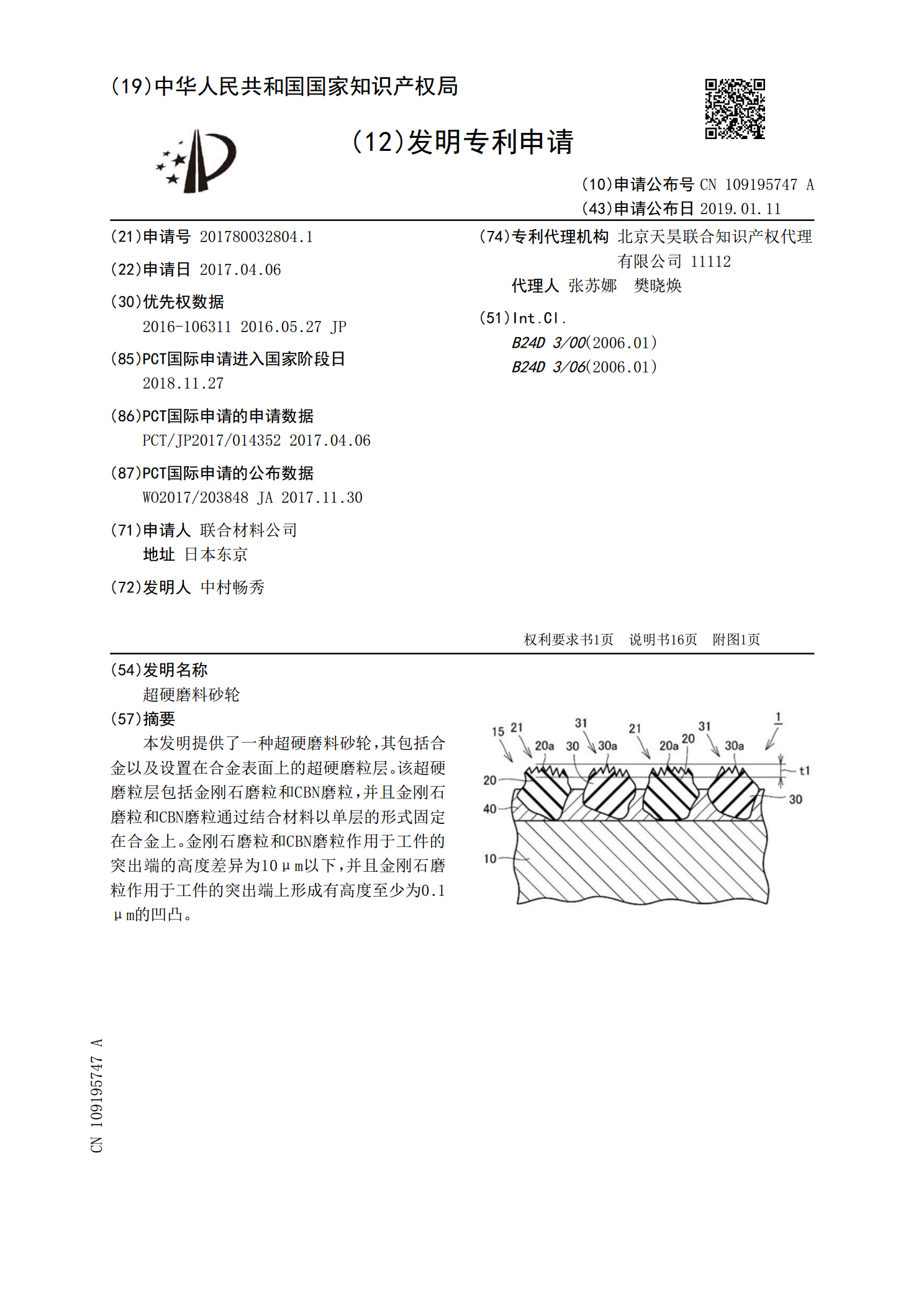
本发明提供了一种超硬磨料砂轮,其包括合金以及设置在合金表面上的超硬磨粒层。该超硬磨粒层包括金刚石磨粒和CBN磨粒,并且金刚石磨粒和CBN磨粒通过结合材料以单层的形式固定在合金上。金刚石磨粒和CBN磨粒作用于工件的突出端的高度差异为10μm以下,并且金刚石磨粒作用于工件的突出端上形成有高度至少为0.1μm的凹凸。
超硬磨料砂轮.pdf
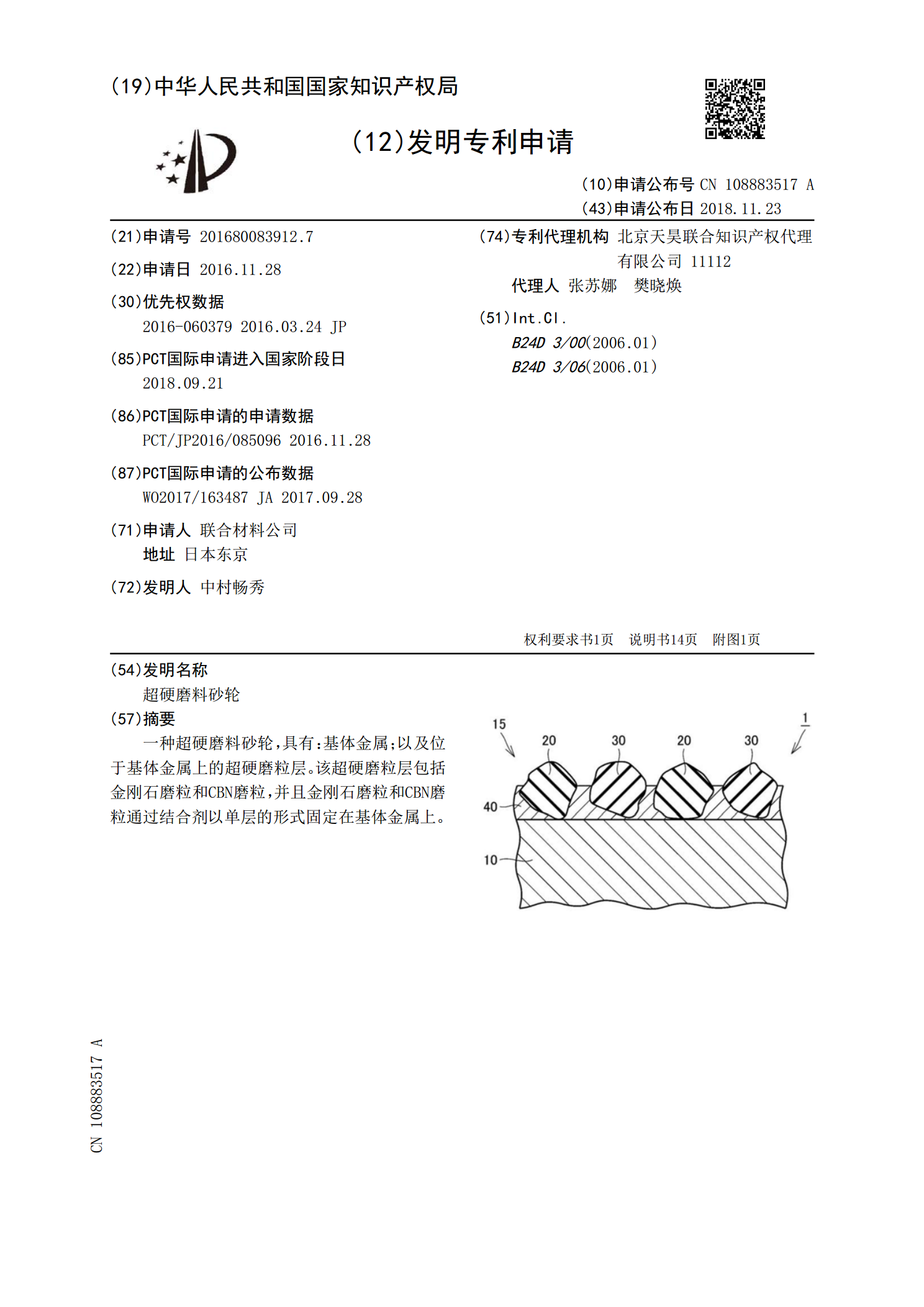
一种超硬磨料砂轮,具有:基体金属;以及位于基体金属上的超硬磨粒层。该超硬磨粒层包括金刚石磨粒和CBN磨粒,并且金刚石磨粒和CBN磨粒通过结合剂以单层的形式固定在基体金属上。