
一种直齿锥齿轮加工工艺.pdf

骊蓉****23

1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种直齿锥齿轮加工工艺.pdf
本发明公开了一种直齿锥齿轮加工工艺,包括步骤:1)根据直齿锥齿轮的结构,对坯料进行整体锻打;2)齿开槽,对锻件两侧分别进行齿开槽,齿面及齿根分别留有加工余量;3)滚齿、剃齿;4)齿轮淬火;5)热处理;6)精磨齿轮;7)对直齿锥齿轮工件表面进行硬化处理;用本工艺生产的直齿锥齿轮不易腐蚀,耐热性好,大大延长了使用寿命。
一种直齿锥齿轮的加工设备.pdf
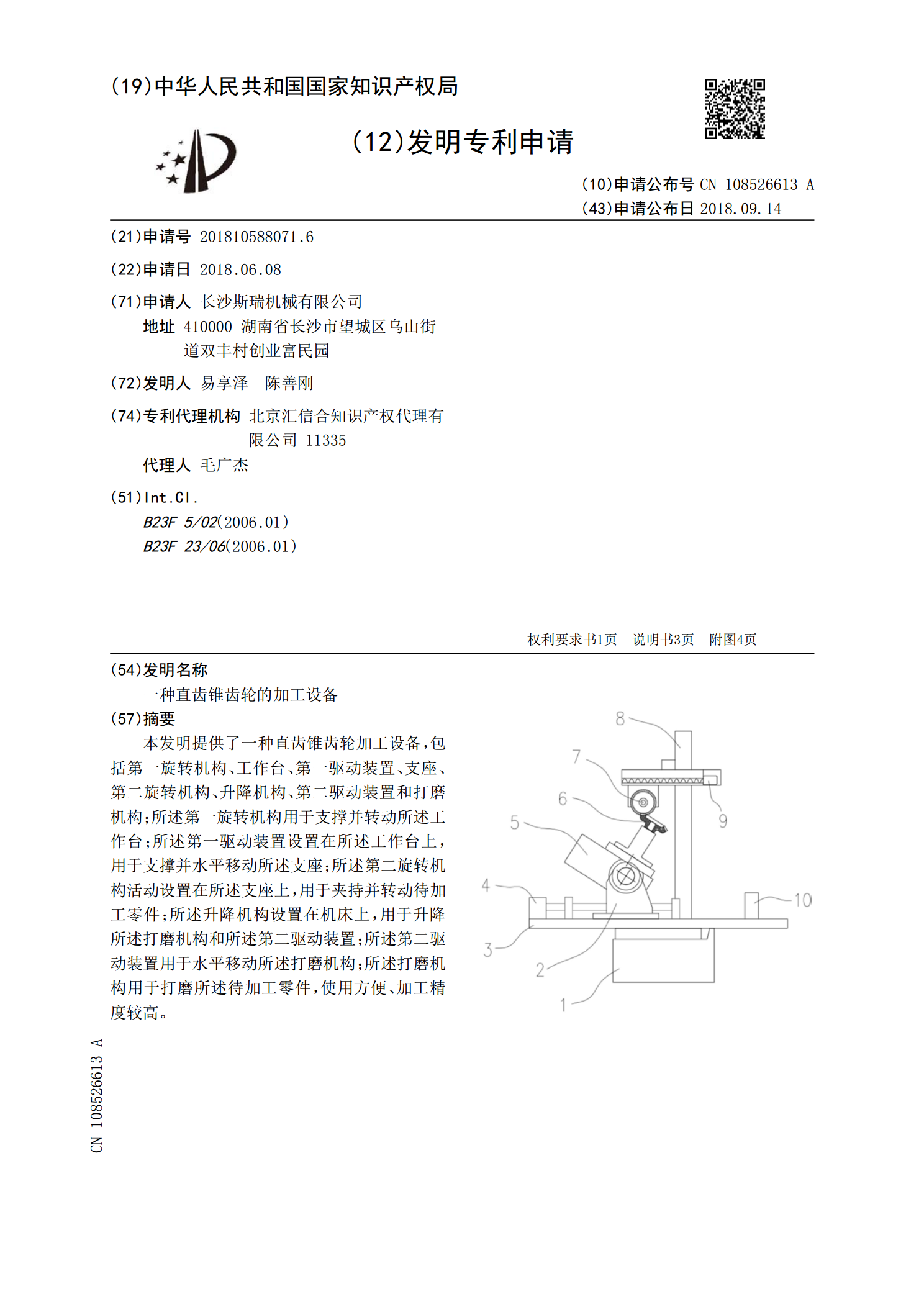
本发明提供了一种直齿锥齿轮加工设备,包括第一旋转机构、工作台、第一驱动装置、支座、第二旋转机构、升降机构、第二驱动装置和打磨机构;所述第一旋转机构用于支撑并转动所述工作台;所述第一驱动装置设置在所述工作台上,用于支撑并水平移动所述支座;所述第二旋转机构活动设置在所述支座上,用于夹持并转动待加工零件;所述升降机构设置在机床上,用于升降所述打磨机构和所述第二驱动装置;所述第二驱动装置用于水平移动所述打磨机构;所述打磨机构用于打磨所述待加工零件,使用方便、加工精度较高。

一种直齿锥齿轮的成型工艺.pdf
本发明涉及一种直齿锥齿轮的加工工艺,目的是提供一种直齿锥齿轮的成型工艺,以提高锥齿轮的锻造加工精度和加工效率。成型工艺包括如下步骤:1).齿模建模:包括粗锻齿模和精整齿模建模,所述粗锻齿模的分度圆弦齿厚略小于精整齿模,粗锻齿模的齿全高大于精整齿模齿全高;0.992粗锻齿模单个齿形体积=精整齿模单个齿形体积×1.008;2).温锻塑性成型,3).热锻切边,4).粗锻件正火、表面吹砂及磷皂化处理;5).冷精校塑性成型。本发明节约原材料、降低坯料加工的工艺要求,生产周期缩短,成本降低。产品质量稳定、精度高、机械
一种直齿锥齿轮及制造工艺.pdf
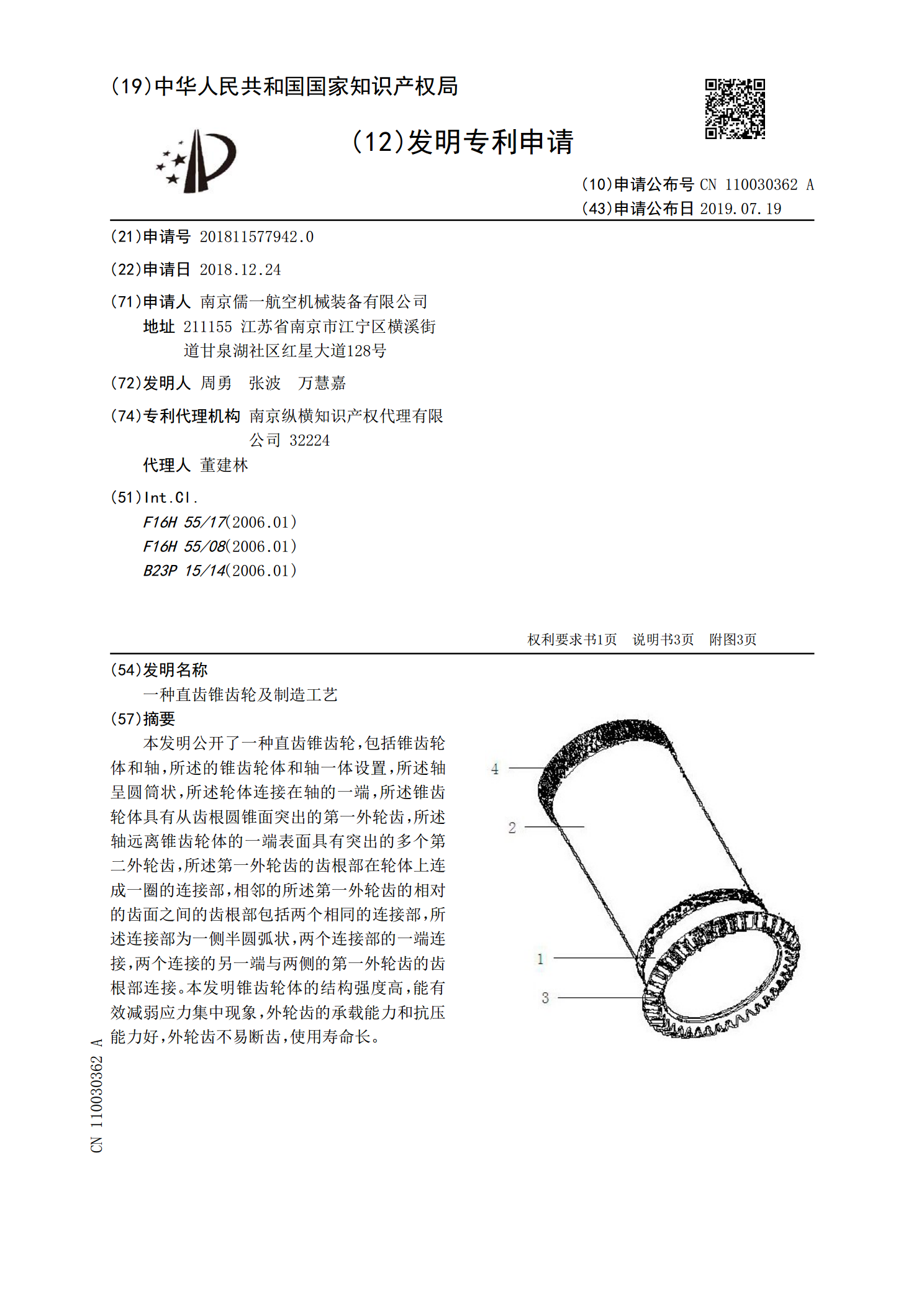
本发明公开了一种直齿锥齿轮,包括锥齿轮体和轴,所述的锥齿轮体和轴一体设置,所述轴呈圆筒状,所述轮体连接在轴的一端,所述锥齿轮体具有从齿根圆锥面突出的第一外轮齿,所述轴远离锥齿轮体的一端表面具有突出的多个第二外轮齿,所述第一外轮齿的齿根部在轮体上连成一圈的连接部,相邻的所述第一外轮齿的相对的齿面之间的齿根部包括两个相同的连接部,所述连接部为一侧半圆弧状,两个连接部的一端连接,两个连接的另一端与两侧的第一外轮齿的齿根部连接。本发明锥齿轮体的结构强度高,能有效减弱应力集中现象,外轮齿的承载能力和抗压能力好,外轮
一种直齿锥齿轮及制造工艺.pdf
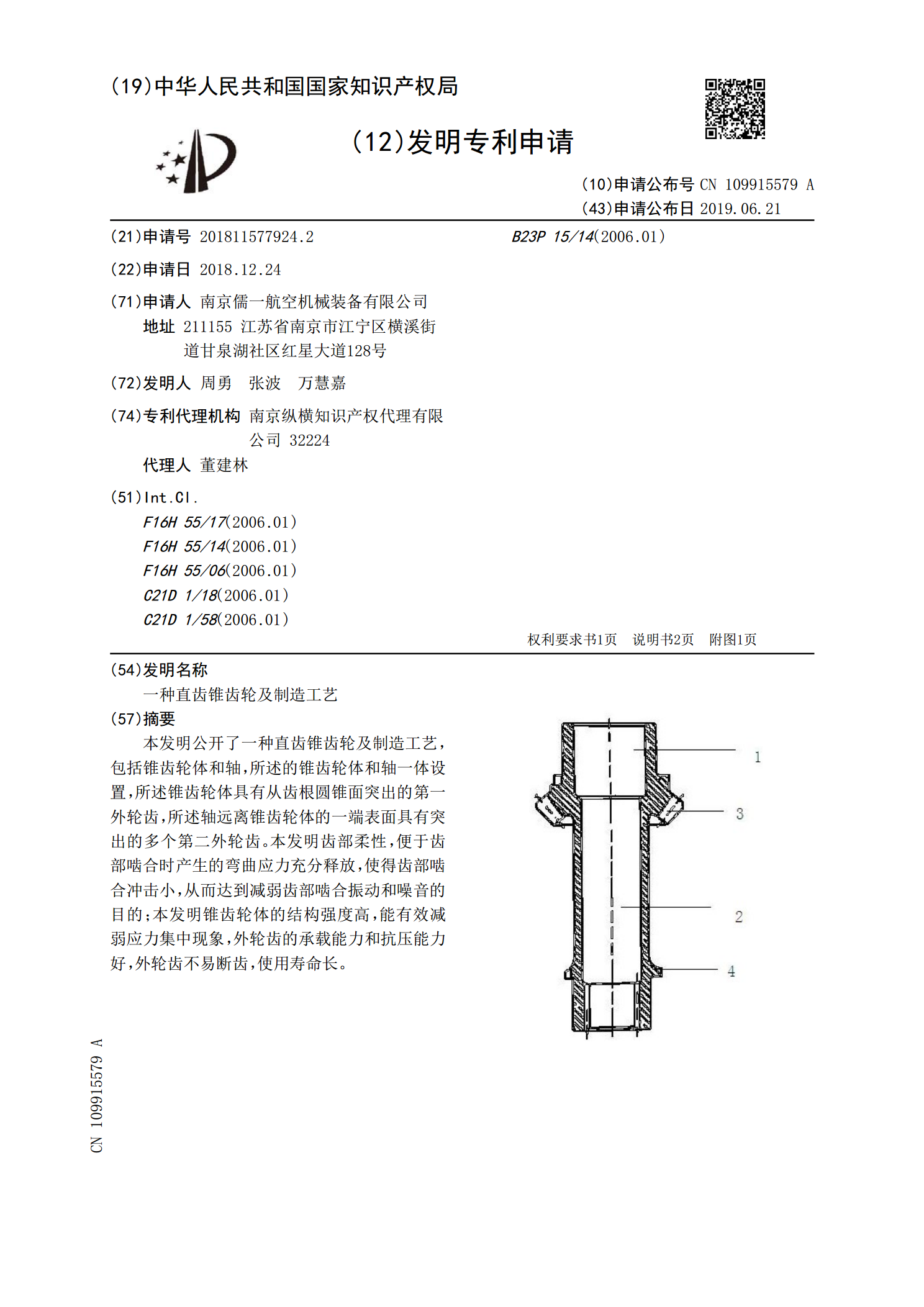
本发明公开了一种直齿锥齿轮及制造工艺,包括锥齿轮体和轴,所述的锥齿轮体和轴一体设置,所述锥齿轮体具有从齿根圆锥面突出的第一外轮齿,所述轴远离锥齿轮体的一端表面具有突出的多个第二外轮齿。本发明齿部柔性,便于齿部啮合时产生的弯曲应力充分释放,使得齿部啮合冲击小,从而达到减弱齿部啮合振动和噪音的目的;本发明锥齿轮体的结构强度高,能有效减弱应力集中现象,外轮齿的承载能力和抗压能力好,外轮齿不易断齿,使用寿命长。