
一种直齿锥齿轮的成型工艺.pdf

一吃****昕靓


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种直齿锥齿轮的成型工艺.pdf
本发明涉及一种直齿锥齿轮的加工工艺,目的是提供一种直齿锥齿轮的成型工艺,以提高锥齿轮的锻造加工精度和加工效率。成型工艺包括如下步骤:1).齿模建模:包括粗锻齿模和精整齿模建模,所述粗锻齿模的分度圆弦齿厚略小于精整齿模,粗锻齿模的齿全高大于精整齿模齿全高;0.992粗锻齿模单个齿形体积=精整齿模单个齿形体积×1.008;2).温锻塑性成型,3).热锻切边,4).粗锻件正火、表面吹砂及磷皂化处理;5).冷精校塑性成型。本发明节约原材料、降低坯料加工的工艺要求,生产周期缩短,成本降低。产品质量稳定、精度高、机械
一种直齿锥齿轮及制造工艺.pdf
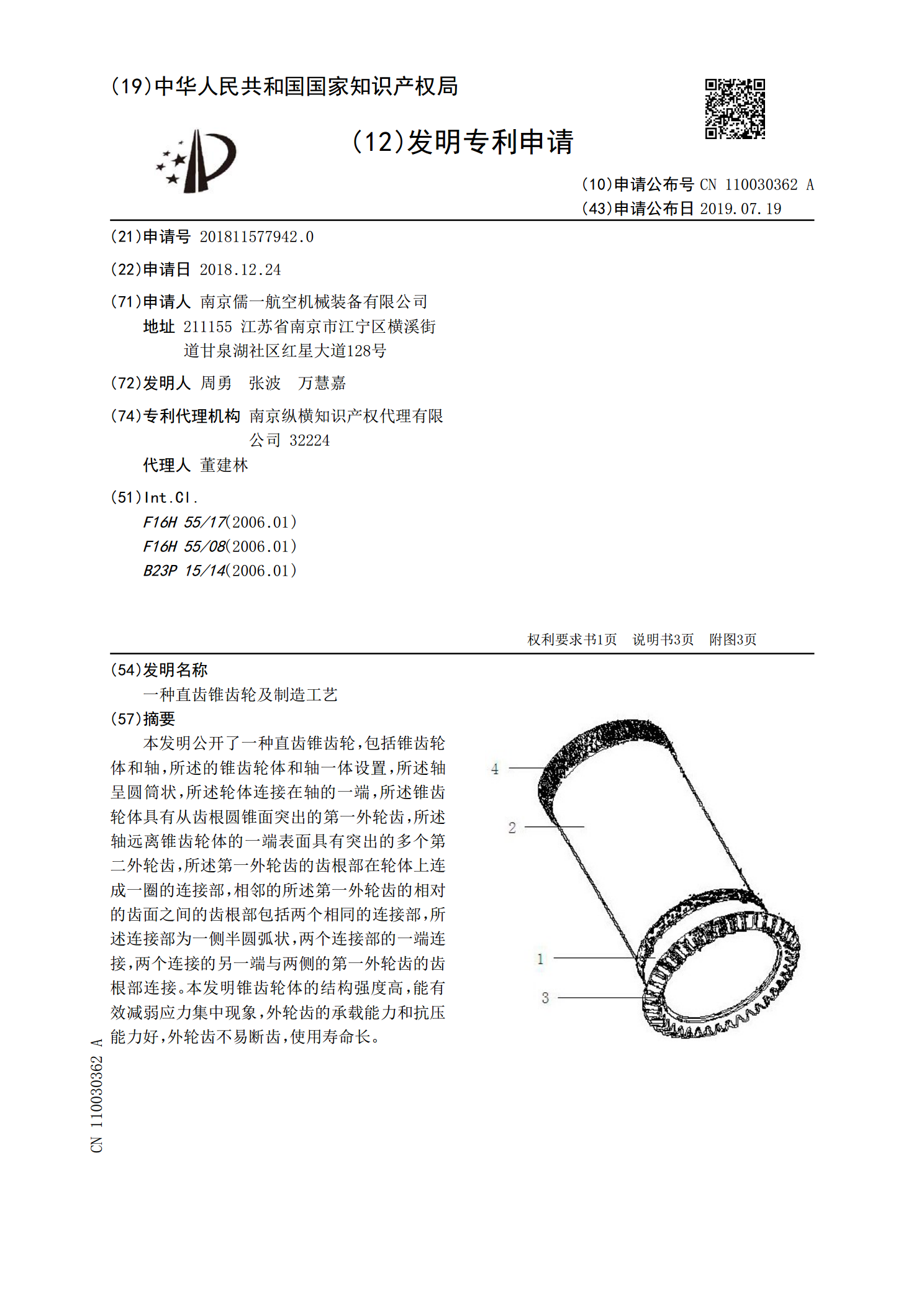
本发明公开了一种直齿锥齿轮,包括锥齿轮体和轴,所述的锥齿轮体和轴一体设置,所述轴呈圆筒状,所述轮体连接在轴的一端,所述锥齿轮体具有从齿根圆锥面突出的第一外轮齿,所述轴远离锥齿轮体的一端表面具有突出的多个第二外轮齿,所述第一外轮齿的齿根部在轮体上连成一圈的连接部,相邻的所述第一外轮齿的相对的齿面之间的齿根部包括两个相同的连接部,所述连接部为一侧半圆弧状,两个连接部的一端连接,两个连接的另一端与两侧的第一外轮齿的齿根部连接。本发明锥齿轮体的结构强度高,能有效减弱应力集中现象,外轮齿的承载能力和抗压能力好,外轮
一种直齿锥齿轮及制造工艺.pdf
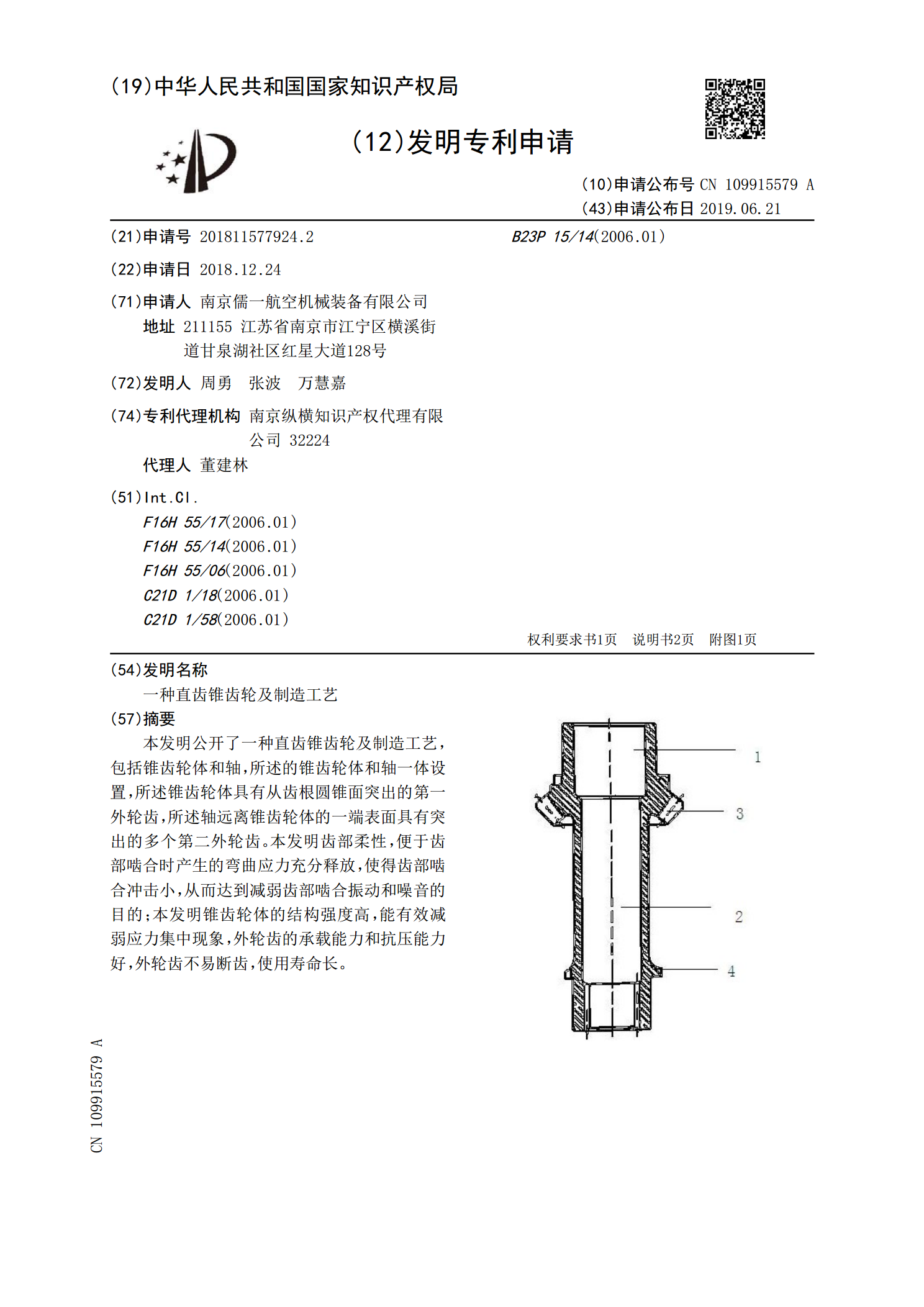
本发明公开了一种直齿锥齿轮及制造工艺,包括锥齿轮体和轴,所述的锥齿轮体和轴一体设置,所述锥齿轮体具有从齿根圆锥面突出的第一外轮齿,所述轴远离锥齿轮体的一端表面具有突出的多个第二外轮齿。本发明齿部柔性,便于齿部啮合时产生的弯曲应力充分释放,使得齿部啮合冲击小,从而达到减弱齿部啮合振动和噪音的目的;本发明锥齿轮体的结构强度高,能有效减弱应力集中现象,外轮齿的承载能力和抗压能力好,外轮齿不易断齿,使用寿命长。
一种直齿锥齿轮加工工艺.pdf
本发明公开了一种直齿锥齿轮加工工艺,包括步骤:1)根据直齿锥齿轮的结构,对坯料进行整体锻打;2)齿开槽,对锻件两侧分别进行齿开槽,齿面及齿根分别留有加工余量;3)滚齿、剃齿;4)齿轮淬火;5)热处理;6)精磨齿轮;7)对直齿锥齿轮工件表面进行硬化处理;用本工艺生产的直齿锥齿轮不易腐蚀,耐热性好,大大延长了使用寿命。

直齿、弧齿锥齿轮研齿工艺守则.docx
直齿、弧齿锥齿轮研齿工艺守则直齿、弧齿锥齿轮研齿工艺守则摘要:齿轮是机械传动中常见的元件之一,直齿、弧齿锥齿轮作为常用的齿轮类型,其研齿工艺守则对于保证齿轮的装配质量和使用寿命具有重要作用。本文将详细介绍直齿、弧齿锥齿轮研齿工艺守则的内容和要点,并分析其在实际生产中的应用情况。通过深入研究和分析,我们可以为齿轮制造商和使用单位提供参考和指导,以提高产品质量和减少故障率。关键词:齿轮,直齿,弧齿锥齿轮,研齿工艺1.引言齿轮作为机械传动的重要组成部分,广泛应用于各个领域。直齿、弧齿锥齿轮由于其特殊的结构与工作